Get in Touch with Aubrik Company
Updated July 2026 · Reviewed by the Aubrik technical team.
Welding positions are the standardized orientations of a weld joint relative to gravity. That one variable determines how tough the weld is, how fast it goes, and whether it passes inspection. The American Welding Society (AWS) has given every position a number based on orientation (1 for flat, 2 for horizontal, 3 for vertical, and 4 for overhead) and a letter to specify the type of weld (F for fillet, G for groove).
Pipe adds fixed and rotated positions up to 6G. Here’s a full breakdown of every plate and pipe welding position from 1G to 6G. We’ll compare the AWS codes with the ISO/EN 6947 codes commonly found on European prints, rank them by actual difficulty, and show how a welding positioner can bring nearly every one of them down to flat.
| AWS code | Orientation | Workpiece type | ISO 6947 | Difficulty (1–5) |
|---|---|---|---|---|
| 1F / 1G | Flat (downhand) | Plate | PA | 1 — gravity helps |
| 2F | Horizontal fillet | Plate | PB | 2 |
| 2G | Horizontal groove | Plate | PC | 3 |
| 3F / 3G | Vertical | Plate | PF (up) / PG (down) | 4 |
| 4F | Overhead fillet | Plate | PD | 4 |
| 4G | Overhead groove | Plate | PE | 5 — hardest basic |
| 1G (rotated) | Pipe turned, weld stays flat | Pipe | PA | 1 |
| 2G | Pipe vertical, weld horizontal | Pipe | PC | 3 |
| 5G | Pipe horizontal fixed | Pipe | PF / PG around bore | 5 |
| 6G | Pipe fixed at 45°±5° | Pipe | H-L045 | 5 — hardest test |
| 6GR | 6G plus a restriction ring | Pipe | H-L045 (restricted) | 5+ |
This chart summarises the main types of welding positions, plate and pipe alike. Sources: AWS A3.0 / D1.1 position definitions; ISO 6947:2019 position codes. Note: difficulty is a generalized ranking; read the ranking section for a detailed breakdown of what’s considered difficult.
What Are Welding Positions?
Welding positions are standardized orientations of a weld joint with regard to gravity and the welding operator, as defined by established welding codes such as the American Welding Society (AWS D1.1) and ASME Section IX (for pressure welding). The four foundational positions are flat (1), horizontal (2), vertical (3), and overhead (4), and pipe adds fixed positions such as 5G and 6G for certification.
Get the position wrong on the drawing and everything downstream is wrong — the process, the electrode, the travel speed, and whether the job needs a positioner at all. That holds whether you are welding structural carbon steel, piping systems for a refinery, or a pressure vessel; the position sets the difficulty, and the quality standards that judge the finished weld do not change with it.
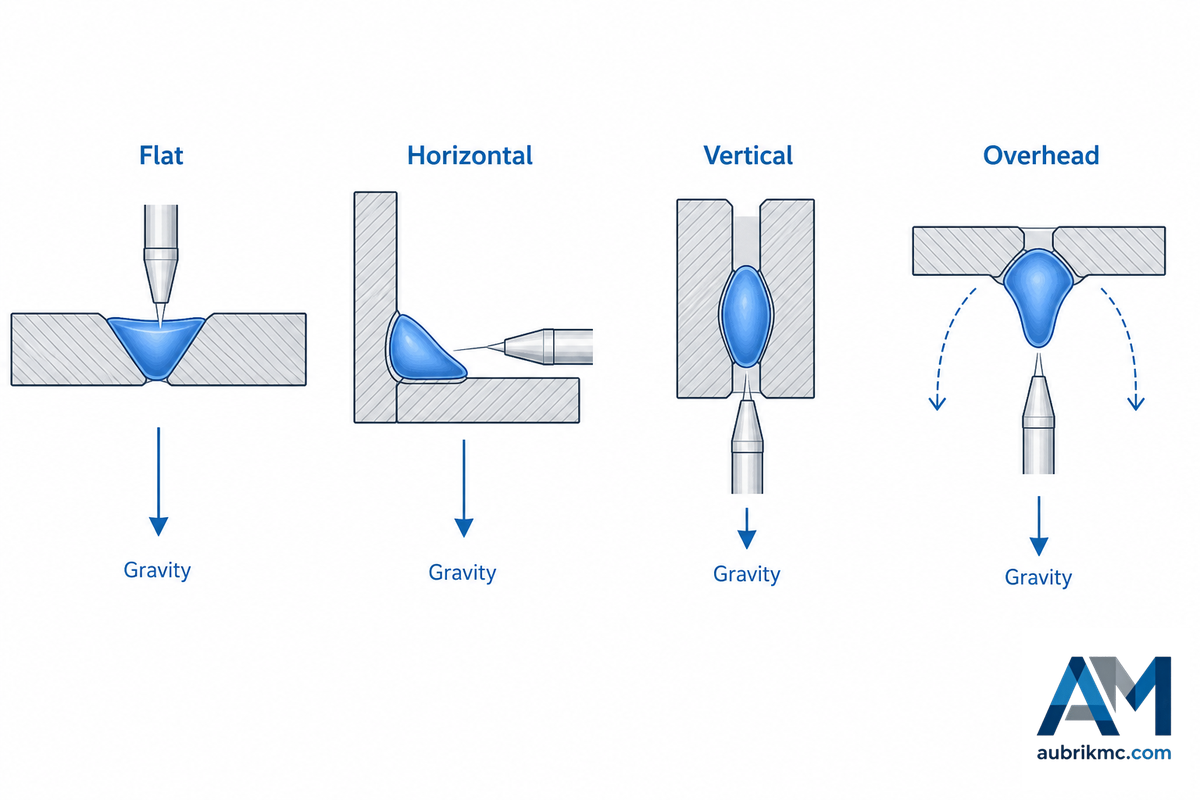
What makes orientation so critical? Once the welding arc melts a weld joint, it momentarily becomes a liquid pool that is immediately acted on by gravity. When welding flat, this molten pool naturally rests in the joint; however, as you angle the joint, gravity begins to pull this metal from the joint, forcing the welder to compensate with lower heat input, increased travel speed, and a more controlled weave pattern. At its core, the code system is just a series of challenges you overcome by working against gravity, which is why adapting your operation to handle most welding positions in flat is so advantageous for production.
