Get in Touch with Aubrik Company
Process Capabilities
Boiler Production Equipment — One-Stop Boiler Manufacturing Lines by Aubrik
Boiler Production Equipment It’s the chain of machines that converts your steel plate and tubes into code-ready boiler pressure parts. We make all of it – twin wire submerged arc welding (SAW) membrane panel welders, orbital tube to tube and tube to sheet welding machines, plate rolling, panel bending and CNC cutting.
One production line from one factory, instead of six machines from six vendors. Everything comes CE and ISO 9001 certified. One-year warranty and 24/7 engineering support.
Request a Quote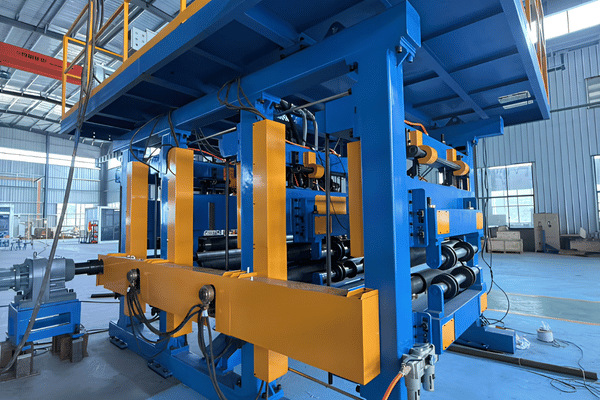

—— INDUSTRY CHALLENGE
Why manual welding is the bottleneck in boiler and pressure-vessel manufacturing
Heavy Boiler Fabrication relies on welders who are hard to find. The American Welding Society predicts demand for 330,000 new welders by 2028; 55 is the median age; 32% will be retired by late 2025.
Boiler shops need more of them since membrane walls and boiler tubes are some of the most complex jobs. A manually welded hour is typically 20-30% arc-on time and the balance time spent on fit, repositioning and cleaning the weld bead.
The cost you actually pay for manual welding
Labour and overhead costs represent approximately 85% of all welding costs. If welders become scarce, overtime work continues to climb-and fatigue-driven weld defects too.
Pressure vessel fit up: 3 – 6 Hours using 3-4 men per joint vs ~ 30 Minutes using 1 operator per station on automated equipment.
Common manual weld defect rate: 5 – 10% (up to 30%+ porosity on some boiler tubes).
Power plants often schedule shorter outages than are sufficient for manual repairs.
Whatever the scale – 10 ton/hr. package boilers for regional fabricators or 130 ton/hr utility waterwalls at 540 C – single-point supplier limitations bottleneck production for all. Our lines scale from entry to utility level.
Manufacturer Statement & Solution
As one boiler maker put it, “our productivity and welding quality was not high enough” with their previous MIG-based line. Aubrik’s boiler production equipment removes that ceiling — automated SAW and orbital welding lift arc-on time from 20–30% to 80–85%, so your output no longer hinges on how many veteran welders you can hire.
Sizing a line for your boiler output?
Request a detailed throughput estimate →
// SYSTEM CAPABILITIES
Inside the Aubrik boiler production equipment line — plate to pressure test
Every piece of boiler-grade pipe or plate needs its own type of machine and welding procedure. We refer to the seven related stations of boiler fabrication machinery that pass work sequentially without an intervening supplier’s equipment as the Aubrik Boiler-Shop Equipment Stack.

1 CNC cutting
CNC plasma and flame cutting shape plate to drawing with near 100% utilization. Plasma cuts 5–10× faster than flame; oxy-flame still handles 200–300 mm carbon steel with a clean square edge.

2 Rolling & forming
Three-roll CNC plate rolling shapes shells and furnace liners under microcomputer control for true roundness, with edge milling for weld prep.

3 Membrane panel welding
4–6 torch twin-wire SAW joins fin-to-tube into waterwall panels. This is the productivity heart of the line — covered in detail below.
