Get in Touch with Aubrik Company
Aubrik — Factory-Direct Manufacturing
CNC Machining & Metal Welding Services — One Factory for Precision Parts & Heavy Weldments
Aubrik’s CNC machining services cover CNC milling, CNC turning, 5-axis machining, and EDM, paired in-house with MIG, TIG, and structural welding. We have built CNC machine tools and welding equipment since 1999, so the CNC machine that cuts your machined parts is the machine we engineer. That equipment heritage is the difference between a shop that runs a process and a factory that controls precision tolerance end to end.
Request a Quote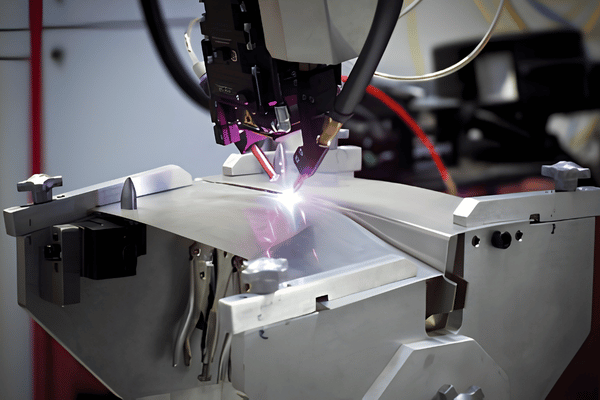
SUPPLY CHAIN / MANUFACTURING MODEL
Why Source CNC Machining and Welding From One Factory, Not a Broker Network
Most “online machining services” never touch your part. They route your CAD file to a network of third-party shops, add a spread, and pass the file along. The convenience is real, but so is the markup: marketplace platforms typically add 15-30% over the shop’s actual price.
That model also hides a harder problem. When a part fails inspection, you are three parties removed from the person holding the end mill.
There is also a practical limit to the broker model. An online CNC machining service is built around an instant quote engine and a standardised manufacturing process, which is efficient for simple metal parts but rigid when a job needs judgement.
An instant quote cannot tell you that a wall is too thin to hold tolerance, or that a weld prep should change. A direct conversation with the engineer running the manufacturing process can – before the metal is cut.
The Contrarian Fact Most Buyers Miss
“Overseas machining is always cheaper” is a myth worth retiring. A quote can look 15-30% lower on paper, then tariffs of 5-25%+, freight, and rework quietly erase the gap.
The supplier that wins is not the one with the lowest unit price. It is the one whose total landed cost is transparent and whose reject rate stays low.
Aubrik answers that on both fronts. You deal with the factory directly, so the marketplace spread disappears and the cost drivers are itemized rather than buried in an FOB number.
And because we machine and weld under one roof, a bracket that needs both a milled face and a certified fillet weld stays inside one quality system. No handoffs, no finger-pointing between a machine shop and a separate welder.
-
01 /
One supplier, two disciplines: precision CNC machining and metal welding services on the same floor, under one inspection regime.
-
02 /
Factory-direct cost: no broker spread; landed cost shown line by line, including freight and duties.
-
03 /
Heavy work others decline: weldments from 1 lb to roughly 15 tons, not just palm-sized prototypes.
CAPABILITY OVERVIEW
Our CNC Machining Capabilities — Milling, Turning, 5-Axis, EDM & Grinding
A tight tolerance is only useful if it is repeatable across a production run. The pain shows up at part 200, when a worn tool or a loose fixture lets the dimension drift.
The root cause is usually process control, not the machine. We build cutting and welding equipment for a living, so fixturing, tool wear, and cycle stability are daily engineering problems for us, not afterthoughts.
01 //
CNC milling (3-axis & 5-axis)
Prismatic parts, complex geometry, multi-face work in fewer setups.
02 //
CNC Turning
Shafts, bushings, round stock in our lathe centers-with live tooling for milled features.
03 //
EDM Wire & Sinker
Hardened steel, sharp internal corners, features that a cutter just can’t reach.
04 //
Surface Grinding & Finishing
Flatness, parallelism, and whatever surface finish your drawing calls for.

TOLERANCE DATA
Tolerance & Materials Reference
Standard tolerances on prints follow ISO 2768; the general tolerance for CNC metal parts (class “m” medium) is roughly 0.2 mm over a 6-30 mm dimension (though the typical machinist tolerance is 0.005” on metals, which is 0.127 mm).
