Get in Touch with Aubrik Company
// SPEC_PROCESS
Metal Welding Services
Metal Welding Services — Certified TIG, MIG & SAW Contract Welding
structural steel and precision assemblies for pressure vessel (qualified to ISO 15614, ASME Section XI, NDT tested with published capabilities rather than promises) welds.
Request a Welding Quote[CAPABILITY_PREVIEW]
// TECH_DATA_MATRIX [SYS-01]
TIG·MIG·SAW
3 qualified arc processes
0.3–100 mm
Thickness range
8+ metals
Carbon, stainless steel, aluminum, Ti, Ni alloys
UT·MT·PT
In-house NDT inspection
ISO·CE·ASME
Code-compliant procedures
20+ yrs
Welding engineering depth
[SYS-OVERVIEW]
Industrial Welding Challenges — And How Aubrik’s TIG, MIG & SAW Services Solve Them
In the three ways that Metal welding services customers fail it’s not a surprise: A weld who crumbles under pressure cycling; certification not available on audit; a “low” per-unit cost that becomes astronomical after rework & shipping. weld joins metal by fusion weld -service an industrial buyer can count on-joining to a written process; approved welder & inspector’s record.
This documentation gap is the number-one structural reason sourcing decisions go wrong. Buyers share similar stories on welding forums, and it informs how Aubrik plans each assignment.
[OP-CAPABILITY]
The Aubrik difference — manufacturer-direct welding
With Aubrik welding Equipment produced in quantities up to 1,000 units a year and welding services production facilities housed under a single roof, Aubrik is your complete, total in-house welding solution. Aubrik guarantees process and NDT and metal fabrication all under one vendor’s control, using the very same SAW, TIG and MIG welding systems Aubrik builds, not outsourced and independent systems.
This single-roof control explains the ~25% faster projects reporting for buyers with both welding and inspection: the fastest route when using multiple vendors, versus using two single-roof vendors together.
[RISK-ANALYSIS-MATRIX]

01
“Cheaper does not equal less expense.”
Out-of-spec parts and rework slows down the downstream production line and one bad lot can shut down an entire plant for days.

02
Certification theatre
Is when a supplier tells you it uses ISO 9001, but you can’t get a certificate when you come in.

03
Handoff risk develops
When cutting, forming, welding and inspection sit at separate vendors, so handoffs between subcontractors add delay and a place for quality to slip.
[SYS-EVAL-01]
TIG, MIG & SAW Welding Processes — Which Process Your Job Needs
This prevalent myth, in particular, costs buyers money – they assume TIG will be prohibitively expensive, or that MIG is somehow “just for” thin sheet. Real-world results beg to differ – the “cheapest” process isn’t necessarily the “least expensive” process overall.
Typically total costs for precision on thin work using TIG are lower due to reduced rework, whereas MIG work in thicker sections of metal performs no differently to work in sheet. That idea that “process defines costs” overlooks material thickness and joints, both the true determinants of cost. precision process for works per job, not by price ordering
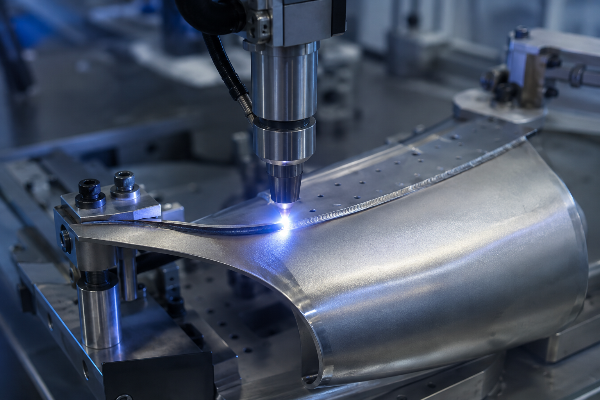
TIG (GTAW) — precision and non-ferrous
Tig uses non-consumable tungston electrode within the plasma of argon with filler introduced manually. They are clean with a high-quality seams of low sparks when joined of thinly and reactive metals:-aluminum, titanium, alloys nickel which will accept a criteria to beauty and corrosion.
speed is a choice; tig welding is only 6 to 12 cm per minute, so it’s reserved at Aubrik only for joints where precision makes it cost-justified: in aviation and aerospace or for demanding U.S. medical jobs.
