Get in Touch with Aubrik Company
An h-beam gantry welding machine is not just another beam welding machine. It is a gantry type automatic welding system used after h beam assembly, when the web plate and flange plates already form the beam shape and the shop needs repeatable long seam welding for steel structure fabrication.
Quick Specs: What Buyers Should Confirm First
- Process: submerged arc welding for long flange-to-web seams.
- Best fit: repeated h beam workpieces, steel structure welding, and shops that already plan cutting, assembly, welding, straighten, and finishing steps.
- Core RFQ inputs: web height, flange size, beam length, welding head count, flux recovery, seam tracking, gantry clearance, and line layout.
- Quality boundary: machine selection supports weld consistency, while final acceptance still follows the project code, WPS, inspection plan, and customer requirements.
About This Selection Guide
This guide is written for fabrication managers, purchasing teams, and plant engineers preparing an RFQ for h-beam welding equipment. It explains the buying questions that should be answered before a supplier quotes a gantry welding machine, so the finished line fits the beam range, welding process, and inspection plan.
H Beam Welding Machine Basics for Beam Gantry Welding

An h-beam gantry welding machine is an automatic welding machine that travels over or along an assembled h beam and welds the long seams between the web and flange. In most steel structure shops, the machine sits after the h beam assembly machine and before correction, cleaning, or shot blasting.
What is an H beam welding machine used for?
A h beam welding machine is used to weld the structural seams that turn three prepared steel plates into a load-bearing H-section. Repeatability is the practical value: once the web plate, flange plates, tack welds, and beam alignment are controlled, the gantry can carry the welding head along a long workpiece with less manual variation.
| Machine Type | Main Job | Buyer Check |
|---|---|---|
| H beam assembly machine | Positions web and flange before tack welding | Check web centering, hydraulic clamping, and fit-up range |
| H beam gantry welding machine | Performs the main automatic welding pass on long seams | Check SAW head, beam gantry travel, seam tracking, and flux recovery |