Fillet (F) vs Groove (G): The Letter Half of Every Code
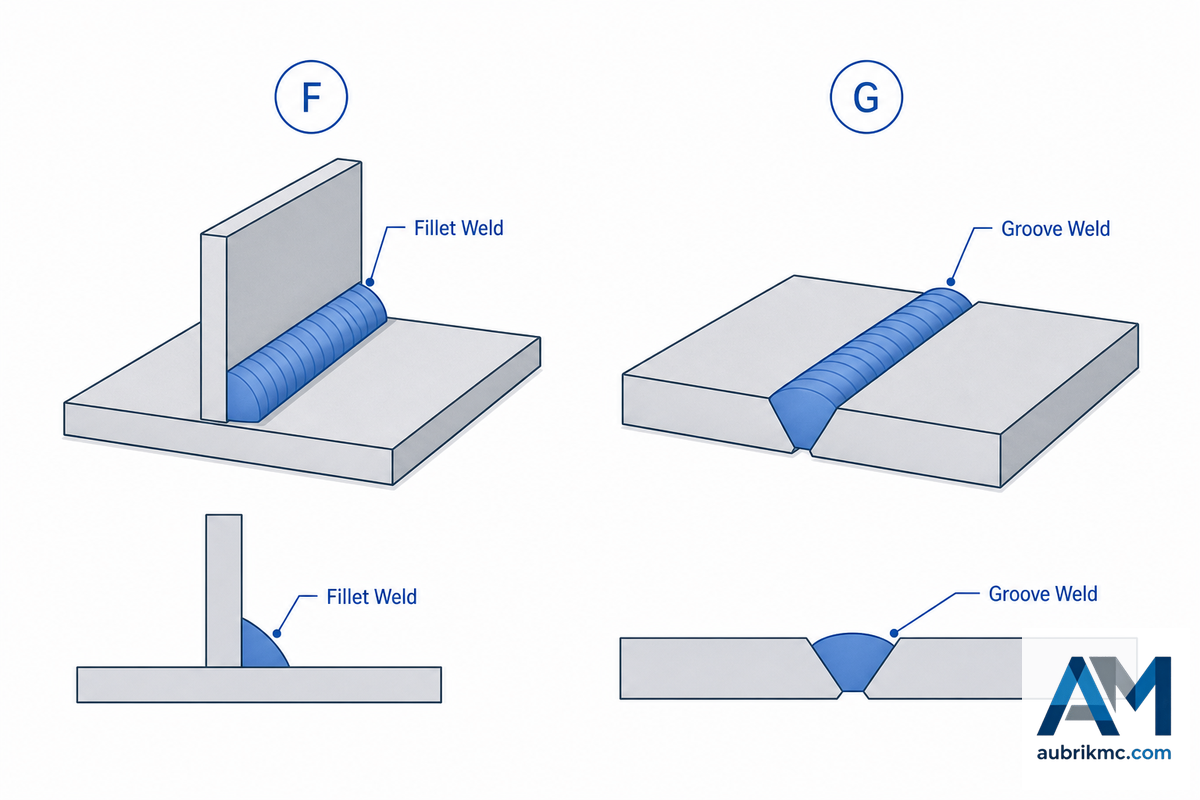
The letter tells the joint type, so first know your letters — the AWS system builds on the standard weld-joint types. Every AWS position code is a combination of a number (orientation) and a letter (joint type) to quickly identify the type of weld shown on a drawing, a blueprint, or a welding procedure specification (WPS).
| Letter | Weld type | Joint | Example code |
|---|---|---|---|
| F | Fillet | Two surfaces roughly perpendicular — lap, corner, or tee joints | 3F = vertical fillet |
| G | Groove | Two edges butted together, usually beveled with a gap | 4G = overhead groove |
You can therefore read the position code as [orientation number] + [joint letter] – for example, 1F indicates a flat fillet weld, 2G is a horizontal groove weld, and 4G is a groove weld done overhead. This system is used for plate welding positions, pipe welding positions and international code positions.