4 Tube & tube-sheet welding
Closed tube-to-tube and tube-sheet welding machines join water, steam and superheater tubes with orbital TIG and resistance processes.

5 Assembly
A 21 MPa hydraulic clamping system holds drums, membrane panels and tube bundles in position so overall welding stays dimensionally true.
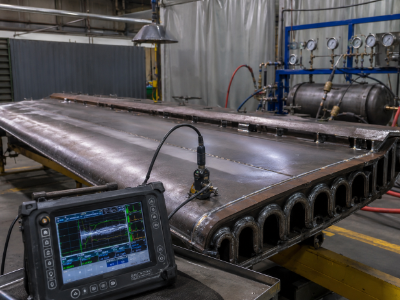
6 Inspection
Radiographic and ultrasonic flaw detectors, plus pressure and leak testing, catch defects before a panel reaches hydro test.
Buying the complete set of machines from one supplier means a single party owns responsibility for the result. Instead of calling several vendors when an inspection fails, you call one engineering team.
Modular approach: You don’t have to purchase your full boiler production stack right away. Most companies start with the membrane welder and boiler tube welder, but they could eventually purchase additional stations – and we make sure the first station fits cleanly with whatever comes next.
Boiler Pressure-Part → Equipment → Process Crosswalk
| Pressure part | Aubrik equipment | Welding process |
|---|---|---|
| Boiler shell / steam drum | CNC cutting + 3-roll rolling + longitudinal seam welder | Twin-wire SAW |
| Dished heads | Pressing + edge milling | SAW / GTAW |
| Furnace liner | CNC plate rolling (microcomputer control) | Twin-wire SAW |
| Membrane waterwall panel | Membrane panel welding machine (4–6 torch) | Twin-wire SAW |
| Water / riser tubes | Tube-to-tube welding machine | Orbital TIG |
| Superheater / reheater tubes | Tube-to-tube + tube bending | Orbital TIG / resistance |
| Economizer / finned tubes | Fin-tube welding | HF / SAW |
| Tube-to-tubesheet (headers, exchangers) | Tube-sheet welding machine | Orbital TIG |
| Headers / nozzles | CNC cutting + seam welder | SAW + GTAW |
| Overall assembly seams | 21 MPa clamping + welding robot | SAW |
| Final inspection | RT / UT flaw detectors + pressure test | NDT |

“The main point is we run auto-seam tracking at 0.5 mm, not 1 mm; not 1.5 mm,” he explains. “On a 12-meter waterwall panel, if the machine drifts by 1 mm there and back, it gets bigger across the panel.” With that difference, fin-gap defect won’t show up until the costly hydro test.
— Aubrik Application Engineering Team
// SYSTEM SPECIFICATIONS
Membrane panel welding machine — twin-wire SAW that out-deposits MIG roughly 5:1
The membrane waterwall is where a boiler line lives or dies on throughput. Aubrik’s membrane panel welder runs four Lincoln PowerWave AC/DC twin-wire SAW torches at a deposition rate of 28 kg/h or more per torch, and a standard 1,600 mm machine lays well over 1,000 meters of weld per eight-hour shift.
This 6-to-8-fold increase in deposition rate over gas-shielded MIG/MAG (3.6-5.4 kg/h per torch) has clear advantages: a single SAW torch matches five MIG guns; the SAW pool is protected by a reusable flux blanket that flows from the hopper and back.
Standard and custom membrane welder configurations
| Configuration | Working width | Torches | Panel thickness | Tube dia | Power | Best fit |
|---|---|---|---|---|---|---|
| Standard 4-torch SAW | 1600 mm | 4 | 3–12 mm | 22–89 mm | 4×650 A | Most boiler & power shops |
| Custom 6-torch SAW | 2500 mm | 6 | 3–16 mm | 22–108 mm | 6×650 A | Large utility waterwalls |
| Hybrid SAW + MAG | 1600–2500 mm | 4 SAW + 2 MAG | 3–16 mm | 22–108 mm | 4×650 + 2×500 A | Mixed thin/thick jobs |
Every configuration carries dual Hiwin C3 linear guides for ±0.2 mm/m positioning, a stress-relieved Q690 frame, and a Siemens Simatic HMI preloaded with 50+ welding profiles. Daily output runs 800–1200 m² on the standard 1600 mm machine, and the 260-liter flux recovery system cuts material waste by 15–20%. A regional fabricator welding 10 ton/h package-boiler panels and an industrial buyer running 130 ton/h utility waterwalls at 540 °C run the same Aubrik platform, because torch count and width scale to the job.