| H beam straightening machine | Helps correct flange deformation after welding heat input | Check flange width, thickness, and straighten force range |
Why Submerged Arc Welding Is Used for Long H-Beam Seams
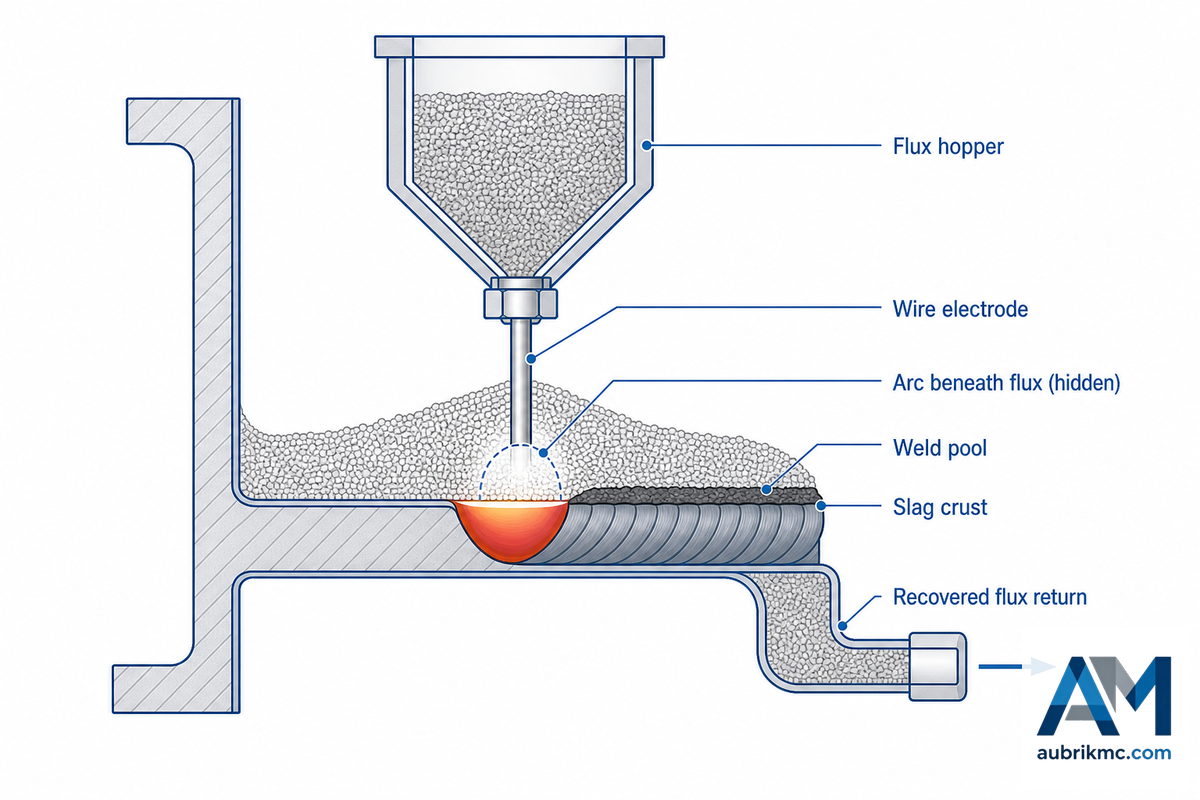
Submerged arc welding suits this job because the arc is formed between a continuously fed electrode and the workpiece under a powdered flux blanket. In the TWI explanation of submerged arc welding, flux shields the weld zone and the arc is not normally visible during welding.
That process logic matters for h beam production line planning. Long straight seams need a welding process that can be set, repeated, and monitored. SAW can do that, but it is not a magic fix for poor fit-up.
If flange-to-web contact varies, if tack welds pull the web out of center, or if the flux layer is uneven, weld appearance and penetration can still vary.
Engineering Note
TWI’s SAW equipment guide lists the power source, SAW head, flux handling, and protective equipment as essential parts of the process.
It also notes that a single-wire SAW setup can operate from low current levels up to 1000 A, while thick-plate work often uses a narrower working range. Treat those values as process context, not as a machine quote. Your supplier should size the power source around your plate thickness, joint design, wire, flux, and WPS.
| TWI SAW reference point | Current range | Wire stickout reference | Buying use |
|---|---|---|---|
| 1.6 mm single wire | 200 to 500 A | 20 mm normal | Check whether the quote covers lighter plate work or only heavy H-beam seams. |
| 2.0 mm single wire | 250 to 600 A | 25 mm normal, 63 mm maximum | Ask how the supplier protects penetration when stickout changes. |
| 3.2 mm single wire | 350 to 800 A | 30 mm normal, 76 mm maximum | Use this as a process discussion point for medium-to-heavy plate. |
| 4.0 mm single wire | 400 to 900 A | 32 mm normal, 128 mm maximum | Discuss thick-plate WPS planning before choosing the welding power source. |
| 4.75 mm single wire | 450 to 1000 A | 35 mm normal, 165 mm maximum | Confirm the supplier’s recommended wire, flux, and current setting for your beam range. |
| Twin-wire process context | 800 to 1200 A | 20 mm wire spacing noted by TWI | Ask whether the proposed head arrangement is single wire, twin wire, or double arc. |
Seam Tracking, Flux Recovery, and Weld Stability