The Four Basic Plate Positions: 1 to 4
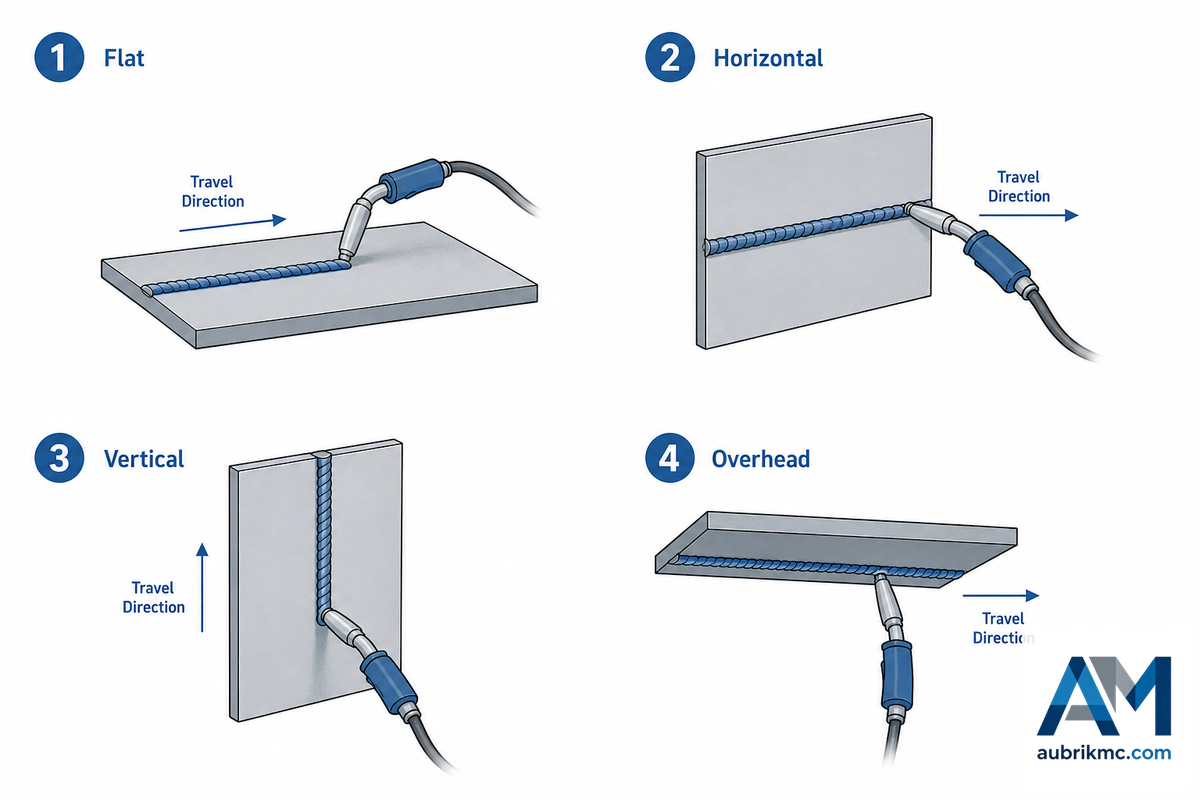
Most welding operations start with the basic plate positions 1 through 4, the sequence taught in every accredited welding program. Each number represents a distinct challenge for managing the molten puddle.
Flat, 1F / 1G
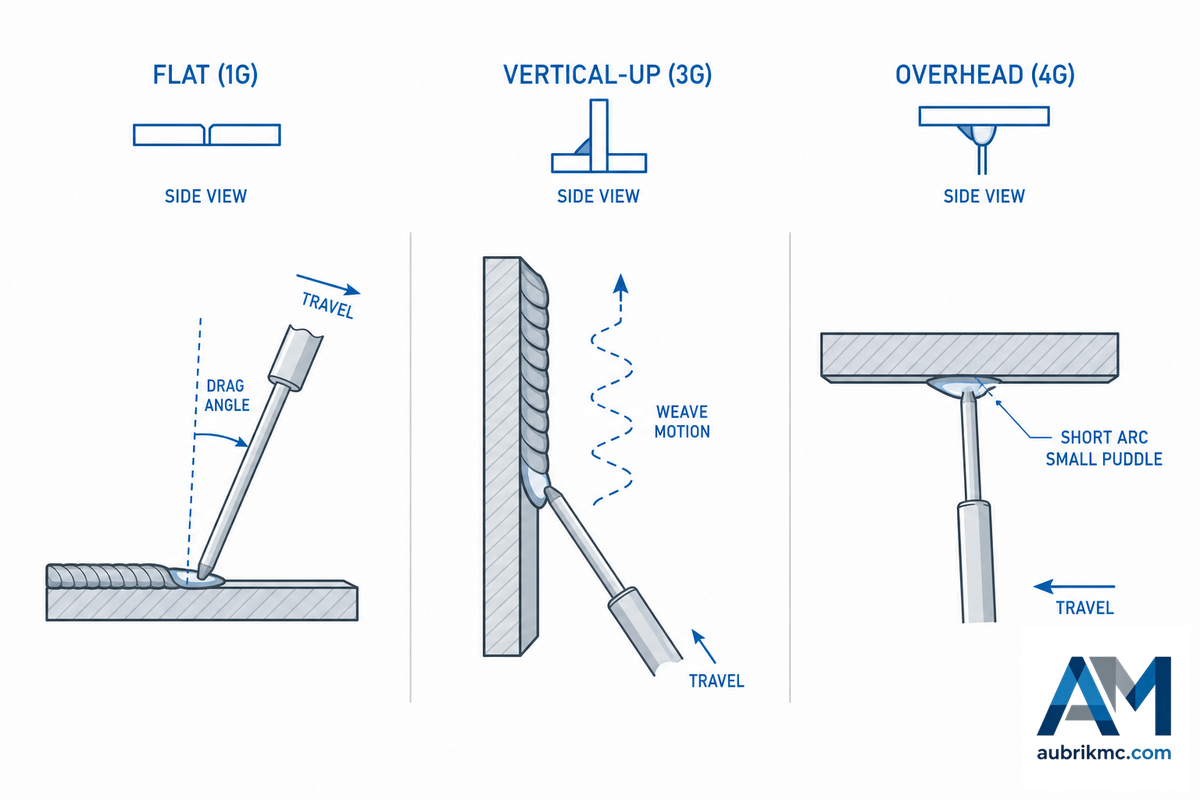
The joint sits flat under the welder and he welds from the top, looking down into the molten pool. Since gravity pulls the molten material directly down into the joint, rates of deposition are highest and defect rates lowest. Every welding process – stick, MIG, TIG, submerged-arc – is at its cleanest here, which is precisely why shop fabricators work so hard to achieve the flat position for jobs.
Horizontal, 2F / 2G
The axis of the joint is horizontal, running across a vertical surface. That puddle wants to sag down toward the bottom edge, so the welder uses low heat and moves the welding torch slightly from side to side. A 2G groove is more challenging than a 2F fillet because there’s no supportive shelf for the puddle.
Vertical, 3F / 3G
Here, the joint runs from top to bottom. Most structural work is done in the vertical-up orientation with a weave motion for penetration; vertical-down is faster for light sheet, but it isn’t allowed on most structural codes due to the potential for cold lap and shallow fusion. Welders often explain the core technique in plain language on forums: weave the torch from side to side across the joint and don’t pause at the center — if the puddle droops, you aren’t weaving wide enough, or you are dwelling too long at the center.