MIG (GMAW) — versatile production welding
MIG uses a continuous wire feeding under shielding gas for high deposition with minimum cleanup. It handles carbon steel, stainless steel, and nickel alloys, with performance on thin sheets, thick sections, and long seams; Aubrik uses it for high-volume metal fabrication, sheet metal welding, and long seams.

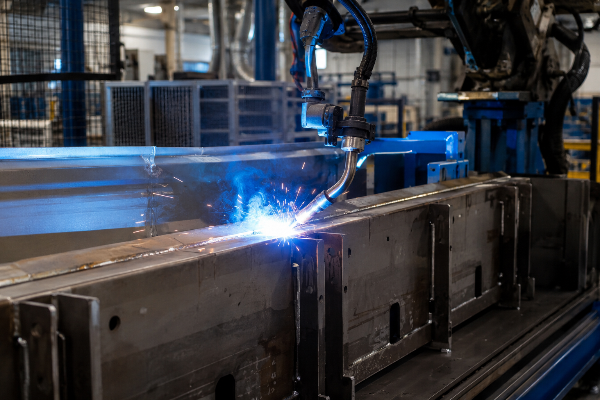
SAW (Submerged Arc) — thick-section productivity
SAW hides the arc beneath a layer of flux and achieves deposition up to 15 to 40 lbs per hour – as many as 10 manual stick or MIG joints. That’s why structural owns heavy-walled pressure vessels, heat exchangers, and long seams that a U.S. fabricator can’t do in the same number of days.
Weld Process Routing Table
Use this guide to match your part to the right process before you send a drawing. Aubrik rows are organized by material, thickness, and application-the way Aubrik welding engineers sort your RFQ. Every recommended weld is then qualified to ASME Section IX before production.
| Job profile | Material | Thickness | Recommended process |
|---|---|---|---|
| Aerospace / medical thin precision | Aluminum, titanium | 0.3–3 mm | TIG |
| Stainless root pass, food/pharma | SS 304/316 | 0.5–6 mm | TIG |
| General metal fabrication | Carbon steel | 3–12 mm | MIG |
| High-volume / long seam | Carbon, stainless steel | 3–25 mm | MIG |
| Structural beams & frames | Carbon steel | 6–25 mm | MIG / FCAW |
| Thick-wall pressure vessel | Carbon, stainless steel | 12–100 mm | SAW |
| Heat exchanger shells (TEMA) | Carbon, stainless steel | 20–100 mm | SAW |
| Long tank / vessel seams | Carbon steel | 10–60 mm | SAW |
| Corrosion-critical alloy parts | Inconel, Hastelloy | 1–50 mm | TIG root + MIG/SAW fill |
| Automotive frames / exhaust | Carbon, stainless steel | 1–6 mm | MIG |
TIG vs MIG vs SAW — the numbers that decide
| Metric | TIG | MIG | SAW |
|---|---|---|---|
| Deposition rate | 2–3 lb/hr | 8–12 lb/hr | 15–40 lb/hr |
| Travel speed | 6–12 cm/min | 20–50 cm/min | 30–60 cm/min |
| Thickness | 0.3–12 mm | 0.8–25 mm | 6–100 mm |
| Shielding | Pure argon | Ar/CO₂ or pure Ar | Granular flux |
| Precision | Highest | Medium | Medium |
| Best for | Thin / aesthetic | Versatile / volume | Thick / long seam |
Materials & Thickness Range – Weldability Grid
Every material is certified to its ASME Section IX P-number – a consistent basis for procedure qualification – so industrial buyers know what they’re getting before a single chip is cut.
Engineers and quality managers don’t want to hear “we do everything” – a blanket statement is a risk, not an assurance. They want to see thickness window confidence that assures your metal is grouped, qualified, and consistently welded – that’s what’s missing when international suppliers have high failure rates because they couldn’t really qualify materials.
| Material | ASME P-No. | TIG | MIG | SAW | Thickness Window |
|---|---|---|---|---|---|
| Carbon steel (A36, A516) | P1 | root | ✓ | ✓ | 0.5-100 mm |
| Stainless steel 304 / 316 | P8 | ✓ | ✓ | ✓ | 0.5-100 mm |
| Aluminum (6061) | P21-25 | ✓ | ✓ | – | 0.3-20 mm |
| Titanium | P51-53 | ✓ | limited | – | 0.3-8 mm |
| Inconel (625) | P43-45 | ✓ | ✓ | limited | 1-50 mm |
| Hastelloy | P43-45 | ✓ | ✓ | – | 1-40 mm |
| Copper | P31-35 | ✓ | ✓ | – | 0.5-20 mm |
| Bronze | P31-35 | ✓ | ✓ | – | 0.5-20 mm |
Competitors hide this info on their web pages. Here’s the real data: Aubrik’s practical operating limits for each process and, below, representative parameters from an Aubrik production job.