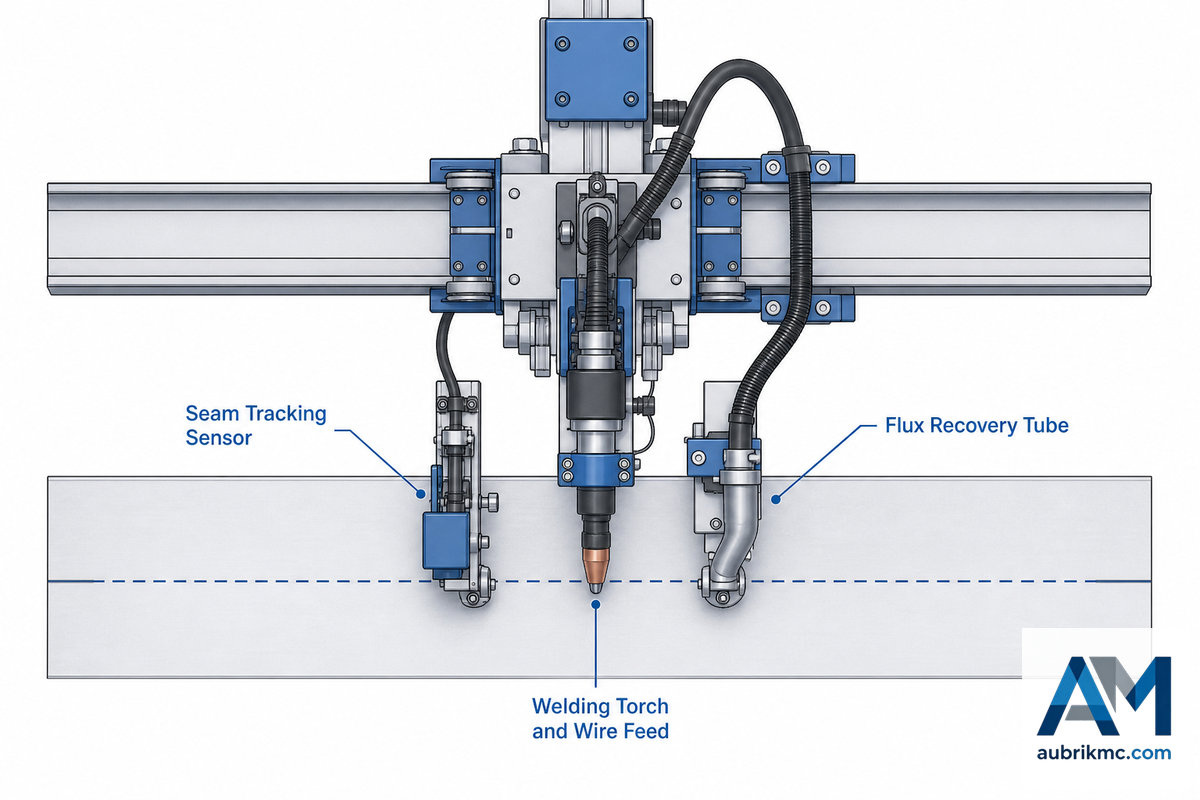
When buyers evaluate a gantry welding machine, the visual frame is only one component of the process. Less conspicuous factors play a greater role: how smoothly the welding torch tracks the seam, how flux is delivered and reclaimed, how welding speed is adjusted, and how effectively an operator can identify and address drift prior to rework.
Does the machine include automatic seam tracking?
Ask the supplier what the tracking device actually senses. Some systems direct the welding head based on physical contact. Other systems rely on sensor-driven seam tracking.
The optimal selection varies with the workpiece accuracy, tack weld pattern, beam length, and shop conditions. For a lengthy h beam gantry fabrication, the real measure is not just whether the marketing collateral uses the word “automatic.” It is whether the tracking technique is capable of guiding a formed beam under heat, flux, and production handling.
- – Ask about the location of the welding seam in relation to the welding head.
- – Ask if the system signals a warning when the torch reaches its correction limit.
- – Ask how operators set speed adjustment, wire feed rate, flux flow rate, welding gun angle, and welding arm position.
- – Ask how the flux recovery system separates surplus flux from debris and metal fragments.
Flux recovery is a critically important feature, affecting both the overall cost of production and the quality of the weld. TWI equipment guidance points out the importance of careful handling of recycled flux, as slag and fines may cause changes in flux composition or interfere with feed mechanisms.
To the buyer, this means that a good flux recovery system is more than a cost-saving feature – it is an essential component for maintaining stable weld quality.
Where the Gantry Welder and Straightening Machine Fit in an H Beam Production Line

A well-operated gantry welder relies on well-maintained prior fabrication processes.
Proper cutting accuracy ensures squareness in the flange and proper angle in the web height. During h beam assembly welding, the h beam assembling machine or assembling machine must keep the web and wing plate square before welding h beam seams at full length. Vibration in the h beam assembly can affect the joint alignment. Excessive heat during welding can create distortion.