Overhead, 4F / 4G
In this case, the joint runs horizontally, underneath the welder, and the welder looks up. Gravity works directly against him, so he counters it with a short arc, a small puddle, and rapid travel so the weld cools and solidifies before it can fall out of the joint. Overhead is the hardest of the four basic plate positions — a 4G groove even more so than a 4F fillet — and it is where a lot of apprentices wash out of their first certification: the metal rains down, and the instinct to slow the travel only makes the puddle drip faster.
What are the five positions of welding?
You may have heard of five positions, an archaic distinction which added an inclined plate position. The modern standards approach to defining plate positions is much simpler, however: there are four basic ones (flat, horizontal, vertical and overhead). Pipe welding builds on the basic plate positions with specific fixed positions (especially 5G and 6G) to produce the full set of welder-qualification orientations: plate 1G–4G plus pipe 5G, 6G and 6GR.
Pipe Welding Positions: 1G-Rotated, 2G, 5G, 6G and 6GR
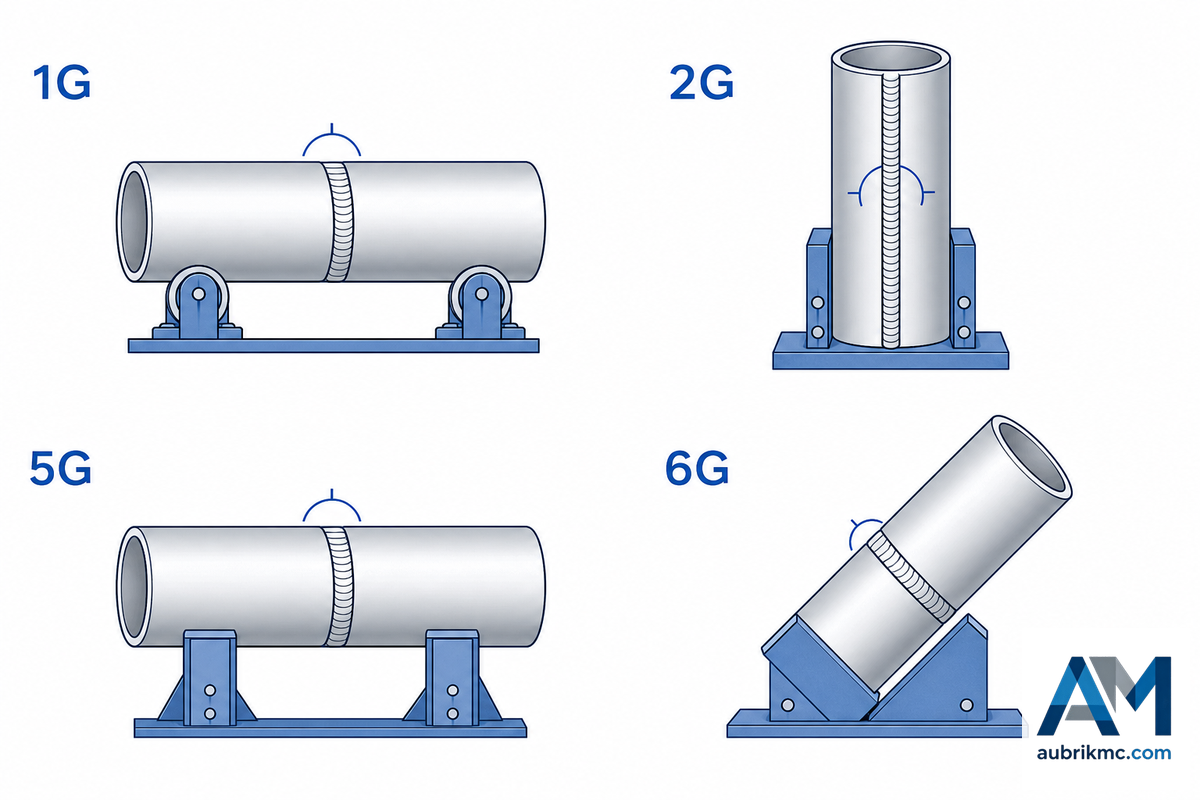
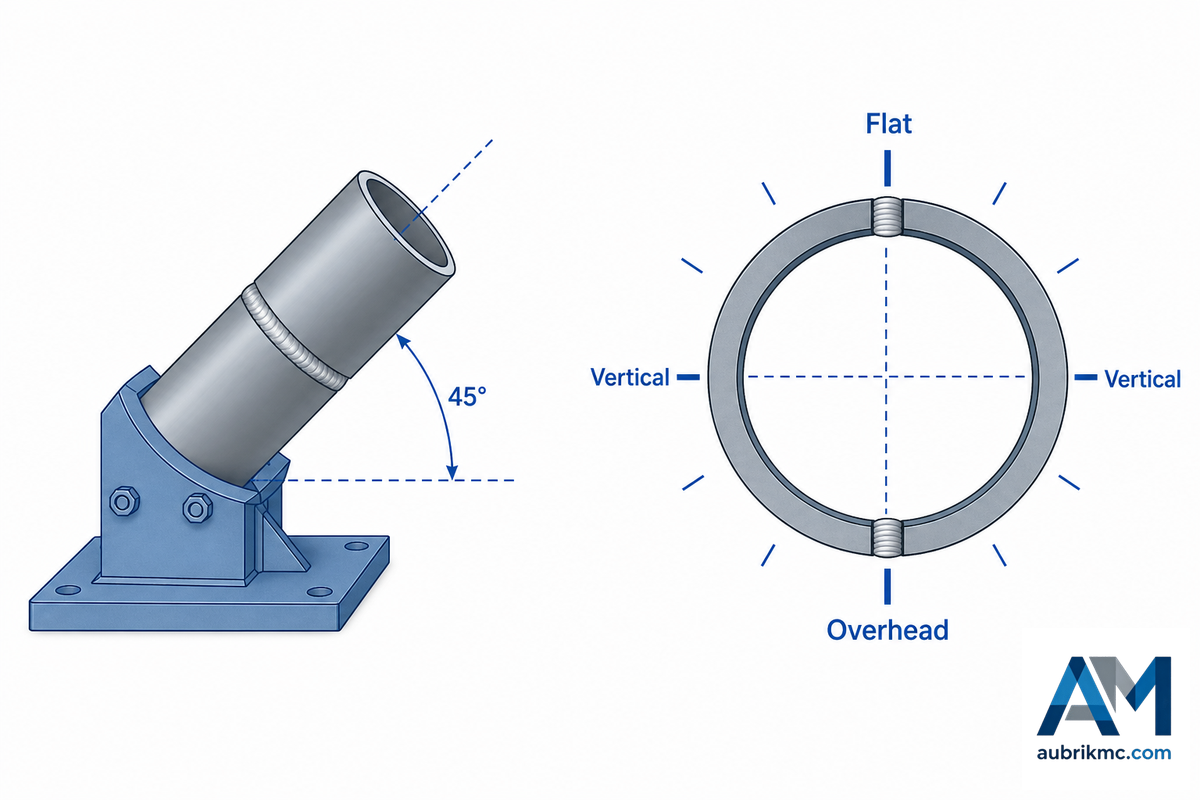
The pipe positions specify the way the pipe is held, because a round surface means the welder will be working in multiple positions even within a single pass. In 5G the pipe is horizontal and fixed, so the welder moves around it and will pass through the flat, vertical, and overhead orientations in a single weld pass. In the 6G position, a pipe which is set at an angle of roughly 45 degrees (±5°, varying by code) and which can’t be rotated requires the welder to assume every orientation at once; the 6GR position is identical but includes a restraint ring which blocks access and simulates conditions that would be encountered in the field. 6G and 6GR are the most challenging welder certifications offered, and both AWS D1.1 and ASME Section IX define how they are tested.
| Position | Pipe axis | Rotated or fixed | Orientations welded |
|---|---|---|---|
| 1G rotated | Horizontal | Rotated | Flat only (pipe turns under the torch) |
| 2G | Vertical | Fixed | Horizontal around the circumference |
| 5G | Horizontal | Fixed | Flat + vertical + overhead in one pass |
| 6G | 45°±5° | Fixed | All orientations, inclined |
| 6GR | 45°±5° + ring | Fixed, restricted | All orientations, limited access |
5G vs 6G: What Actually Changes
Either will prevent the pipe from rotating, but 5G still holds the pipe horizontally, so the welder works flat, vertical, and overhead as he travels around the bore. 6G tilts the pipe to about 45°, combining vertical and overhead travel — every point along the joint sits at a different angle, so a 6G certification proves ability in all positions.