Where SAW is the wrong tool — and what we use instead
Submerged arc welding is not a universal answer, and any honest equipment supplier will tell you so. SAW needs flat or horizontal positions and a weld long enough to justify its interpass cleaning, and it struggles on tube diameters under about 200 mm.
That is exactly why the line pairs SAW for panels with orbital TIG and resistance welding for tubes. Forcing one process everywhere risks slow, defect-prone joints — the right-process-per-joint logic is why ASME Section IX qualifies SAW, GTAW, GMAW and SMAW rather than mandating any single one.
The Weld-Cost Inversion
There may be an investment in tooling expected with the higher-speed, higher-quality method; however, twin-wire SAW is no case. At $500 for its consumable tooling, opposed to almost $20,000 for the MIG/MAG equivalent, SA Welding for membranes costs less per tool as well.
In addition to all this, SA welding offers improved deposition depth compared to MIG, ranging between 3-5mm compared to MIG’s 1-1.5mm per pass; and for boiler sections, reduced passes combined with less distortion and welding costs is surely a worthy consideration.
Comparing SAW against your current MIG line?
Request a detailed spec sheet →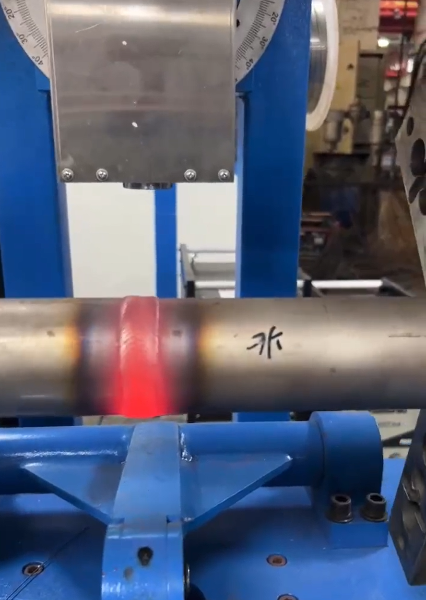
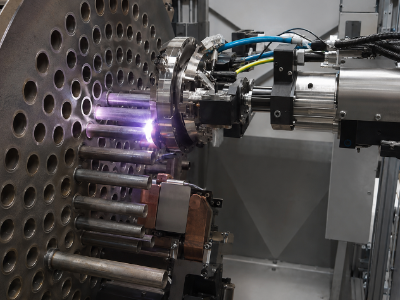
Tube and tube-sheet welding — orbital TIG and resistance for leak-tight boiler joints
Boiler tubes operate in extreme stress: whether a tube-to-tubesheet joint holds up for decades, or it leaks in a few short years is determined from the initial joining step. Some tubesheet joint failure modes are brutally immediate: four years after it went into service, one waste-heat boiler’s tube-to-tubesheet welds began showing leakage due to caustic stress-corrosion cracking, and a heat exchanger blew within a year, the cause being Lack Of Penetration (LOP) due to incorrect TIG electrode position.
Aubrik’s closed tube-to-tube welding machine attacks both failure modes with a four-channel argon shroud, circulating-water cooling, and a digital control system carrying an expert welding database. Intelligent arc-voltage control (AVC) holds torch height even on slightly oval or misaligned tubes.