Post-welding straightening in the straightening machine may be needed to conform the flange to the required project specifications.
| Line Step | Controlled Area | Useful Aubrik Resource |
|---|---|---|
| CNC cutting machine | Plate length, bevel plan, and repeatable blanks | Plan layout with the H-Beam Line Configuration Selector |
| H beam assembly | Web centering, flange contact, and tack weld position | Review the H-Beam Assembly Machine |
| Gantry welding machine | Automatic welding, flux handling, seam tracking, and travel control | Compare the Aubrik gantry welding machine page |
| Straightening | Flange deformation after weld heat input | Check beam range with the H-Beam Capacity and Standards Checker |
| Shot blasting or surface preparation | Surface cleaning before painting or downstream work | See the H-beam shot blasting machine |
If you are in the process of deciding between investing in a single machine versus a complete production line, it may be helpful to compare the welding station’s capabilities against pre-welding handling.
A high-speed welding head will not compensate for slow beam feeding, incomplete plate preparation, or an incompatible link between crane capacity and beam length.
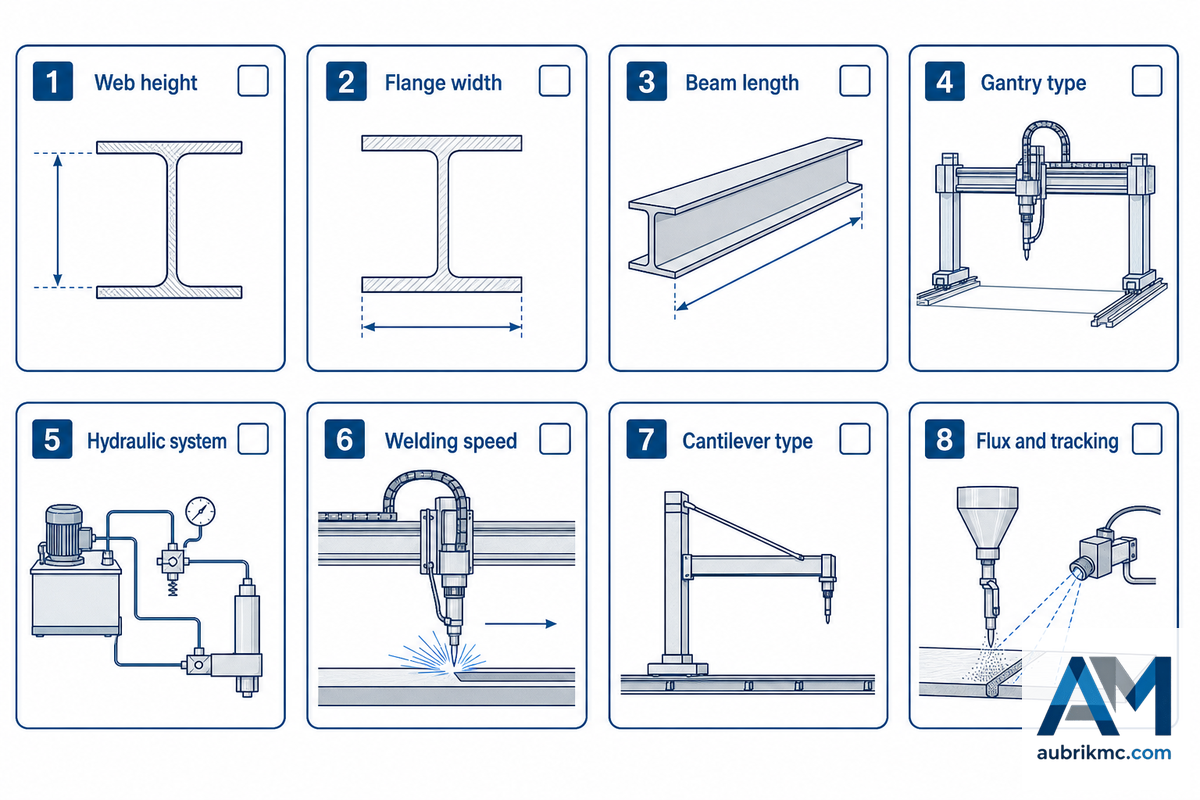
8-Point H-Beam Gantry RFQ Matrix Buyers Should Send Before Quotation
Numerous bid requests fall short of meeting suppliers’ needs due to insufficient data.
