Get in Touch with Aubrik Company
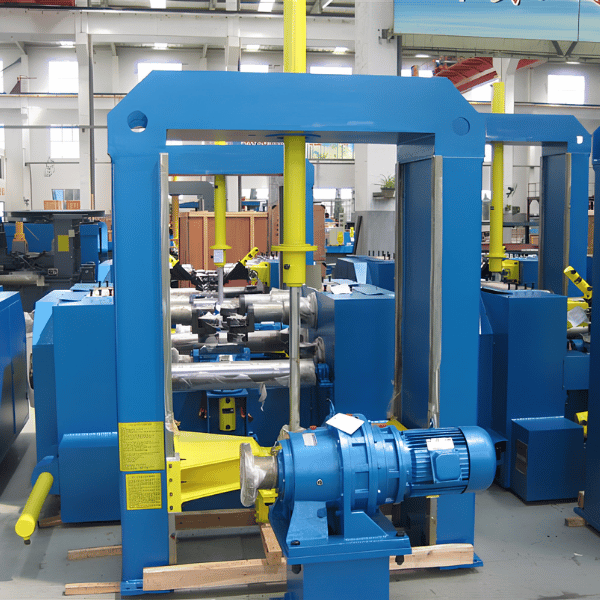
Aubrik H-Beam Assembly Machine — Automatic Web-Flange Fit-Up & Spot Welding for Steel Structure Production Lines
Machine assembles web and flange plates into an H-beam and deposits spot-welds at ±0.3mm alignment. Single-pass output at 0.5–6.5 m/min stepless — no stopping for re-positioning. Since 1999 Aubrik has supplied the AUB-HB2000, HB3000, and HB4000 to steel-structure fabricators in 50+ countries — Spain, Germany, Russia, India, Brazil among them.
Built for the Real Cost of Manual H-Beam Assembly — How Automation Resolves Web-Flange Alignment Errors
The hidden cost of 1mm manual fit-up
Traditionally manual fit-up procedures hold the web-to-flange tolerance to within 1mm. Some newer robotic lines claim 0.5mm as their best alignment on a structural H-beam. On 12-metre columns for high-rise buildings, that difference cascades into geometrical distortions downstream. The result is a substantial volume of rework — often more labour cost than the initial material cut.
System Approach
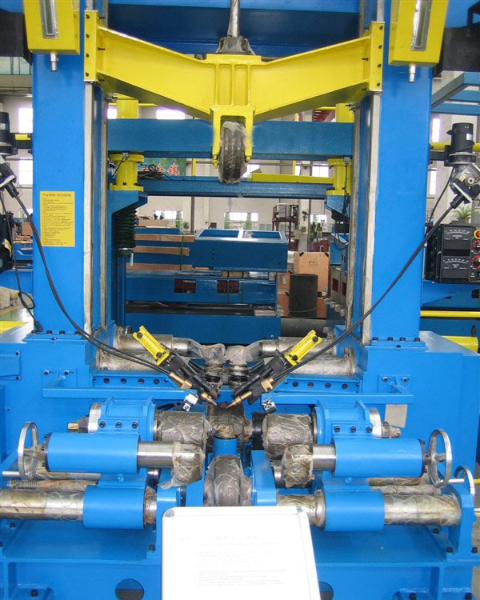
The category exists to fix this. Hydraulic clamps hold web and two flanges; laser-vision verifies alignment in real time; a 16-point spot-weld sequence locks geometry before the beam moves to the gantry SAW or saw line. Aubrik’s AUB-HB machines centre, scan, and weld on a single footprint.
The beam leaves with geometry already defined. Welding consistency stops depending on operator skill (see ISO 9001:2015 on the quality management system framing this process).
The honest trade-off
The AUB-HB series is not the lowest dollar assembly cell on the market. Its appeal is the published ±0.3mm weld tolerance and the 3-tier capacity matrix — both specs that competitive players deliberately omit from their public sheets.
Three pain points the AUB-HB series is engineered to cancel
- Setting time cut by 60%+ Conventional jig work eats hours for small batches. Aubrik’s laser-vision dual positioning system aligns flange and web in seconds with a single mouse click.