Tube-to-tube model range
| Model | Tube dia | Wall thickness | Max current | Speed | Process | Materials |
|---|---|---|---|---|---|---|
| TTW-65 | ⌀15–65 mm | 1–8 mm | 315 A | 0.3–6 rpm | Orbital TIG | Carbon, stainless |
| TTW-80 | ⌀17–80 mm | 1–10 mm | 315 A | 0.3–6 rpm | TIG / resistance | + alloy steel |
| TTW-125 | ⌀35–125 mm | 3–15 mm | 350 A | 0.5–5 rpm | TIG / resistance | + titanium |
| TTW-165 | ⌀45–170 mm | 5–20 mm | 350 A | 0.5–4 rpm | Orbital TIG | Stainless, alloy, Ti |
Each head is portable at 4.5–14.5 kg, so it reaches tube banks where access is tight, and hot-wire TIG lifts deposition about 40% over cold-wire without sacrificing weld quality. Against manual tube welding, the closed system raises efficiency by over 300%, cuts labor by at least 30%, and reaches a near-100% qualification rate with no electrodes consumed. An industrial buyer fabricating heat exchangers and a regional power-plant shop both weld superheater tubes at 540 °C and headers past 100 ton/h, because boiler tube joints fail under thermal cycling when penetration drifts.
Orbital welding is not “plug and play” — plan for it
The highest-per forming orbital welding solutions come from consistent material-inputs: centered, clean tubes, and with a dedicated centering fixture design for each application. Aubrik provides the necessary fixture design and parameters database for you to weld without developing this in-house, but your own tube-prep discipline is still important! These joints are built to support fabrication under ASME Section VIII and EN 12952 codes.
// INVESTMENT ANALYSIS
Aubrik boiler equipment vs manual and imported premium lines
When buyers come to me looking to automate Boiler tube production, I find them to be considering just three approaches: continue as they are and keep working manually, buy a top-class European built line, or buy a factory-direct line out of China. I believe the honest conversation for potential buyers should revolve around objective data points rather than sales slogans. Here is the information that should guide your decision.
The honest trade-off is simple: a factory-direct Aubrik line asks you to verify documentation and references upfront, and in exchange it costs materially less than a comparable European build. We will not claim the gap is zero — we will show you exactly where Aubrik matches the premium tier and where the saving comes from.
| Dimension | Manual welding | Aubrik automated line | Imported premium (PEMA-tier) |
|---|---|---|---|
| Deposition (membrane) | 3–5 kg/h (SMAW) | ≥28 kg/h per torch | Comparable twin-wire SAW |
| Arc-on time | 20–30% | 80–85% | 80–85% |
| Auto-seam tracking | None | ±0.5 mm | Comparable |
| Membrane output | ~200 m²/day equiv. | 800–1200 m²/day | Comparable / higher torch counts |
| Quality system | Shop-dependent | ISO 9001 / ISO 3834 / CE | CE / ISO (EU) |
| Lead time | — | Factory-direct, configurable | Longer EU build queue |
| Price position | Low capex, high labor | Factory-direct | Premium |
The Elephant in the Room
Now the elephant in the room — “Chinese equipment is cheaper but risky.” That reputation is earned: the market is full of stories of welders that arrive dead on arrival, vague specs, and no factory support, with one buyer warning of “nightmares dealing with shipping a dead welder back to China.”
Aubrik delivers evidence, not expectations. Our machines carry ISO 9001 and CE marking, and use authentic Siemens controls and Lincoln PowerWave power sources. We hold a sub-0.5% tube-weld defect record and have delivered to clients in 21+ countries since 1999.
While the performance gap between international quality manufacturers has largely closed over the past decade, quality varies between vendors mainly in their specification clarity and the accessibility of factory support – two subjects to which the following sections are dedicated.
Want this side by side for your panel sizes?
Request the SAW-vs-MIG/MAG Cost Comparison →
Proven Field Data
Proven outcomes across power, petrochemical, food and pharmaceutical plants
The case for automated boiler production equipment is strongest when you look at finished lines in service. The numbers below are Aubrik project results, not industry averages.