Often, bids are submitted for “gantry welding machine price” without the workpiece specifications that will drive the equipment design. The following matrix is a tool to facilitate informed bidding; it transforms open-ended inquiries into specific Requests for Quotation (RFQs) for suppliers.
What information should I prepare before asking for a quote?
Identify the maximum and minimum h beam that will require weld, the standard beam length, the web height, the thickness and width of the flange, the desired line layout, the preferred submerged arc welding power source, the required number of welding heads, your needs for flux recovery, and the relevant inspection procedures. If any of these parameters are still undecided, use an equipment sizing tool before submitting your RFQ.
| RFQ Point | Why It Matters | Question to Send Supplier |
|---|---|---|
| 1. Web height range | Sets gantry clearance, welding arm reach, and workpiece handling. | Can the machine cover our minimum and maximum web height without special fixtures? |
| 2. Flange width and thickness | Affects fit-up, heat input, and post-weld deformation. | Which flange range is supported by the welding station and straightening machine? |
| 3. Beam length and loading method | Controls track length, roller table plan, and crane work. | What infeed, outfeed, and handling layout do you recommend for our beam length? |
| 4. SAW head count | Single, double, or double arc choices affect weld sequence and setup complexity. | Should we choose one welding head, two heads, or a double arc arrangement? |
| 5. Flux recovery | Flux feed and recovery affect uptime, cleaning work, and weld quality. | How does the flux recovery system separate slag, fines, and reusable flux? |
| 6. Seam tracking | Torch travel must follow real seam position, not only the planned path. | What seam tracking method is used and how is correction shown to the operator? |
| 7. Single vs double cantilever | Layout choice affects floor space, access, and welding sequence. | Should our layout use a cantilever welding machine, single cantilever, double cantilever, or a beam gantry frame? |
| 8. Line integration | A welding station is only one station in the h beam production line. | How will this station connect with assembly, straighten, cutting, and finishing steps? |
Once you have compiled this information, you can use it to benchmark the specifications against Aubrik’s h-beam gantry welding machine for steel structure production and submit your RFQ with your range of beam lengths. For an initial estimate of sizing requirements, the Aubrik AUB-HB Capacity Sizer and h-beam Type Compatibility Checker can provide helpful insights into the relevant workspace parameters.
Weld Quality and Inspection Planning for Steel Structure Work
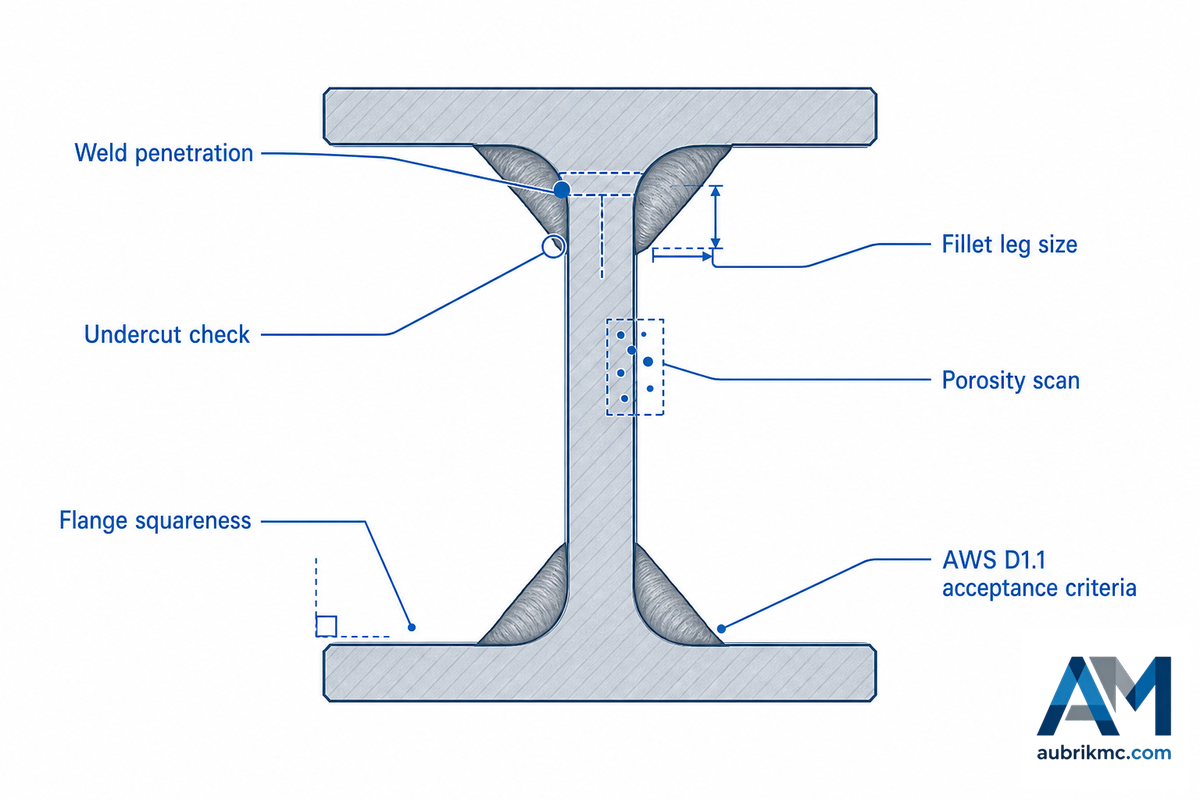
While a welding machine supplier can assist in configuration of the equipment, the project team maintains ownership of weld acceptance. AWS D1.1/D1.1M:2025, Structural Welding Code – Steel was issued in April 2025 as the latest edition of its standard governing welding of structural steel. This code addresses requirements that affect the design, fabrication, qualification and inspection of steel structures, the AWS says.
