Get in Touch with Aubrik Company
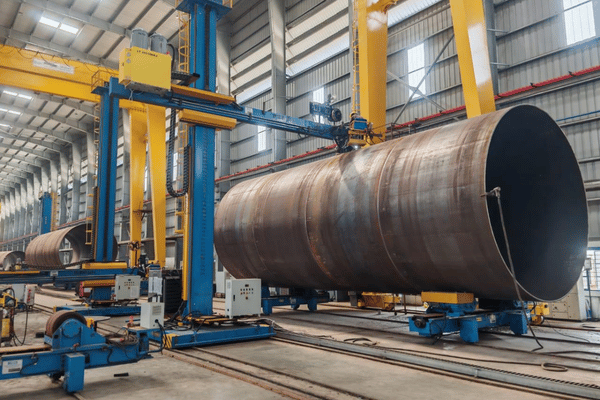
Column & Boom Welding Manipulators
Custom-built column and boom welding manipulators for submerged arc (SAW), MIG and TIG automation of tanks, pressure vessels, pipe spools and wind towers — engineered, certified and shipped direct from the Aubrik factory.
- CE & ISO 9001 certified
- Building welding automation since 1999
- Exported to 8+ countries
- 12-month warranty
Why Manual Welding Caps Throughput on Tanks, Vessels & Long Seams
A welding manipulator is a column-and-boom machine that carries the welding head — not the workpiece — and walks it along the joint at a controlled speed. On a large fabrication, that one distinction decides your output. Put a manual welder on long tank or vessel seams and the arc actually burns only about 25–40% of the shift; the rest disappears into repositioning, electrode changes and slag cleaning.
That idle time is the hidden, expensive bottleneck on heavy structural and pressure work. Every time the operator climbs, re-strikes and re-aligns, the weld bead turns inconsistent and rework and delay climb with it. The problem is rarely the welder’s skill — it is arc-on time.

PROBLEM ANALYSIS
Root cause — why the arc keeps stopping
Submerged arc welding only reaches its potential when a manipulator, seam tracking and flux management run together, because the process needs a near-continuous arc. Take that automation away and SAW falls back to a stop-start manual job. The column and boom is what keeps the head moving over a 6-metre seam, so the arc stays lit instead of restarting every pass.
Aubrik SYSTEM
An Aubrik column and boom welding manipulator fixes the bottleneck at the source. Aubrik engineers build the boom in our own factory to hold the torch rigid and feed it along the seam at a repeatable travel speed, paired with a rotator or positioner so circumferential and longitudinal welds run unattended. For industrial buyers working long seams, turning a 25–40% manual arc-on rate into 70–100% is the most direct way to increase productivity.
Not sure a manipulator fits your part mix?
Send your workpiece dimensions for a free estimate →Aubrik Column & Boom Manipulator Range — Models, Specs & Sizing
Aubrik column and boom manipulators are built as size classes in our own factory, configured to your workpiece rather than sold off a fixed shelf. The vertical column sets working height; the horizontal boom sets reach across or along the part. Both axes ride on rack-and-pinion drives with variable-speed AC motors, so travel stays smooth and vibration-free from 120 to 3000 mm/min.
| Model class | Column × boom (m) | Boom / column stroke | Boom-end load | Weld travel speed | Typical use |
|---|---|---|---|---|---|
| AM-CB-30 | 3 × 3 | ≈3000 mm | 150–500 kg | 120–3000 mm/min | Small tanks, pipe spools |
| AM-CB-40 | 4 × 4 | ≈4000 mm | 300–800 kg | 120–3000 mm/min | Pressure vessels, drums |
| AM-CB-50 | 5 × 5 | ≈5000 mm | 500–1200 kg | 120–3000 mm/min | Wind tower sections |
| AM-CB-60 | 6 × 6 | ≈6000 mm | 800–2000 kg | 120–3000 mm/min | Large vessels, heavy structures |
Every axis, the welding power source, seam-tracking package and flux feed/recovery are configured to your build. Larger 7×7 m and rail-mounted travel-car layouts are available on request, and the same platform runs as an automatic welding manipulator for repeat production.
Column & Boom Sizing Selector
Two numbers decide the model: how far the head must reach, and how much weight hangs at the end of the boom. Most sizing mistakes happen on the second one, because buyers rate the boom for the welding head alone and forget everything bolted beside it. That gap is the difference between a rigid weld and an expensive deflection problem.