Why 6G Is the Ultimate Test, and What Each Test Qualifies You For
A welder certification is scoped by the position you test in, not by general skill — and 6G is the ultimate test because a single pipe joint fixed at 45° forces flat, vertical, and overhead welding all at once. Pass it and you have proven control in every orientation, which is why one 6G ticket qualifies a welder for the full range of plate and pipe positions.
⚠️ The 1G myth
Most people will assume that once a welder is flat-plate-certified (1G), he’s certified for everything.
He’s not. Under AWS D1.1 (Table 6.10), a 1G plate groove test qualifies him for flat groove plus flat and horizontal fillet only (1G, 1F, 2F). Every other range must be qualified separately.
Here are a few rules that fall out of that code:
| Test you pass | Positions you are qualified to weld |
|---|---|
| 1G plate groove | Flat groove + flat/horizontal fillet (1G, 1F, 2F) |
| 3G + 4G plate groove | All plate positions (flat, horizontal, vertical, overhead) |
| 6G pipe groove | All plate and pipe positions |
| 6GR pipe (restricted) | All positions, including restricted-access work |
The rule that trips people up: the test position governs the production range, not general skill. A 1G plate groove test qualifies only 1G, 1F and 2F; welding all four plate positions requires a 3G + 4G pair; and full all-position pipe qualification comes from a 6G test (or a 2G + 5G combination) under AWS D1.1 or ASME Sec. IX for that scope.
6G qualification is exacting. Its AWS D1.1 groove joint uses a 45° included angle, and a 1-inch [25 mm] coupon qualifies a welder for unlimited thickness. A finished weld must show no cracks, undercut no deeper than 1/32 in [1 mm], and reinforcement no higher than 1/8 in [3 mm] before it even reaches bend or radiographic testing. A certified welding inspector then evaluates the coupon, and that inspector’s sign-off is what makes the qualification official. Pass 6G and you have shown puddle control in every orientation in a single joint — often the credential that opens a welding career in pipe, oil and gas, and pressure work.
“The 6G position is at a 45-degree angle and is considered the most difficult welding position.”
Robert Lanni, Welding Instructor, Lincoln Technical Institute
What does a 6G welding certification qualify you to weld?
A 6G certification qualifies a welder for all plate and pipe positions, but only for the welding processes and base-metal ranges covered by the test. Employers treat 6G as a single benchmark qualification, yet it does not guarantee ability in every process and base-metal combination — always review the qualification documentation for exact ranges, or contact us before specifying pipe positioners.