+60%
production efficiency, with rework down 80% and unit energy use down 15% — Southeast Asia power-plant line upgrade
Source: Aubrik delivered boiler-line project
Boiler types these lines build
One line builds both watertube and firetube designs — industrial steam boilers, hot-water boilers, high-pressure power-boiler waterwalls, and heat-recovery steam generators.
- Pressure parts that generate steam for turbines, or hot water for process heat
- Headers, drums and the auxiliary pipe that ties the boiler system together
- One industrial boiler system, welded end to end on the same equipment line
Three lines, three different problems
Power plant, Southeast Asia
A slow, inconsistent boiler line was replaced with twin-wire SAW membrane welding machines, tube welding equipment, and CNC cutting and inspection tools. Output rose 60%, rework fell 80%, and the plant now meets local emission standards.
Petrochemical, China
A high-pressure boiler maker needed corrosion-resistant tube-sheet and membrane welding. The delivered line has run over two years with no major failure in harsh service.
Heat-exchanger fabricator, petrochem
A TTW-80 reached a 99.5% weld pass rate on fifty shell-and-tube units in 304 stainless (⌀25 mm × 3 mm wall). It also cut labor 50%, finished 15 days early, and lifted heat-transfer efficiency 30% over the previous manual welds.
“The panels are straight and the quality of welds is excellent, which saves us time remarkably in the assembly phase.”
— One boiler maker that automated panel welding summed up the downstream payoff.
Across the industry, automated lines typically reach payback in 1.4–3 years; Aubrik’s two-shift membrane customers land at the fast end of that band. These results serve fuel-fired and biomass boilers across power, petrochemical, food and beverage, and GMP-grade pharmaceutical steam — wherever weld integrity is non-negotiable per ASME Section I.
See the payback math on your volume —
Get a quote based on your output →
AUDIT & STANDARDS
Certifications and compliance — how the equipment helps you pass code
Here is a distinction many vendor pages blur, and getting it right protects you at audit. ASME Section I, ASME Section VIII, EN 12952 and GB/T 16507 are construction codes for the finished product — not for the machinery that makes it. A non-code weld fails National Board inspection and delays start-up, an expensive risk an EU buyer or US buyer cannot carry on a 130 ton/h boiler at 540 °C, because a rejected pressure part means cutting finished work back out.
So we will not claim the machinery is “ASME-certified” hardware — no honest supplier’s machine is, because the stamp belongs to your finished boiler. What the equipment gives you is process control: repeatable arc parameters, ±0.5 mm tracking, logged welds, and orbital AVC that holds penetration to inspection-grade consistency.
The machine is the vehicle for the process; ISO 9001 certification and ASME Section IX welding qualification are how your shop uses that vehicle to make a certified pressure part. Aubrik itself holds ISO 9001 and CE, and its products comply with relevant European standards.
ISO 9001
Equipment QMS
ISO 3834
Fusion-weld quality
CE
EU Machinery / PED
ASME Sec I / IX
Supports compliant fabrication
EN 12952
Water-tube boiler fabrication
GB/T 16507
China boiler standard
Need the full compliance documentation pack for your audit?
Request a detailed certification guide →
——PROCUREMENT & TOTAL COST
Procurement guide — customization, lead time, installation and warranty
Instead of sticker prices, Aubrik places high priority on lead time, after-sales support, and cost of ownership. They’re aware that replacing an element with a six month lead-time can mean the production line sits idle at a significant expense relative to part cost, and many buyers encounter unanticipated costs due to under-reported prices in the initial quotation phase.
On pricing, Aubrik is factory-direct, so a complete line typically lands well below a comparable European premium build for equivalent torch counts and tracking accuracy. Exact pricing depends on width, torch count, process mix and automation level.
Contact us for a configured quotation →What’s included with an Aubrik line
Customization features
Options like width up to 2500mm, multiple (2-6) torches, hybrid MAG/SAW functionality, robot loading capacity of up to 500 kg, AI vision inspection, and MES dashboard integrations.