Don’t under-size the boom-end load
A SAW package is heavier than a MIG or TIG set-up. Add the welding head, wire feeder, flux recovery unit, camera, cross-slide and any operator platform — together they can double the load you first estimated. Spec the boom for the full stack, not just the torch.
- Reach (horizontal boom):longest longitudinal weld, plus torch clearance — for circumferential work, span the radius of the largest workpiece from the positioner centreline.
- Lift (vertical column):max workpiece height on the positioner + welding-head clearance + minimum working height.
- Load:sum every component mounted on the boom end, then keep margin for accessories you add later.
- Bigger is not safer:an over-long boom adds deflection and costs you precision — match reach to the real part.
Aubrik engineers spec every build around seam tracking that holds the torch on the joint as the part heats and distorts — mechanical, laser or the Through-Arc Seam Tracking principle documented in welding-automation patents such as US11623294B2 and US4492847A. For industrial buyers running an 8-hour shift, that is the difference between constant rework and a first-pass weld.
Want the right class for your part? Send your dimensions for a custom sizing recommendation →

Column & Boom vs Manual Welding vs Robotic Cell — Productivity & Cost
An honest comparison is not “automation beats people.” Every automation choice is a trade-off between flexibility, capital cost and the part in front of you. An Aubrik column and boom wins where parts are large and seams are long, simply because that is exactly where manual arc-on time falls to 25–40% and a fixed robotic cell becomes an expensive, inflexible risk.
| Factor | Manual SMAW | Column & Boom + SAW | Robotic cell |
|---|---|---|---|
| Arc-on time | 25–40% | 70–100% | 60–85% |
| Weld consistency | Operator-dependent | Repeatable bead | Highly repeatable |
| Part size suited | Any | Large / long seam | Small–medium |
| Capital cost | Lowest | Mid | Highest |
| Programming | None | Minutes (set speed) | Per-part teaching |
70–100%
SAW arc-on time on a column & boom, versus roughly 25–40% for manual stick welding — the single biggest lever on large-fabrication throughput.
Source: industry duty-cycle / operator-factor data (weldfabworld, The Fabricator). Actual gain varies by part and shop — request a workpiece-based estimate.
Welding Processes & Applications — SAW, MIG & TIG for Vessels, Pipe & Wind Towers
The same Aubrik column and boom platform runs submerged arc, MIG/MAG and TIG, single or tandem wire, as a modular automatic welding manipulator. The process follows the joint and the code; the manipulator carries whichever head the job needs. In a pipe welding manipulator role, the boom holds the head while a rotator turns the spool.
Process fit
- SAW (submerged arc): thick structural and pressure work — a high deposition rate under flux and a near-continuous arc that holds weld quality across long runs.
- MIG / GMAW: faster set-up and higher welding speed on medium plate, visible arc, no flux handling.
- TIG / GTAW & cladding: root passes, alloy work and corrosion-resistant overlay where bead quality is critical.
Industry codes shape the choice, because pressure work fails inspection without a qualified procedure. AWS D1.1 governs structural steel welding and covers SAW directly; pressure vessels and piping fall under the ASME Boiler & Pressure Vessel Code and Section IX. Aubrik engineers build each manipulator to support qualified procedures in either regime, CE and ISO 9001 certified.
Where they earn their place
SAW on a column and boom is standard in pipe mills, pressure-vessel shops, shipbuilding yards and wind-tower lines, where long seams repeat across an 8-hour shift and steady welding speed protects weld quality. On a rotary pipe-welding line, an Aubrik column and boom station welds large vessels far faster than a manual crew, without the inconsistent, expensive rework that idle arc time causes. For industrial buyers and regional fabricators, that throughput is the difference.
“On wind-tower cans we keep the head on a column and boom and let the rotator turn the can underneath. The arc almost never stops — that is where the real productivity comes from, not from a faster wire.”
— Aubrik Welding Automation Engineering Team
For circumferential vessel and pipe seams, the manipulator works alongside a welding rotator, turning rolls or a positioner so the part turns while the boom holds position. That pairing — manipulator plus rotation — is what makes unattended, full-penetration seams practical on cylindrical work.

Matching a process to your code?