AWS vs ISO/EN 6947: Cross-Referencing the Codes
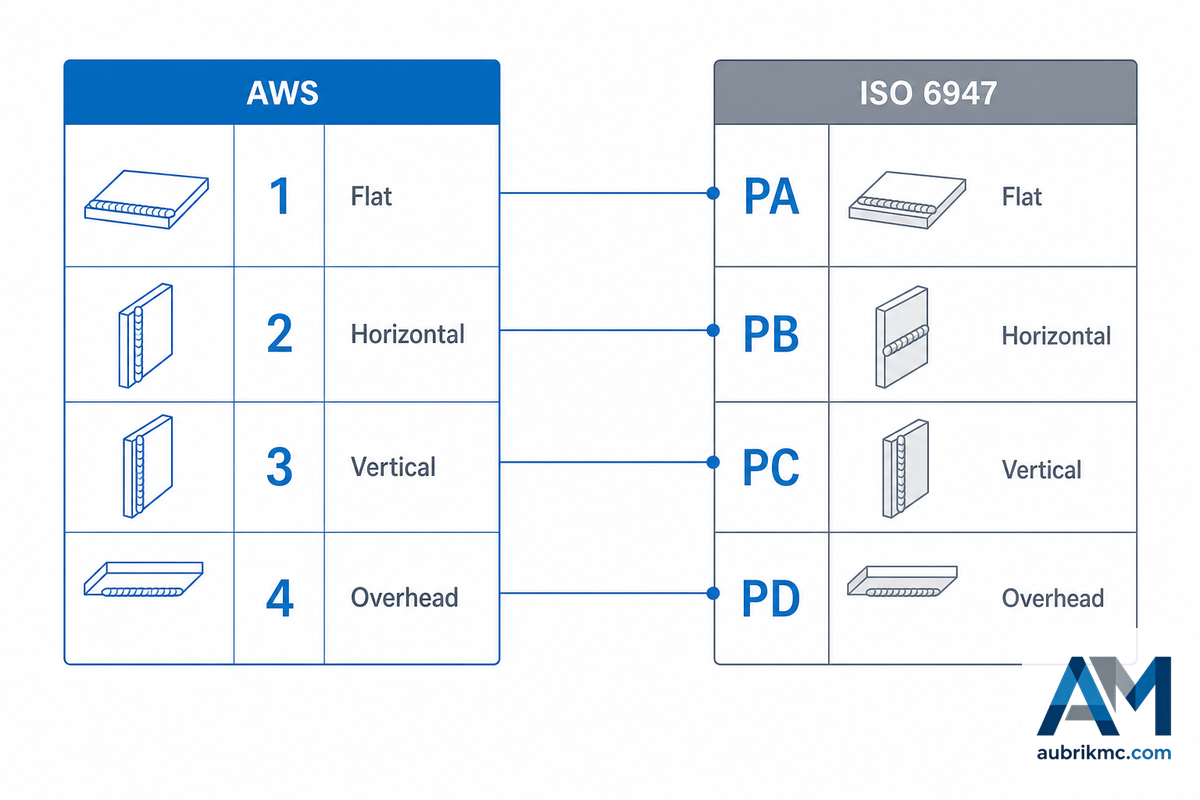
AWS 1G–6G numbers don’t always line up with ISO 6947 letter codes. If your company deals with European or global-standard projects and you buy/sell on the EU-standard drawings, you need to know how the ISO/EN 6947 numbers on those drawings correlate with the AWS 1G-6G numbers your welders know. The AWS numbers don’t always correspond directly to the letter codes ISO uses. AWS also groups two positions together into one, 3G vertical, while ISO separates these into PF for vertical up and PG for vertical down. You’ll want to cross-reference ISO with your own standard practice, because most general guides won’t touch on this part of welding on ISO-based projects. The pain usually shows up on a shop’s first European contract: a drawing calls out PF, a welder sets up expecting a single vertical pass, and the joint fails inspection because nobody flagged that PF means strictly vertical-up. One misread letter costs a recut and a re-test.
| ISO 6947 | Meaning | AWS equivalent |
|---|---|---|
| PA | Flat | 1G / 1F |
| PB | Horizontal-vertical (horizontal fillet) | 2F |
| PC | Horizontal | 2G |
| PD | Horizontal overhead (overhead fillet) | 4F |
| PE | Overhead | 4G |
| PF | Vertical-up | 3G / 3F (uphill) |
| PG | Vertical-down | 3G / 3F (downhill) |
| H-L045 | Pipe fixed at 45° | 6G |
For inclined pipe, ISO 6947 marks the 45° variants as H-L045 (welding upward) and J-L045 (downward); the vertical variants are PF (up) and PG (down). Note that 6GR — a 6G test with a restriction ring for tubular T-, Y- and K-connections — is an AWS D1.1 designation, not an ISO or ASME one. Whenever a drawing calls for “PF,” weld vertical up as indicated.