Buyers selecting steel structure fabrication equipment also should differentiate between the quality of their equipment and the quality of the shop’s systems. A gantry welding machine can support repeatable settings, but shop discipline still depends on trained operators, documented procedures, fit-up control, sample weld review, and clear inspection records.
Inspection Planning Checklist
- Before purchasing any equipment, confirm the applicable structural weld code and the customer’s specification.
- With a qualified welding specialist, confirm the appropriate WPS, wire, flux, steel plate, preheat, and weld inspection method.
- Request sample welds, using your own plate and flange dimensions, prior to equipment acceptance.
- Plan for the processing of rejected welds-how they will be documented, repaired, and how to ensure related welding equipment settings are adjusted appropriately.
A safety discussion should also be part of any equipment purchasing conversation. OSHA 1910.252 has safety procedures related to fire prevention during welding and cutting activities, and NIOSH has information on welding fumes, including inhalation as a route of exposure. Though SAW is less visually exposed than open-arc work, flux handling, slag removal, grinding operations and confined-space work still require appropriate on-site safety measures.
When Automatic H-Beam Welding Justifies the Investment

Automatic h beam welding equipment only makes sense if the shop is routinely fabricating similar products, allowing for process stability. If the nature of each project varies drastically-changing in shape, plate thickness, weld size, or the manner in which the workpiece is handled-the set up time may negate efficiency gains. A gantry welding machine can provide significant stability in repetitive work on, for instance, steel structure beams, simplifying labor planning and control.
| Shop Situation | Buying Signal | Next Check |
|---|---|---|
| Occasional beams mixed with general welding work | A standalone automatic welding machine may be difficult to justify. | Use subcontract cost and lead time as comparison points. |
| Repeated H-beams with stable plate sizes | Gantry welding becomes easier to standardize. | Model labor and throughput with the Labor and Throughput Estimator. |
| New H beam production line purchase | Line balance matters more than the welding station alone. | Check cutting, assembly, welding, straighten, and blasting as one process. |
Do not overemphasize just the equipment’s speed when evaluating its capabilities; also take into consideration the work that needs to be done after the initial welding, the weld inspection stability, the availability of skilled labor, flux handling procedures, the need for crane usage and how well the downstream h beam straightening machine will accommodate the weld output rate.