Request a custom process recommendation →Certifications, Build Quality & Why Buyers Choose a Factory-Direct Supplier
Quality you cannot verify is not a saving — it is a hidden risk. That is the real worry behind buying welding automation direct from China, and it is a fair, honest one. We answer it at Aubrik with documentation, not adjectives.
ISO 9001 Quality management system
CE European conformity
Since 1999 20+ yrs welding equipment
8+ countries Germany · India · Brazil · EU
Aubrik has built welding and cutting equipment in our own factory since 1999, with column-and-boom, H-beam SAW lines and seam-tracking systems shipped to industrial buyers in Germany, India, Brazil and across the EU. Standard machines run on 380V / 50Hz three-phase power, matched to EU and Asian grids, because re-wiring an imported machine is an expensive, error-prone delay.
Ask any supplier for the proof a serious buyer asks for
Before you trust a manipulator, request 500-hour continuous run-test results, MTBF data and a cross-sectional weld macro. Aubrik provides them, alongside CE and ISO 9001 certificates you can audit. Buying direct from the factory also removes the dealer mark-up baked into many imported and resold machines.
Buying Guide — Pricing Factors, Lead Time, Warranty & After-Sales
An Aubrik column and boom is configured, so a single list price tells you little — and that opacity is where buyers overpay. What moves the quote is the build, and knowing the drivers lets you compare offers on the same basis, without the hidden dealer mark-up.
Price drivers to compare on the same basis
- Size class & stroke: column lift and boom reach scale the steel and the drives.
- Welding process & power source: SAW with flux feed/recovery differs from a MIG package.
- Seam tracking: mechanical, laser or through-arc — control sophistication adds cost.
- Travel car & rails: for indexing along multiple long seams.
- Integration: matching rotators, positioners and your existing controls.
New vs used — and what to confirm before you buy
Used column and booms sell cheap because the dealer rebuilds someone else’s worn machine, often without current certification or seam tracking. A new Aubrik build lets you spec the exact reach, load and process — and it arrives under warranty. Confirm lead time, commissioning support and spare-parts availability in writing before you sign.
Aubrik backs every machine with a 12-month warranty, free installation and commissioning, operator training, 24-hour technical support and a stocked spare-parts supply. We build for industrial buyers and OEM distributors in our own factory, because a long lead time or a missing spare part becomes an expensive production delay. For a configured price and lead-time estimate, send your workpiece dimensions and process.
Ready to scope your build? Request a detailed quotation →









RESOURCES
Engineering Tools & Calculators
Access our suite of engineering tools to configure your equipment, estimate load capacities, and calculate productivity gains for your specific part mix.
Column & Boom Sizing Selector
Open Tool
Boom-End Load Calculator
Open Tool
Arc-On Time / Productivity Estimator
Open Tool
RESOURCES
Frequently Asked Questions
What is a column and boom welding manipulator and how does it work?
It is a machine with a vertical column and a horizontal boom that carries the welding head and drives it along the joint at a set speed. The boom moves the torch; the workpiece usually turns on a paired rotator or positioner. Together they automate long, repetitive seams.
What is the difference between a welding manipulator and a welding positioner?
A welding manipulator moves the welding head — the boom does the travelling. A welding positioner moves the workpiece, rotating or tilting it under the torch. Most large jobs use both: the manipulator holds the head while the positioner turns the part.
What size manipulator do I need for my workpiece?
Match boom reach to your longest seam or largest radius, and column lift to the part height plus working clearance. Then size the boom-end load for the whole head stack — torch, wire feeder, flux unit, camera and cross-slide — not the torch alone. Send us your dimensions and we will recommend a class.
What welding processes can it run — SAW, MIG or TIG?
All three, single or tandem wire. SAW suits thick structural and pressure work where deposition and arc-on time matter most; MIG suits faster medium-plate jobs with no flux handling; and TIG, with cladding, covers root passes, alloy work and corrosion-resistant overlay. The same column and boom platform carries whichever head your code and joint require, so a single machine covers several processes as your contract mix changes from season to season.
What is the load capacity at the end of the boom?
Standard classes carry roughly 150–2000 kg at the boom end depending on size. Because a SAW package is heavier than MIG or TIG, always size against the full mounted weight, not the head by itself.
What is the lead time, warranty and after-sales support?
Lead time depends on configuration and is confirmed at quotation. Every machine ships with a 12-month warranty, free installation and commissioning, operator training and 24-hour technical support, with spare parts held in stock.