| Process | Thickness | Speed | Shielding | Representative Parameters |
|---|---|---|---|---|
| TIG welding | 0.3-12 mm | 6-12 cm/min | Pure argon | 180 A / 12 V (root pass) |
| MIG | 0.8-25 mm | 20-50 cm/min | Ar/CO2 (steel) | Spray transfer, 8-12 lb/hr |
| SAW | 6-100 mm | 30-60 cm/min | Granular flux | 300 A / 32 V / 40 cm/min |
Engineering Note – Why Thickness Windows Matter
Using SAW under about 6mm guarantees burn-through. Beyond 12 mm on TIG becomes inefficient due to MIG’s speed advantages. Choosing the correct process for each thickness ensures both structural integrity and cost-effectiveness, a process check Aubrik performs on every drawing.
SYS-QA-01 // Validation
Weld Quality Assurance – 3-Stage Weld Inspection Protocol & Sample Report
It’s hard to overcome a buyer’s skepticism: How can I be sure the weld is sound from 6,000 miles away? We know it’s not a handshake, it’s documentation. Forum posts are filled with warnings like “loose connections” and “dry joints” – at 20% failure rates, the responsible QM knows they’ll take it.
Aubrik’s answer is a documented three stage process plus a report an EU buyer or US buyer can audit before taking possession of the lot. This works, as the weld’s history travels with the part, rather than on the memory of the welder.
3-Stage Weld Inspection Protocol
01
Stage 1 – Pre-weld verification:
[PRE]mill certs against P number, joint prep and fitup inspected and WPS/PQR confirmed for the specified material/thickness before striking an arc.
02
Stage 2 – In-process monitoring:
[PROC]Amperage/voltage and travel speed compared to the procedure; arc stability and interpass temperature continuously monitored, as are bead profile and integrity.
03
Stage 3 – Post-weld NDT:
[NDT]Visual along with UT (ultrasonic), MT (magnetic particle) and PT (dye penetrant) testing, with destructive testing on request.
 CAM-01 NDT CHECK
CAM-01 NDT CHECK
DATA
Sample Inspection Record – WQR-2026-001
| Inspection Item | Result |
|---|---|
| Project | Industrial pressure vessel |
| Process | SAW + TIG (root passes) |
| Material | Carbon steel A36, 15 mm (P1) |
| Parameters | SAW 300A/32V/40 cm-min; TIG 180A/12V/10 cm-min |
| Visual | No surface defects; 2.0 mm reinforcement, 18 mm width |
| UT | No internal defects; 14.5 mm penetration (≥14 mm required) |
| MT | No surface / near-surface cracks |
| Conclusion | Pass – compliant with ISO 15614-1 & ASME |
Representative report; full job-specific records issued on project completion.
SPEC: Acceptance Criteria – Code-Anchored
UT can replace radiography in 6mm thick members; defects of greater than 1/32″ (0.79mm) – as measured from surface into weld (cut-off line) for undercut, or as measured into less-thick member (in tee and corner-joint welds only) – are unacceptable per ASME BPVC Section V / Section IX guidelines.
Aubrik won’t sign-off on a weld without a logged volumetric to prove it – every test result is captured for inspection, even weeks or months later.
We qualify every procedure to ISO 15614-1 or ASME Section IX before a single production weld is made and we do not ship vessels until full penetration is confirmed by UT. On WQR-2026-001 that was 14.5 mm when measured against 14 mm min.
Certifications & Compliance
When selecting vendors, few ask price first; the first and main consideration is whether the vendor can produce verifiable documentation upon audit. Failure to be able to present certified results at the right time can result in instant disqualification; below are the honest-to-goodness standards that Govern Aubrik welds.
ISO 9001
Quality management certified
CE
European conformity marked
ISO 15614-1
WPS/PQR — steel & nickel
ISO 15614-2
WPS/PQR — aluminum
ASME Sec. IX
Procedure & welder qual
AWS D1.1
Structural steel — capable
TEMA
Heat exchanger fabrication
Procedure qualification — the scope detail buyers ask for
Steel; stainless steel and nickel-alloy procedures; these are all qualified to ISO 15614-1 standards. Procedures for aluminum are qualified to ISO 15614-2. These two ISO standards are readily equated to ASME Section IX P-numbers and F-numbers.
welders are certified, re-inspected and are consumables; for each job the certificate of conformity travels with the part ensuring EU buyers what they expect at receiving: complete traceability.