- Operator dependency removed Traditional fit-up shops run 5–6 skilled fitters per cell. The AUB-HB series needs 1–2 operators per shift. PLC-controlled hydraulic clamping locks alignment and removes guesswork from each weld placement.
- Weld position stays plumb shift after shift Manual fit-up drifts as workers fatigue. The Rexroth triple hydraulic clamp system holds 0.1 MPa constant pressure independently on flanges and web, compensating for material variance. Vision inspection verifies each pass.
What the production numbers actually show
Industry reports from companies leaving manual welding behind in 2023 cite 35% production gains and 25% lower rejection rates. Most customers running PEB H-beam welding machines fabricate 1,000+ tons of beams per month — a minimum 30 tons/day to begin justifying the capital outlay.
35% Production gain after automation conversion (2023 industry survey)
25% Rejection-rate reduction once manual fit-up retired
1 quarter Typical training-cost recovery window from production capacity alone
What you are getting is a category jump — not a productivity uptick. The fit-up bottleneck moves downstream to the gantry SAW or shot-blasting line, where automation already exists.
This h beam assembly configuration is what regional and EU industrial buyers ask about most. That is how we tell the AUB-HB story for both small/medium fabricators and enterprises.
Aubrik H-Beam Assembly Machine Series — AUB-HB2000 / HB3000 / HB4000 Models with Web Capacity 200–3000 mm
One control platform, three capacity envelopes
The AUB-HB series comprises 3 models on a shared control platform — a Siemens PLC with laser-vision and Rexroth 3-unit hydraulic clamping.
Each machine deposits 16-point spot welds at 300–500mm pitch with 40–50mm bead width. The models differ only in size envelope, not core technology — a difference most competitors mask in their catalogue copy.
Why three sizes (not one over-spec’d cell)
Selecting the right capacity has the biggest single impact on a project bid. The AUB-HB4000 over-specifies structural-steel shops and inflates the bid range where an AUB-HB2000 would fit bridge components.
Hidden cost of mismatched capacity: Mismatched cell designs add 60% to operator setup time. The resulting weld-geometry slip drives 30+ hour rework cycles on high-tonnage runs.
Three AUB-HB capacity sizes — not one over-spec’d cell — match the distinct web-thickness requirements of small/medium structural-steel fabricators, regional bridge contractors, and EU marine platform facilities.
This is also why competitor peers inflate entry-market pricing and underdeliver on heavy-duty applications. The table below is Aubrik’s 2024 RFQ spec sheet — what industrial buyers rely on for due diligence over marketing copy.

Aubrikmc 3-Model Capacity Tier Matrix
| Parameter | AUB-HB2000 (Budget Tier) | AUB-HB3000 (Mid Tier) | AUB-HB4000 (Enterprise Tier) |
|---|---|---|---|
| Web Height | 200 – 1800 mm | 300 – 2500 mm | 400 – 3000 mm |
| Web Thickness | 6 – 70 mm | 8 – 80 mm | 10 – 100 mm |
| Flange Width | 200 – 800 mm | 250 – 1200 mm | 300 – 1500 mm |
| Flange Thickness | 6 – 80 mm | 8 – 100 mm | 10 – 120 mm |
| Workpiece Length | 4000 – 15000 mm | 5000 – 20000 mm | 6000 – 25000 mm |
| Assembly Speed (stepless) | 0.5 – 5.5 m/min | 0.5 – 6.0 m/min | 0.5 – 6.5 m/min |
| Total Power | 26 kW | 37 kW | 45 kW |
| Positioning Accuracy | ±0.3 mm | ±0.3 mm | ±0.3 mm |
| Compatible H-Beam Types | Symmetrical · Asymmetrical · Eccentric · Variable Cross-Section | ||
Electrical configuration & tender-document aliases
All three models run a standard 380V / 50Hz three-phase supply. Factory options include 220V / 60Hz (North America) and 415V / 50Hz (SE Asia).
Motors are IE1 class — a 15–20% reduction in energy use versus standard IE0 motors.
Tender-document variants — vertical h beam assembly machine, horizontal h beam assembly machine, h beam auto assembling machine, automatic h beam fit up machine, automatic h beam assembly machine supplier — all resolve to AUB-HB models in this series. The physics is the same, traceable in USPTO US 8,074,359 on automated vertical moment connections.