How to Evaluate a Gantry Welding Machine Supplier

A supplier evaluation needs to involve more than just the machine frame. Also consider vendor support in areas such as process development, commissioning and startup, training, spare parts and OEM adjustments. For h beam manufacturing processes, the supplier should demonstrate familiarity with assembly, welding, straightening, cutting machine integration and complete project delivery.
Aubrik, formerly Wuxi ABK Machinery, was founded in 1999 and supplies welding equipment and CNC cutting machines. The company has annual capacity of 1,000 sets of welding equipment and 200 sets of cutting equipment. Aubrik holds ISO9001 and CE certifications, provides a one-year free warranty, and offers customized OEM service. These attributes provide useful signals about manufacturing scale, quality controls and support scope.
Supplier Questions That Reveal Real Capability
- Which h beam welding line layouts have you installed for steel structure fabrication?
- Will the gantry welding machine accommodate my range of web height and flange?
- How do you set hydraulic clamping, automatic centering, and workpiece support?
- Which SAW power source, welding head, flux recovery, and seam tracking systems are available?
- Which commissioning, operator training and remote support are provided after delivery?
For shops purchasing a full line, the provider should also address how the h beam assembly station, beam gantry welder, straightening machine, CNC cutting machine and optional blasting equipment will function as a sequence. A single station machine vendor could miss handling or bottleneck issues across the full production line.
Changing Buyer Requirements for Single Cantilever, Double Cantilever, and Automation
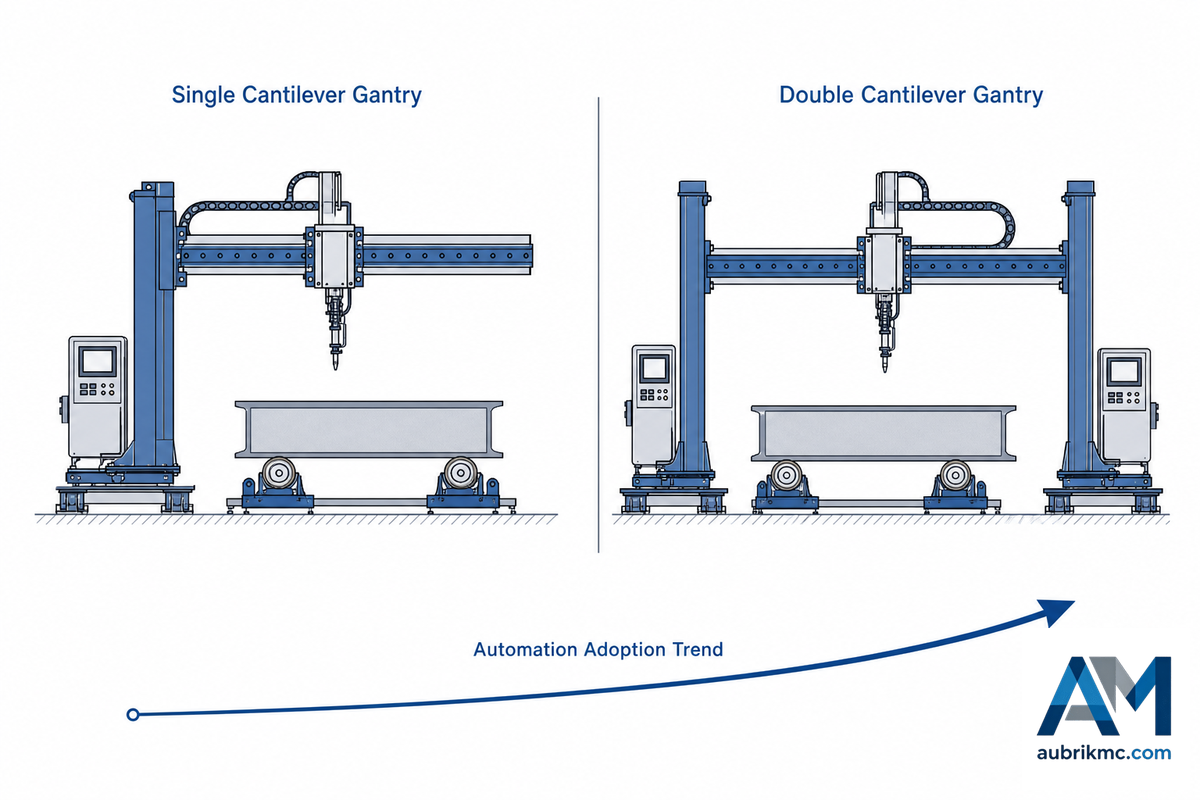
Industrial automation continues to expand into more factory tasks, even though each niche will adopt it at a different rate. IFR’s World Robotics 2025 publication reports 542,000 industrial robots installed in 2024, stating that annual additions exceeded 500,000 units for the fourth consecutive year. This does not prove there is a market for each structural steel welding application, but it does show that plants invest in automation when labor, consistency and data acquisition become constraints.