Installation & Training
Options for free installation, on-site commissioning, and operator training that enables less experienced staff to produce code-quality welds.
Customer support program
Protected with a one-year warranty, 24/7 online support, on-site service calls, and well-stocked spare parts availability.
OEM capability
Complete original equipment manufacturer (OEM) builds designed for specific production needs and budgets.
Manufacturing Facility
RESOURCES & CALCULATORS
Engineering & ROI Calculation Tools
Use these proprietary calculators and configurators to evaluate equipment payback, compare welding processes, and configure your membrane panel line based on objective production data.
SYSTEM INQUIRIES
Frequently Asked Questions
01
What equipment do I need to manufacture boiler membrane panels and tubes?
What equipment do I need to manufacture boiler membrane panels and tubes?
full-integrated systems that include CNC cutting, plate rolling, edge milling, membrane panel welding (dual-wire SAW), tube-to-tube and tube-sheet welding (resistive/orbital TIG), assembly and clamping solutions, and NDT inspection. Aubrik provides these as integrated stacks or individually.
02
SAW or MIG/MAG for membrane walls — which should I run?
SAW or MIG/MAG for membrane walls — which should I run?
Twin-wire SAW is best for long, flat waterwall seams on 3 mm-plus material, where it wins on deposition (≥28 kg/h per torch vs 3.6–5.4 kg/h for MIG/MAG) and penetration. For short welds, tubes under ~200 mm diameter, or out-of-position joints, SAW is the wrong tool — that work goes to orbital TIG or resistance welding.
03
What tube diameters and wall thickness can the tube-to-tube welder handle?
What tube diameters and wall thickness can the tube-to-tube welder handle?
Four TTW models cover tubes of ⌀15–170 mm diameter and 1–20 mm wall thickness, in carbon steel, stainless, alloy steel and titanium. Models TTW-80, TTW-125 and TTW-165 also weld dissimilar metals, a capability boiler and heat-exchanger construction often needs.
04
Does Aubrik equipment meet ASME Section I and EN 12952?
Does Aubrik equipment meet ASME Section I and EN 12952?
Codes like these apply to the final product of your boiler, not the equipment that makes it. Aubrik products are developed to facilitate code compliance through repeatable, inspected, and documented welds, and Aubrik is certified to ISO 9001 and CE, with ASME Section IX-qualified welding in your facility.
05
How do I evaluate a Chinese supplier against a European one?
How do I evaluate a Chinese supplier against a European one?
Using the same criteria for evaluating both options makes sense, because your risk stems from the supplier’s reliability rather than the country of origin. Be sure to request the latest ISO 9001 and ISO 3834 certificates, confirm the OEM for the power supply and control system, demand a record of weld defects, get the spare-parts lead time in writing, and obtain references within your region. while Chinese suppliers have largely closed the quality gap that previously existed ten years ago, they still often lag in documentation and after-sales support. For example, Aubrik uses Lincoln PowerWave power supplies and Siemens controls, with a defect rate of less than 0.5% for its tube welds since its 1999 inception and exports to over 21 nations.
06
What is the lead time and what after-sales support is included?
What is the lead time and what after-sales support is included?
Actual lead time will vary depending on your configuration and will be specified upon placing an order. Every configuration includes free installation, commissioning, and operator training, a one-year warranty, on-demand 24/7 technical assistance, on-site service, and stocked spare parts.
07
Can the line be customized or supplied as OEM?
Can the line be customized or supplied as OEM?
Yes, width, number of torches, mixture of processes, inclusion of robots, vision capabilities, and MES system integration are customizable. We can also produce complete OEMs based on your specific requirements.
08
What is the ROI versus manual welding?
What is the ROI versus manual welding?
Automated boiler welding often returns its investment within 1.4 to 3 years due to savings in labor, increase in arc on time and reduction in rework. Multi shift, membrane panel customers tend to fall into the faster range – Aubrik for an estimate of our payback based on your production.