Position Difficulty, Ranked: The Gravity Tax Ladder
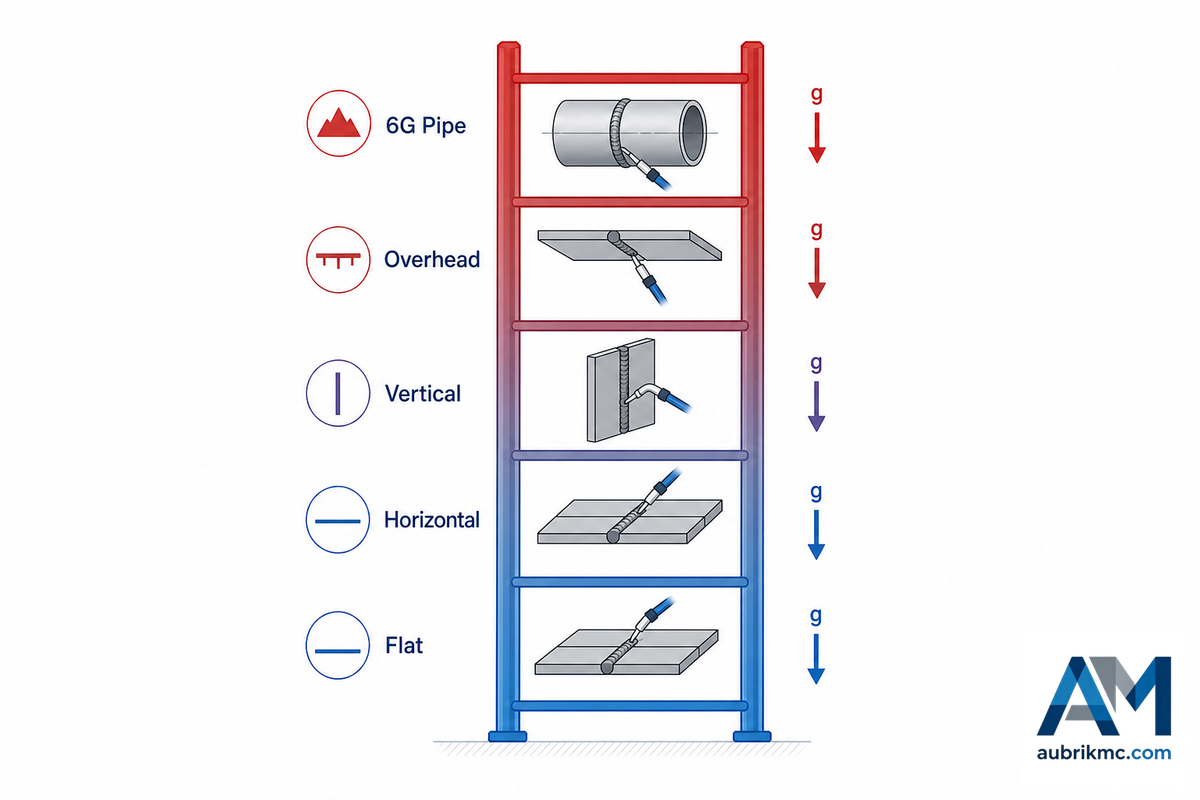
Welding difficulty has two components, not one: There’s the inherent physical difficulty due to the forces acting against your efforts: The greater the tilt away from the flat position, the more gravity will try to work against your weld puddle. And then there’s the more significant position problem, the one that guides rarely cover, the difficulty in achieving good posture, adequate reach and reasonable visibility. This means occupational health researchers (see the OSHA welding ergonomics eTool) know quite clearly that when you ask someone to work overhead or in other out-of-position circumstances, you get forced postures, over-the-head positions, heavy static loading, poor access, and a whole lot more physical fatigue and opportunity for error than if they’re working flat on the floor.
| Rung | Puddle-physics tax | Human-factors tax |
|---|---|---|
| 1 — Flat | Gravity pulls metal into the joint | Comfortable, seated or bench height |
| 2 — Horizontal | Puddle sags toward lower edge | Mostly upright, good sightline |
| 3 — Vertical | Metal runs down; weave to hold it | Standing, wrist control critical |
| 4–5 — Overhead | Gravity pulls metal out; drips | Above-shoulder, neck strain, falling spatter |
| 5 — 6G pipe | Every angle in one pass | Kneeling/crouching around a fixed pipe |
Which Positions Are Hardest, and Why
As a certification, 6G (and restricted 6GR) is the toughest — a pipe fixed at 45° forces flat, vertical, and overhead in one joint that never moves. Of the four basic plate positions, overhead (4G) is hardest, since gravity pulls the molten metal out of the joint. Surprisingly, some welders find 6G easier than a pure vertical-up 3G: the 45° tilt lets gravity partly help.
Technique by Position: Angle, Travel and Weave
When you’re welding, once you’ve identified which position you’re in, settings are predictable. This quick guide gives you a starting point for each, drawn from established welding-equipment engineering practice, but always verify settings against your WPS. The most common overhead mistake is running too hot: a big, fluid puddle has nowhere to go but down, so drop the amperage and pick up the travel speed before you chase a sagging bead.
| Position | Electrode / travel angle | Motion | Watch for |
|---|---|---|---|
| Flat / horizontal | 0–15° drag (stick); 10–15° push (MIG) | Stringer or slight weave | Over-penetration on thick plate |
| Vertical-up | 5–10°, near perpendicular | Weave; pause at edges, not center | Puddle sag / cold lap |
| Overhead | 5–10° | Short arc, small tight weave, fast travel | Dripping, undercut |
| Pipe 5G / 6G | Adjust continuously through the arc | Multi-pass: TIG root, fill and cap | Bead consistency across orientations |
📐 Engineering Note
Many structural codes, including AWS D1.1, do not allow vertical down travel on load-bearing groove welds, since the fast-cooling puddle can obscure a lack of fusion, although it does offer speed advantages on materials thinner than 3mm. When there’s a vertical groove called for without specific mention of down travel, always proceed with a weave technique in the vertical-up direction and be sure to double check the weld procedure specification.
How a Welding Positioner Reaches Every Position
Here’s how you can keep more of the budget out of wages: rather than train a welder to fight gravity in every position, you rotate the work so the weld sits in the comfortable flat 1G position almost every time. That is exactly what a welding positioner, rotator, or manipulator does, and it is why positioning equipment pays back quickly on work that is otherwise slow and labor-intensive.
One number is key: arc-on time — the share of a shift a welder actually spends laying down weld. By common industry estimates it is only around 10% for manual, out-of-position work; the rest is repositioning, fit-up, and moving between joints. Bringing the work to a fixed 1G station lifts that operating factor several-fold. Because labor is the largest cost in manual welding, taking the joint to flat raises the weld metal deposited per shift far more than any tweak to the machine itself. The shop maxim holds: even the most skilled welder usually works faster and cleaner in flat 1G.
Take a real example. A pressure-vessel shop with a 40-ton, 4-meter shell can weld it by hand — the welder working overhead and out of position, cycling through vertical up and down passes while arc-on time collapses — or it can roll that shell onto turning rolls under a manipulator so every seam runs flat at full deposition. That is the difference between a 6G weld test mindset and a production mindset, and it is the same logic behind the welding positions chart at the top of this guide: turn the hard positions into easy ones.