We can also hold higher precision tolerances if your drawing specifies, verify them on our Coordinate Measuring Machine (CMM) prior to shipping parts.
| Material group | Examples | Typical use |
|---|---|---|
| Aluminium alloy | 6061, 7075 | Light brackets, housings, fast-cut prototypes |
| Stainless steel | 304, 316 | Corrosion-resistant parts, food & chemical duty |
| Carbon & alloy steel | 1045, 4140 | Shafts, structural & high-strength parts |
| Titanium & brass / copper | Ti-6Al-4V, C360 | Aerospace, electrical, low-friction parts |
| Engineering plastics | PEEK, POM, PTFE, PC, ABS | Insulators, wear parts, lightweight components |
Submit a 2D drawing or CAD file, and our engineers review for feasibility before a single machine operation begins.
Every CNC machine on our floor — from 3-axis and 5-axis mills to CNC turning centres and EDM — produces machined parts to a verified tolerance. Whether you need a handful of precision machined parts or a full production run of metal parts, the same CNC machining, milling, turning, and grinding capabilities apply, on metal and plastic alike.
From CAD file to finished part
Our workflow is deliberately short. You send a CAD file or a 2D drawing; an engineer reviews it for manufacturability; we confirm material, tolerance, and finish; then we machine, inspect, and ship.
That review step is where custom parts go right or wrong. A feature that adds machine time on metal parts is far cheaper to redesign on a screen than to discover on the shop floor.
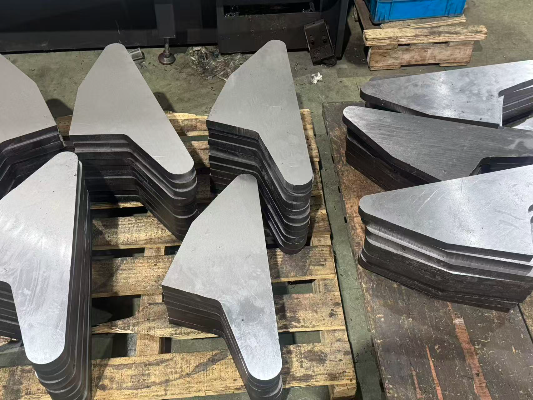
- Custom Fabricated Parts We build one-off custom components to your prints, whether they be unique jigs, fixtures, or spare parts for legacy equipment.
- Metal and plastic parts from one source: whether the job calls for aluminium, steel, or engineering plastics, the same design review and process handle them, so a mixed bill of materials stays with one supplier.
- Plate & Sheet Metal Work With our own roll-forming and plate-bending equipment in-house, sheet metal work is an integral part of our offering, perfectly complementing our CNC machining capabilities.
We focus on subtractive machining for production-grade metal parts, where cut-from-solid strength beats the layer lines of 3D printing. Where 3D printing genuinely fits a concept stage, we will say so rather than oversell a milled part.
With our high volume turning operations, we execute long-run, unattended work on our CNC lathes and stainless steel machinery that ensures a consistent result, from the very first piece produced all the way to the very last one.
These processes are brought in-house so we’re more process-controlled rather than process “timed.” We have the in-house ability to design-build cutting machinery and do so have 20+ years’ experience doing that. We’re not going to give you a tolerance that we cannot independently verify with CMM and deliver against a high expectation that you have. Especially an industrial buyer of stainless parts in quantities of 100kg – 500kg will tell you that’s the difference in getting a part quote that matches your drawing or getting something that works.
Upload drawing →
// We will flag any feature that drives cost.
——Fabrication & Welding
Metal Welding & Structural Fabrication — MIG, TIG, Pressure-Vessel & Heavy Weldments
A clean-looking weld can still fail to comply with the governing codes of a process, which can have damaging, unexpected results after assembly, inspection, or commissioning.
A wide variety of rules govern the practice of welding, based on whether the construction involves a “structural” piece (such as wind tower structural components or bridge supports, which come under code AWS D1.1) or is related to a pressure-retaining “boundary” (like pipe or a tank, which follows ASME Section IX).