What we will not claim
There is no industry truth that ranks one geometry “best.” Every assembly cell trades throughput against web envelope against clamp pressure. The AUB-HB modular layout names that trade-off explicitly rather than hiding it.
Industry benchmarks the AUB-HB capacity tier cancels
- Equipment pricing rarely disclosed openly across this category.
- Most customers running PEB H-beam welding machines fabricate 1,000+ tons per month.
- Industry-typical robotic welding precision sits at the ±0.5 mm benchmark.
- PEB construction delivers 30–50% faster build cycles than traditional construction.
- Modern beam welding lines achieve deposition rates exceeding 45 kg per hour.
- PEB equipment automation reduces deskilling pressure on flange and web assembly.
- SAW is commonly assumed to be thick-metal only — incorrect per MillerWelds. SAW processes web thicknesses down to 6mm.
Aubrik will not claim every customer hits the headline number on day one. Physics will not let that be the honest version.
The 3-tier capacity matrix and the published ±0.3 mm tolerance are non-negotiable specs, not marketing copy.
Decision Matrix — which AUB-HB fits your project?
| Project Type | Typical Workpiece | Recommended Model |
|---|---|---|
| Mid-size structural steel workshop, standard PEB lines | Web 200–1500 mm, length ≤15 m | AUB-HB2000 |
| Bridge engineering, heavy machinery frames, large-span buildings | Web up to 2500 mm, length 15–20 m | AUB-HB3000 |
| Ultra-heavy H-section, marine platforms, custom 25 m lengths | Web 400–3000 mm, length up to 25 m | AUB-HB4000 |
TOLERANCE & SPECIFICATIONS
Aubrik H-Beam Welding & Assembly Machine vs Industry-Typical — How Our ±0.3 mm Spec Envelope Wins
What “high precision” really hides
Most spec sheets in this space hover around “high precision” and “advanced PLC control” — placeholder marketing claims.
The problem nobody talks about explicitly is tolerance. A competitor claims “high precision” but does not commit to a millimetre. Procurement risk is that finished parts fall apart when tested 30 days later under AWS D1.1.
Why the 0.5mm benchmark exists
Aubrik engineers do not hide this number: typical industrial robotic welding positioning accuracy is 0.5mm. The figure is set by physics and engineering, not by marketing.
Side-by-side spec commitment
The tables below extract the numbers from two competitor specs willing to commit on paper. The remaining competitors fell back on positioning language and could not be directly compared.
| Parameter (max) | Aubrik AUB-HB4000 | YOMI PHJ0820 | Industry-Typical (Manual Fit-Up) |
|---|---|---|---|
| Web Height | 3000 mm | 2000 mm | 1500 mm |
| Web Thickness | 100 mm | 16 mm | 32 mm |
| Flange Width | 1500 mm | 800 mm | 800 mm |
| Flange Thickness | 120 mm | 20 mm | 40 mm |
| Workpiece Length | 25000 mm | 15000 mm | 15000 mm |
| Assembly Speed (max stepless) | 6.5 m/min | 3.0 m/min | ~1.2 m/min (manual) |
| Positioning Accuracy | ±0.3 mm | not disclosed | ±1 mm |
What ±0.3mm buys you downstream
The 0.3mm positioning number is about 40% tighter than the 0.5mm benchmark used by AGT Robotics and MillerWelds for similar modern automated systems. It is 3.3× tighter than typical manual fit-up of 1mm.
±0.3 mm Aubrik AUB-HB
±0.5 mm Industry robotic typical
±1.0 mm Manual fit-up baseline
The downstream effect: less heat-induced distortion driving the gas shielding cycle, less straightening time, fewer shot-blasting passes.
The SAW misconception that limits competitor entry tiers
Submerged arc welding (SAW) has a reputation as a technology reserved for thicker steel. This is not accurate. MillerWelds data shows SAW processes web thicknesses down to 6mm. That is why the AUB-HB2000 starts assembling sections with 6mm web thickness — where competing solutions start at 10mm or higher.
6-Stage Auto-Assembly Process Map
STEP 01
Material Prep
Web + flange flatness, straightness, dimension audit. Burrs, rust, oil removed.
STEP 02
Auto Feed
Flange fixed on conveyor by transverse pressure wheels; web fixed by transverse + upper wheels.