There’s just one, honest boundary: Aubrik will perform code-compliant new fabrication for export only, and will not claim R-Stamp authority it does not hold for an installed vessel. If a project requires R-Stamp an installed unit, Aubrik will inform you that the service isn’t offered on the first call instead of over-promising its scope and putting the customer at risk of failure; the value of a direct “no” at the onset is the longevity of the working relationship beyond an audit.
[DOC-TITLE]
Working With Aubrik — Custom & OEM Welding, Lead Times & Quoting
A lower price from abroad can become costlier if an out-of-spec product and subsequent repair causes production to stop for days. For buyers, this means the primary negotiation lever is less about unit price and more about total landed cost: rework rate, lead time, and the number of handoffs between suppliers.
What Drives Your Welding Quote
Aubrik doesn’t use a uniform pricing structure; the total price of welding is job-specific. This pricing approach is driven by multiple contributing factors (just like any other process-based pricing) including the materials involved, part specifications, and required inspections.
Key Cost Factors Include:
- Material grade affects the cost of the filler, the part, and in some cases shielding gas.
- Thickness of material and process affect deposition rate and required pass counts (per Spec Sheet provided).
- Inspection levels range from visual only through to complete UT/MT/PT testing, which are performed on-demand and documented per your job’s specifications.
- The certification scope — which code, such as ASME Section IX, the procedure must qualify to — affects qualification cost.
- Volumes and scopes vary significantly, from individual custom jobs to large-scale OEM requirements.
Lead Times & OEM Services
Typical lead times range from 1 to 3 days for small custom jobs, and 2 to 4 weeks (14-28 days) for large-scale work such as structural steel or pressurized vessels. Aubrik provides a timeline with all quotes, offers OEM and custom fabrication, and guarantees all work for one year.
In-House Quality Control & Automation
Aubrik engineers and operates our own in-house welding facilities, so scheduling, quality control, and maintenance are strictly integrated. This minimizes supply chain risk; buyers often rank in-house control over initial price when vendor handoffs are in play. For volumes high enough to justify robotic cells, Aubrik utilizes automated processes that result in greater consistency and shorter lead times for repeat runs of structural steel and other materials.
~25%
Faster project turnaround when welding and NDT stay in-house instead of routing across separate vendors.
Industry estimate [WEBSEARCH: mooreselectric.com] — not a guaranteed figure for every project.
Online Metal Welding Engineering & Evaluation Tools
process match selector
Select the optimal welding method for your project. Ensure high structural integrity and production efficiency.
Launch Selector
weldability checker
Verify material compatibility and thermal properties for alloys. Prevent welding defects before full-scale manufacturing.
Run Feasibility Check
leadtime inspection estimator
Estimate production timelines and NDT inspection schedules. Optimize your supply chain with accurate commercial forecasting.
Estimate Timeline
Get a documented quote for your welding project
Send your drawing, material and thickness – Aubrik will return the right process, the qualifying code and a clear timeline.
Request a Welding QuoteFrequently Asked Questions
TIG welding for thin material applications, precision and non-ferrous metals. MIG is for a versatile range of volumes and applications including medium thickness. SAW is ideal for high-deposition rate application such as very thick material and long seams. Consult the Routing Table to determine the best process for the materials, thicknesses and joints of your part or consult Aubrik engineers by forwarding you design.
Each weld includes: a documentation of third stage inspection (WPS and pre-weld quality, during weld operation parameter logs, and post-weld UT/MT/PT results). Request a sample Quality Control report, (WQR-2026-001)prior to proceeding with a Purchase Order, with your actualjob records available for delivery with all components.
Protect Your Total Landed Cost by keeping welding and NDT in-house, qualifying procedures to code and documenting everything Aubrik produces. Cheaper is rarely lower cost.
Carbon steel, stainless steel 304/316, aluminum, titanium, nickel alloys (Inconel, Hastelloy), copper and bronze – from 0.3 mm TIG foil work up to 100 mm SAW plate. See the weldability Grid for the window per material.
Yes. welders are certified and re-tested, and procedures qualify to ISO 15614-1 (steel/nickel), ISO 15614-2 (aluminum) and ASME Section IX, with AWS D1.1 capability for structural work.
Small custom parts typically take 1-3 days; large industrial assemblies run 2-4 weeks. You get a firm timeline with your quote.