We work to both. Aubrik builds wind-tower and H-beam welding lines and pipe-welding equipment, so structural and pressure-vessel weldments are our native territory, not a stretch. For an industrial buyer welding a 5 ton structural frame, that is the difference between a 100% code-qualified joint and a weld that only looks finished.
Welding processes we run
- MIG (GMAW) The clean process and high deposition rate of the MIG process make it an excellent choice for production welds on steel and aluminum.
- TIG (GTAW): precision welds on stainless steel, aluminium, and thin material where appearance and integrity both matter.
- Stick (SMAW) & flux-cored (FCAW): heavy structural joints and thick-section work.
- Robotic & automated welding: repeatable beads on volume runs, drawing on the automation we engineer into our own machines.
Joint design and inspection, not just a bead
A weldment fails or passes at the joint, so we design the joint before we strike an arc. Groove, fillet, plug, and slot welds each carry different load and inspection rules under the code.
Visual inspection catches the obvious; the code often demands more. Where AWS D1.1 or ASME IX requires it, we add non-destructive testing – dye penetrant, ultrasonic, or radiographic – performed by certified personnel and recorded.
This matters most on the heavy, structural work that prototype platforms simply will not touch: thick-section steel, large frames, and pressure-containing assemblies where a single unqualified weld is a safety issue, not a cosmetic one.
Aubrik handles these because our own production lines weld structures measured in tons, not grams, refined over 20+ years of building welding equipment. For an industrial buyer fabricating a 2-ton structural frame, the trade-off is real: a low quote means nothing if the weld cannot be qualified, so Aubrik documents and certifies every joint against the code.
Standards & Weldability Notes
Structural connections follow AWS D1.1:2025, which covers material from 1/8 (3 mm) thick up to 100 ksi yield, with prequalified procedures and ASNT-certified NDT.
Pressure-containing welds are qualified to ASME Section IX. Weldability, joint design, and shielding gas are matched to each alloy – carbon steel, stainless, and aluminium each behave differently under heat.
Because the machined and welded parts of an assembly share one inspection system, a milled flange and its certified weld arrive as one finished, traceable unit.
“We build the welding lines other factories buy, so when a customer’s weldment doesn’t fit the jig, we don’t guess – we redesign the fixture the same way we’d do it for our own production equipment.” — Aubrik Engineering Team, Welding & CNC Cutting Equipment, since 1999

[ VIEW SPECS ]
Competitive Analysis
Factory-Direct vs Online Machining Platforms — A Cost & Capability Comparison
The honest comparison is not unit price – it is total landed cost plus what the supplier can actually make. The pain for buyers is that platforms compete on the first number and stay quiet on the rest.
Below, every cell uses figures, not Yes/No. The platform column reflects published marketplace behaviour; the Aubrik column reflects how a direct factory quotes.
15–30%
Typical online-platform markup over the shop’s actual price. On one documented 50-unit order, going factory-direct ran 17.2% lower in total.
Source: industry pricing analyses (baoshengindustry.com; wisconsinmetaltech.com), 2025–2026. Figures vary by part, volume, and route.
| Dimension | Online platform / broker | Aubrik (factory-direct) |
|---|---|---|
| Markup over shop price | +15–30% marketplace spread | 0% — you quote the factory |
| 50-unit aluminium part | ~$1,365 | ~$1,130 (−17.2%) |
| Landed cost | Often FOB; freight & duty added later | Itemized: part + freight + 5–25% duty shown |
| Metal welding service | Machining only | MIG/TIG + AWS D1.1 / ASME IX |
| Weldment / part size | ~22–80″ envelope | 1 lb to ~15 t weldments |
| Sweet-spot volume | 1–10 prototypes | 10–10,000+ production parts |
| Who you reach | Account portal, rotating shops | Same engineers, every order |
For a one-off prototype, an in-house platform can win on speed. For repeat production, large weldments, or anything needing both machining and welding, the factory-direct route is where the math turns.
Request a custom comparison for your part →
Quality Assurance
Materials, Tolerances, Surface Finish & Quality Standards
The first anxiety of sourcing offshore is not cost – but will the part actually be accepted? Customers have had their fingers burned from material substitution, missing burr removal, and having finishes done at a shop nobody supervised.
Weak traceability: If a factory cannot prove that a part has been inspected, the buyer shoulders the risk. Our solution: The inspection documentation you can hold.