For h-beam fabrication, the trend seems to be less about replacing every welder, and more about building for normalization of long repeatable seams. In compact repeated-joint cells, a welding robot may improve welding repeatability, but h beam automatic submerged arc welding often matters more when reliable operation and production efficiency depend on long straight seams. Customers are requesting for better flux capture, more intuitive setups and greater ease of use. Participating shops benefit first by being able to describe their workpiece range and production flow before the vendor begins placing lines and equipment on paper.
FAQ: H-Beam Gantry Welding Machine Buying Questions
Q: What is the difference between an H beam welding machine and an H beam production line?
View Answer
An h beam welding machine accomplishes the automatic welding step. A production line incorporates cutting, assembly, gantry welding, straightening, and optional surface preparation. In practice, the line is simply the sequence of work which the welder is one step.
Q: Does every gantry welder use submerged arc welding?
View Answer
Most h-beam gantry welding machines for long structural seams use submerged arc welding because SAW suits mechanized, repeatable long welds. Process variations are still subject to steel plate type, joint preparation, flux, wire, welding power source and selected WPS. For a mixed shop confirm if the same machine will also process short beams and whether it is only suited for repeated batches.
Q: Can an H beam gantry welding machine be customized for different web heights?
View Answer
Yes. Begin with the actual web height spectrum, flange dimensions, beam length and handling method. If those parameters are not yet fixed, begin using the H-Beam Capacity and Standards Checker before completing the RFQ.
Q: What are the main machines before and after gantry welding?
View Answer
Prior to gantry welding shops tend to prepare plates with a cutting machine and shape the beam on an assembly station. Post-welding they may straighten flange deformation, blast the surface and move the beam to a paint shop. Handling equipment is a factor at each step so include roller tables, cranes and turning space when requesting a line layout.
Q: How should buyers evaluate weld quality requirements?
View Answer
Begin with the project code and WPS. Then inquire about welding speed, wire feed, seam tracking, flux capture and logs.
Q: When should a shop choose double cantilever instead of single cantilever?
View Answer
Use the preference to match beam size, access, welding sequence and shop layout. A double cantilever configuration may support a different process flow than a single cantilever configuration but the correct choice depends on workpiece size and handling. Ask for a layout drawing before pricing your inquiry, and ask whether operators can access the flux, wire and torch adjustment points without breaking crane movement.
Q: What should be included in an H beam gantry welding RFQ?
View Answer
List web height, flange width and thickness, beam length, target steel grade, welding process requirements, flux recovery needs, seam tracking expectations, layout limits, electrical requirements, inspection standard, delivery country, and whether this is a new production line. Add drawings of typical beams if available, because actual fit-up details explain more than a model name.
Q: Can Aubrik provide OEM support for a complete H beam welding line?
View Answer
Yes, Aubrik offers OEM customization and related line equipment.
Related Aubrik Resources
References & Sources
- What is Submerged-arc Welding? – TWI
- Equipment for Submerged Arc Welding – TWI
- AWS Announces Release of D1.1/D1.1M:2025 – American Welding Society
- 29 CFR 1910.252 General Requirements – OSHA
- Welding Fumes – CDC/NIOSH
- World Robotics 2025 Report Release – International Federation of Robotics
Prepare a Cleaner H-Beam Welding RFQ
Send Aubrik your web height, flange range, beam length, your welding method preference and welding process requirements, line layout etc. Based on your production target, Aubrik engineer team would assist with gantry welding machine, h beam assembly, straightening and handling plan and then offer you a quote.