STEP 03
Laser-Vision Align
Dual-camera positioning system, verticality verified to ±0.3 mm in real time.
STEP 04
Hydraulic Clamp
3× Rexroth units, 5–15 MPa adjustable, ±0.1 MPa accuracy, 8–10 yr field life.
STEP 05
16-Pt Spot Weld
40–50 mm spot length, 300–500 mm pitch, both sides simultaneously, stepless 0.5–6.5 m/min.
STEP 06
Inspect & Unload
Operator verifies cross-section, verticality, weld quality. 1–2 operators per machine.
H-Beam Auto-Assembly in Production — Customer Outcomes Across Steel Structure, Bridge, PEB & Heavy Machinery
Where the Aubrik installed base sits
The Aubrik installed base is weighted toward five export markets — Spain, Germany, Russia, India, and Brazil.
Customer plants span structural-steel factories producing building structures, bridge steel, large equipment frames, shipyard sections, and pre-engineered building (PEB) kits.
The downstream welding tolerance underlying these deployments is governed by AWS D1.1 (see USPTO US 8,074,359 on automated structural joint welding).
Customer audit pattern (consistent across markets)
Small-medium regional industrial customers specify the AUB-HB2000 with 6–8 week lead time. EU customers require the HB3000 with full CE documentation. US customers expect AWS D1.1 certification documentation packaged with the unit.
The H-beam Geometry Compatibility Matrix below maps each industry sector against the AUB-HB envelope, drawn from our 50-country installation data. It is the single most-used selection tool Aubrik engineers include with each 24-hour RFQ.
H-Beam Geometry Compatibility Matrix
| Industry | Typical Web Height | Typical Flange Width | Max Length | Thickness Extreme | Accuracy Required | Recommended AUB-HB |
|---|---|---|---|---|---|---|
| Steel Structure Workshops & Industrial Plants | 200–800 mm | 200–400 mm | 12 m | web 6–32 mm | ±0.5 mm | HB2000 |
| High-Rise & Stadium Construction | 400–1500 mm | 300–600 mm | 18 m | web 10–50 mm | ±0.5 mm | HB2000 / HB3000 |
| Bridge Engineering (Highway, Rail, Pedestrian) | 800–2500 mm | 400–1000 mm | 25 m | web 20–80 mm | ±0.3 mm | HB3000 / HB4000 |
| Heavy Machinery (Cranes, Excavators, Loaders) | 500–2000 mm | 300–800 mm | 20 m | web 15–70 mm | ±0.3 mm | HB3000 |
| Pre-Engineered Buildings (PEB) | 200–1200 mm | 200–500 mm | 15 m | web 6–25 mm | ±0.5 mm | HB2000 |
| Marine Platforms, Offshore Substations | 1500–3000 mm | 800–1500 mm | 25 m | web 40–100 mm | ±0.3 mm | HB4000 |
| Shipbuilding Hull Sections | 800–2500 mm | 400–1000 mm | 22 m | web 20–80 mm | ±0.3 mm | HB3000 / HB4000 |
PEB market economics — the only segment with public payback data
The PEB market is the only segment publishing operational payback figures openly. Metal Tree’s 2025 PEB-vs-traditional comparison estimates payback on a 5,000m² PEB warehouse at 23 months — nearly 7 months faster than the 30-month traditional construction payback.
PEB H-beam welding machines typically process 1,000+ tons of welded H-section per month — enough volume to justify the ROI. Modern beam welding lines combining AUB-HB output with downstream gantry SAW push 45+ kg/hr deposition and 2,000 tons of welded section per month with three operators.