How We Hold the Line on Quality
Tolerances are checked to ISO 2768 or your more stringent call out prior to despatch. Welds are checked to the acceptance criteria of AWS D1.1, NDT to be conducted by ASNT approved persons where the code requires it.
Sampling in accordance with common practice (ISO 2859) so all batches are quality controlled not accepted.
-
Documentation
FAI report & CMM report available on demand. Our customers buy proven dimensions – not just quoted ones.
-
Material Certs
The parts’ material certificates (mill certs) connect each piece to the alloy designated on the drawing – no backdoor subs allowed!
-
Finish to Imprint
Can be as-machined, bead blasted, anodized, or plated (identified by its RA measurement).
ISO 9001
Quality management system
CE
European conformity
AWS D1.1
Structural welding code
ASME IX
Pressure-vessel welds
CMM / FAI
Dimensional reports
The plain truth of quality control is that it comes down to documentation, not adjectives. Every Aubrik shipment is certified, because that is what an EU buyer or a US buyer actually audits — a part held to 0.2 mm means little without the CMM record that proves it. That is the structural reason an Aubrik shipment always arrives with reports instead of assurances.

Lifecycle Management
From Prototype to Production Run — One Supplier, No Re-Sourcing
A hidden cost of the platform model surfaces when a prototype becomes a product. The instant quote that was convenient for one part rarely carries the same economics into a production run, and the design often gets re-sourced from scratch.
Re-sourcing means re-qualifying a new shop, re-proving first articles, and re-absorbing risk you already paid to retire. The cause is structural: an online CNC machining service optimises for fast single quotes, not for the relationship a production program needs.
How We Bridge the Gap
We quote prototype and production parts as one continuum. The engineer who proves your first article owns the production run, so tooling, fixtures, and inspection plans carry forward instead of restarting.
99%
Volume pricing rewards commitment At roughly 100 pieces, setup cost per part falls by about 99%.
And that continuity is the very silent benefit of a factory versus a market. The first time you talk, and the thousandth part, still have the same quality system and people.
Aubrik holds the program because the engineer who quoted it stays on it — for an industrial buyer scaling from 10 to 5,000 parts, that is the structural reason re-sourcing risk drops to zero. The honest trade-off: you commit volume, and Aubrik commits the 20+ years of process control behind it.
Market Application
Industries We Serve & Project Outcomes
We machine parts and weldments that will work in service conditions in which a failure would be dangerous and costly. And in such situations the worth of transparent inspection shows up.
Our weldments and parts support petroleum plants and pressure vessels, power and chemical equipment. as well as the construction and heavy machinery industries, shipbuilding and others – all familiar terrain to our own cutting and welding equipment.
| Industry | Typical parts / weldments | What matters most |
|---|---|---|
| Pressure vessels | Flanges, nozzles, ASME-code weldments | Code compliance, NDT records |
| Petroleum & chemical | Stainless machined parts, piping welds | Corrosion resistance, traceability |
| Shipbuilding | Structural steel weldments, brackets | AWS D1.1, large-section welding |
| Power & heavy machinery | Shafts, housings, frames | Tight tolerance, fatigue strength |
We have exports to Spain, Germany, Russia, India, Brazil, France, Italy and Vietnam, so our shipping documents and packaging take into consideration requirements from beyond our borders, not just our own market.

Representative Scenario
Consider a shipbuilding buyer needs a batch of stainless brackets, each with a milled mounting face and a structural weld to a steel rib. A platform would machine the bracket and leave the weld to a second vendor.
In our model, the bracket is machined, welded to AWS D1.1, inspected, and shipped as one traceable unit — with the CMM report and weld records in the same file. One purchase order, one quality system, one accountable supplier.
Aubrik can do this because the factory that builds welding lines also runs them. For an industrial buyer in shipbuilding or pressure-vessel work moving 5+ ton assemblies, that single-supplier model is the structural reason scrap and finger-pointing fall away.
Before You Commit to Any Overseas Supplier
Ask for a facility overview or virtual tour, an FAI or CMM report on a sample, and named references. A factory that can show its process and its inspection records is in a different category from one that only sends a low quote.