This is old and well-understood engineering: a tilt-and-turn positioner can support, tilt, and rotate a part around a stationary torch, a concept documented in welding-positioner patents going back decades. Use the Downhand Conversion Map below to determine which machine puts each hard position back into flat:
| Out-of-position job | Equipment that brings it to 1G |
|---|---|
| Overhead or vertical plate / small assembly | Tilting-rotating welding positioner |
| 5G / 6G pipe, tank or vessel girth seams | Welding rotators / turning rolls (roll to 1G) |
| Long circumferential or longitudinal seams | Column-and-boom manipulator |
| High-volume repeatable parts | Robotic or cobot cell with an integrated positioner |
In all honesty, positioning is not magic, and there are two caveats. First, a positioner and robot form a coordinated, multi-axis system that needs precise calibration and fixturing; if the turntable and torch fall out of sync, you can introduce defects in tricky geometry like corners. Second, automation is not right for every job. If you have only a handful of identical pieces, one-off custom parts, or field repairs under access constraints, an experienced welder with a standalone positioner may be the better call. Weigh load capacity, part geometry, and batch size — and talk to a positioner supplier — before you commit.
Industry Outlook: Automation Is Changing Which Positions Matter

The driver here is a worker shortage, not a booming economy. The U.S. Bureau of Labor Statistics projects just 2% growth for welders from 2024 to 2034, with most openings replacing retiring workers rather than adding new jobs. Separately, American Welding Society workforce data points to a need for roughly 320,500 welding professionals by 2029.
Given these figures, it’s clear that shops can’t rely on hiring sufficient all-position welders. They must prioritize positioning the work to 1G, allowing a smaller, supported group of welders, along with cobots and adaptive systems, to increase productivity. While becoming an expert at 6G manually will always be important, fabricators seeking the greatest return on investment through 2027 should focus on equipment that eliminates out-of-position welding altogether. Welders should maintain broad certification, and business owners should consider positioners or rotators as a long-term solution to labor shortages. Ask any fab-shop owner who has left a 6G slot open for months: the résumés that come in cannot pass the test, and the welders who can are already booked. Buying the position out of the job is often faster than hiring it away from a competitor.
Frequently Asked Questions
Q: What are the four basic welding positions?
View Answer
There are four fundamental plate welding positions: flat (1), horizontal (2), vertical (3), and overhead (4). Each position has an F for a fillet weld and a G for a groove weld, so a 1G is a flat groove, a 3F is a vertical fillet, and a 4G is an overhead groove. In order of difficulty, flat (gravity helps) to overhead (gravity is the enemy).
Q: What is 1G, 2G, 3G, 4G, 5G, and 6G in welding?
View Answer
The number is the position and the G indicates a groove weld. In plate positions, 1G means flat, 2G horizontal, 3G vertical, and 4G overhead. For pipes, 1G means a pipe rotating around your torch, 5G is a fixed horizontal pipe that the welder circles around, and 6G is a pipe fixed at 45 degrees that has the welder passing through every orientation at once. 6G is considered the hardest, but qualifies the welder for all positions.
Q: What is the hardest welding position?
View Answer
As a welding certification, 6G (as well as the 6GR) is the toughest since a pipe fixed at 45 degrees makes you work on flat, vertical, and overhead in a single pass with the work not moving. Among plate positions, overhead (4G) is the hardest, because gravity wants the weld puddle to pull down and the welder works up above his shoulders.
Q: What is the difference between 5G and 6G welding?
View Answer
In both 5G and 6G the pipe doesn’t rotate. With 5G the pipe is horizontal, and the welder has to work through flat, vertical and overhead positions while traveling around the pipe bore. In 6G the pipe is tilted to about 45 degrees, so a single fixed joint forces flat, vertical, horizontal and overhead travel. That extra demand over 5G is why the 6G test qualifies a welder for all positions.
Q: What do the letters F and G mean in a weld position?
View Answer
F represents a fillet weld (such as lap joints, corners, or tee joints). G means a groove weld (such as beveled joints that are welded together butt to butt). A number precedes either F or G to define the position.
Q: How does a welding positioner change the welding position?
View Answer
A welding positioner allows the work to be rotated and tilted to present the desired joint in the flat (1G) position to the welding torch. Instead of sending welders to work beneath their work to make overhead welds, the part is tilted toward the welder, keeping welds downhand for fastest metal deposition and lowest defect rate, greatly increasing the shop’s arc-on time from ~10% towards 60% and beyond. Pipe positioners and turning rolls perform the same function for pipe and vessels, rolling any 5G or 6G position down into a rotated 1G position. Check out our line of welding positioners.
Q: What is 6GR (restricted) welding?
View Answer
6GR means that the pipe is set in the 6G position and a ring is fitted closely around the pipe to prevent torch access and make working difficult-a condition that often arises in shop welding or out in the field where piping must be close to structures or other equipment. It requires exceptional torch control.
Why a Positioner Maker Wrote a Guide on Weld Positions
We build welding positioners, rotators, and manipulators, so our whole working day is spent on one problem: holding a joint in flat 1G when the part will not cooperate. This guide reflects that perspective — position codes matter to us because they name the exact problems our machines are built to eliminate.
References & Sources
- ISO 6947:2019, Welding positions — International Organization for Standardization
- AWS D1.1/D1.1M:2025, Structural Welding Code, Steel — American Welding Society
- Occupational Outlook Handbook: Welders, Cutters, Solderers & Brazers — U.S. Bureau of Labor Statistics
- Welding Workforce Data, U.S. demand projections — American Welding Society
- Welding, Cutting & Brazing, Ergonomics eTool — U.S. OSHA
- Welding, Ergonomics — Canadian Centre for Occupational Health and Safety
- Inspection Trends: Welder Qualification Position Range — American Welding Society
- The AWS D1.1 Welder Qualification Test — Welding Answers
Related Articles
Welding too much of your shift out of position? Move the work to flat 1G.