23 months PEB warehouse payback (5,000m² reference, Metal Tree 2025)
30–50% Faster build vs traditional construction
2,000 t/mo Modern lines with AUB-HB + downstream SAW (3 operators)
Aubrik H-Beam Assembly Machine — ROI Reference Card (Silver Tier)
23 months PEB warehouse payback period (metaltree.in 2025, 5,000 sq.m reference)
30–50% Faster production vs traditional construction
35% Production efficiency improvement after automation conversion (2023 industry survey)
25% Defect rate reduction once manual fit-up is retired
15–20% Energy cost reduction from IE1-class motors
1–2 Operators per AUB-HB machine vs 5–6 typical manual
COMPLIANCE / SPECIFICATIONS

Aubrik H-Beam Welding Machine Manufacturer — ISO 9001, CE & AWS D1.1 Compliance
-
Quality management system, current edition
-
CE MarkingMachinery Directive 2006/42/EC compliance
-
AWS D1.1:2025Structural Welding Code §7.21 joint tolerance
-
EN 1090Construction Steel Execution downstream compatibility
-
IIW ReferenceInternational Institute of Welding integrity standards
Why Choose Aubrik Among H-Beam Welding Machine Manufacturers
The Chinese h beam assembly machine manufacturer shortlist usually narrows to half a dozen brands at the ISO 9001 + CE baseline. Our differentiators within that group: a public 0.3mm tolerance number, a transparent 3-tier capacity matrix, disclosed pricing tiers (see below), and 25 years of export experience across 50+ countries since 1999. We may not be alone on each single point — but the combination is ours.
Why every AUB-HB unit ships with the same five-tier compliance stack
All AUB-HB machines ship with the same five-tier compliance stack. No single market or region demands all five certs. But each major export market — EU, GCC, Eurasian, LATAM, ASEAN — requires a subset. Shipping one already-audited specification across markets cuts customs delays for every exporter.
SYSTEM PROCUREMENT
Procurement Guide — Pricing Tiers, Delivery & After-Sales for H-Beam Production Line Equipment
The published price envelope — and why it gets misread
The h-beam assembly machine price envelope runs roughly USD 10k–600k if you include full auto beam welding lines. That range gets poorly misunderstood. The lowest tier covers tabletop tacking units. The top tier covers fully integrated lines, not single assembly cells. Aubrik publishes tier pricing for faster RFQ screening — avoiding the typical 48-hour quote lag.
Price reference sources
Industry pricing reference data is drawn from publicly indexed sources — including the U.S. International Trade Administration and USPTO references (US 9,511,442) — to keep Aubrik quotes calibrated against the broader Chinese and global supplier market.
Budget Tier
AUB-HB2000
For workshop-scale operations — PEB lines, mid-size structural steel buildings, simple sheds. Workpiece web sizes 200–1,800 mm and length up to 15 m. Industry-typical standalone cell cost for this group.
USD 10–25k
Mid Tier
AUB-HB3000
For bridge and large machinery construction requiring greater capacity. Workpieces reach web sizes up to 2,500 mm and lengths up to 20 m. Standalone machines suitable for this group.
USD 30–80k
Enterprise Tier
AUB-HB4000
For very heavy H-sections — marine platforms, ship hull segments, large construction projects. Web up to 3,000 mm and length up to 25 m. Standalone cells start here; fully integrated lines can clear that band entirely.
USD 80–250k
Your personalised Aubrik quote reflects workpiece shape, native power grid voltage, customisation level, and chosen Incoterms.
Contact us for a quoteStandard lead time
60–75 days ex-works for standard AUB-HB units.
Custom lead time
Additional 30–45 days for OEM customisations — workpiece spec changes, regional power supply, control language, integration with existing roller table systems.
Voltage
Standard three-phase 380V / 50Hz; factory-configured 220V / 60Hz (North America) and 415V / 50Hz (South-East Asia).
Warranty
All-parts one-year free warranty. After-warranty maintenance available for life at 50% of standard market rates.
Common spares delivery
3–7 days international from Wuxi inventory.
Engineering support
All AUB-HB shipments include free on-site installation and operator training. 24-hour callback guarantee from one of our engineers globally.
SYSTEM / RESOURCES
Production Facility








SYSTEM UTILITIES
Engineering Sizing & ROI Calculators
Interactive technical utilities designed to calculate equipment specifications, estimate return on investment, and verify structural compatibility for automated H-beam production lines.
Selecting an h beam or an i beam is really down to the shape of the cross-section of the final member, not of the equipment. As wide, parallel H-beam flanges accommodate bending loads better than tapered I-beam flanges, automated H-beam assembly machine cells have taken over the structural-steel workshops, producing 25+m H-section members which become building columns, bridge beams, and tower members. The AUB-HB Series assembles both symmetrical and non-symmetric H-section in the specified capacities; smaller variants assemble typical I-sections.