Get a quote based on your volume & industry →
ORDERING PROCESS & COST DRIVERS
How to Order — What Drives Your Quote, Lead Time, MOQ & OEM/Custom
Purchasing teams despise blind pricing, because a concealed FOB price tag can surge 20% to 30% once freight and duty are in place. So rather than a black-box quote, here is precisely what drives the price.
The 5-Driver Machining Cost Breakdown
Every CNC quote comes down to five parameters. Knowing them lets you design your part to control cost, rather than be surprised by it when the parts arrive.
01
01 /
Material & machinability
Aluminium 6061 cuts fast and cheap; stainless and titanium cut slowly and cost more per part
02
02 /
Geometry complexity
Deep pockets, thin walls, and multi-face features add machine time
03
03 /
Tolerance & finish
Tightening from ±0.1 mm to ±0.005 mm adds passes and inspection
04
04 /
Volume
At ~100 pieces, setup cost per part drops by roughly 99%
05
05 /
Finishing & welding
Anodizing, plating, deburring, and certified welds are real line items, priced openly
[DATA-OP] ACTIVE
Lead Time, MOQ & OEM
Production parts run on a planned schedule, not a prototype dash — we quote a realistic date and hold it, rather than promise a day and miss it. MOQ is flexible, from a pilot batch to ongoing production. Every part ships with a 1-year warranty, and full OEM and custom machining are available to your drawing.
For exact pricing and lead time on your part, send your drawing for a quote.
Request a Quote →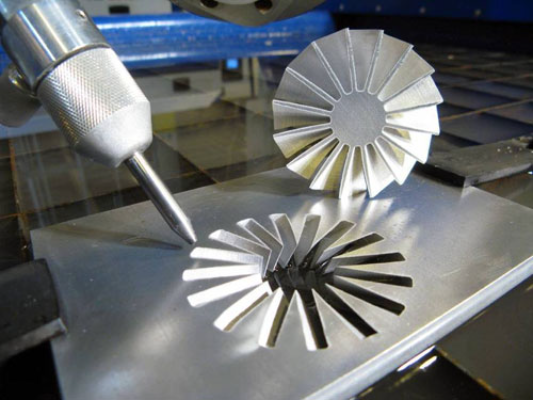
ACCESS RESOURCES [▼]
RELATED PROCESS DETAILS
Many buyers pair this page with our custom CNC machining and metal welding services child pages for process detail. If your project involves rotating weldments, see our welding positioner systems and explore how our H-beam fabrication lines handle large structural work.
ENGINEERING UTILITIES
Technical Assessment & Calculation Tools









01 //
Can you do both precision machining and welding on one assembly?
Yes — that is the whole point of the single-factory approach. A part can be milled or turned, then welded to AWS D1.1 or ASME Section IX, and inspected in-house under one quality system. Many machine shops outsource welded components, but because they do not make weldments themselves, the quality system and process control are not consistent — which is exactly the gap Aubrik was built to close.
02 //
What tolerances can you hold?
ISO 2768-m governs our standard work, with the typical tolerance for metals at 0.005″ (0.127 mm). Tighter requirements called out on your drawing are met and verified on our CMM inspection equipment.
03 //
What materials do you machine?
Stainless steel (304, 316), aluminium (6061, 7075), titanium, carbon and alloy steels, brass and copper, plus engineering plastics such as PEEK, POM, PTFE, PC, and ABS.
04 //
Will the total landed cost really be lower than an online platform?
Usually, yes — buying production volumes factory-direct removes the 15-30% marketplace markup, and because we define freight and duty up front, you know the exact landed cost. For a single prototype, a local machine shop may still win on speed.
05 //
How do I verify quality before committing?
Ask for material certs, references, an FAI or a CMM report on your sample, and facility tours if interested. We provide all three.
06 //
What is your MOQ and lead time?
MOQ range: From pilot runs up to long-term supply agreements. Turn time quote per part given a production plan – call with your drawing for a date.
07 //
Do you handle large or heavy weldments?
Yes. Our standard processes machine and weld parts from about 1 pound to roughly 15 tons, including structural and pressure-vessel weldments that most prototype manufacturers cannot handle.
08 //
Do you offer OEM and custom work?
Yes, we can manufacture a complete part according to your specifications and drawing; each manufactured part comes with a 1-year warranty.



