Get in Touch with Aubrik Company
Quick Specs
| Typical turnkey cost | $75,000 – $300,000 |
| Core processes supported | MIG, TIG, laser, spot, plasma |
| Typical RFP-to-production timeline | 4–6 weeks after delivery, plus vendor selection and commissioning up front |
| Governing safety standard | ANSI/A3 R15.06-2025 (2025 US adoption of ISO 10218) |
| Next step | Run the 4-Phase Rollout Blueprint before you request a quote. |
Robotic welding systems are automated cells that pair a multi-axis robot arm with a welding power source to join metal parts without a hand on the torch, and they have undergone a real transformation across the welding industry: what was once an automotive-OEM-exclusive luxury is now viable for job shops with a dozen welders. Compact cells now start around $75,000, and the ongoing welder shortage has pushed many shops to seriously consider welding automation, not just the large, high-volume welding robot lines, but smaller, easy-to-use cells sized for a dozen-person shop. (Updated July 2026.)
Robotic welding systems are engineered assemblies of a multi-axis robot arm, welding power source, controller, and safety enclosure, built to automate MIG, TIG, laser, or spot welding (the price of a typical turnkey setup ranges from $75,000 to $300,000).
- The biggest single knowledge gap for buyers isn’t hardware, but rather how to evaluate a systems integrator – a fact even integrators themselves tend not to explain on their Websites.
- Typically, full production setup will take anywhere from four to six weeks, rather than the single-day timeline one might expect when reading “plug-and-play” marketing material.
- A new robot-specific credential, the AWS’s CRAW certification, is available to support weld as a parallel to, rather than a substitute for, the AWS’s CWI credential, which remains the certification requirement for weld.
- A turnkey system typically costs $75,000-$300,000 (the robot arm alone costs far less than a third of that price.)
- Based on BLS data, an average of 45,600 job openings are predicted in welding annually, but these will mainly be replacements rather than net growth in jobs.
What Counts as a Robotic Welding System
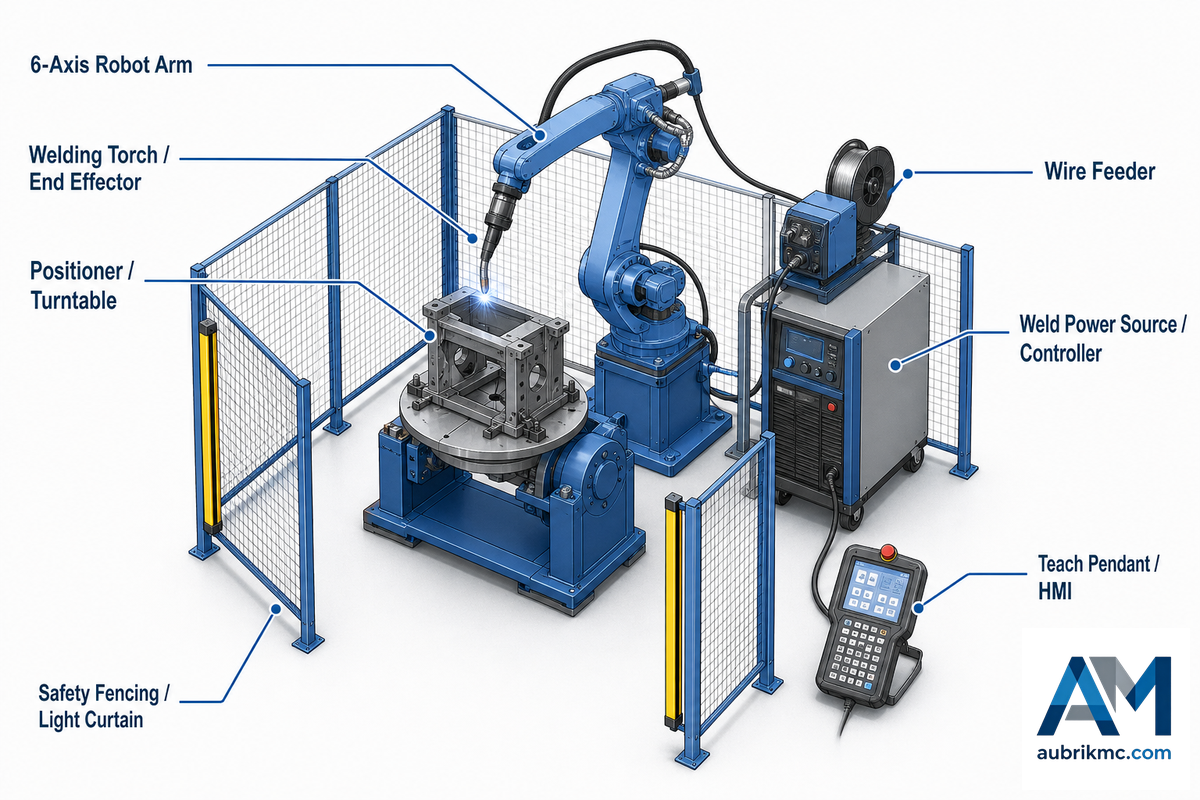
At its most fundamental, a robotic welding system can be defined as a programmed robotic tool that joins two pieces of metal without the operator touching the welding torch; however, such a description misses the complexity needed for a shop handling repetitive welding tasks every single shift. Rather than a single machine, a robotic welding system integrates five to six different components.
📐 Essential Elements
A functional cell includes a multi-axis robot arm, welding power source, welding torch or laser head, controller, safety enclosure, and fixturing that allows a part to be placed consistently in a repeating orientation.
💡 Pro Tip
If even one of these components is missing, all you will have is a robot arm with a torch screwed to the end, not a system capable of consistently maintaining the same tolerances shift after shift.
This distinction matters when receiving quotes. Some robotic welding equipment suppliers quote the robot arm and power supply, only adding the fixturing and programming later as “change orders” to be billed after the purchase order has been submitted. OSHA’s guidelines for the industrial robot arm and its surrounding systems even stipulate that controls and sensors connected to the arm must be considered part of the evaluated equipment rather than only the arm itself.
📐 Spec Check
Insist that a supplier use the same perspective when quoting-specifically, requesting a breakdown of all attached sensors and equipment, instead of broadly referring to all hardware as the “robot system.” Standard specifications for this equipment class include repeat positioning of 0.02-0.03 mm, a payload of 3-25 kg, an IP rating of IP65 to IP67, and power consumption of 380 VAC (±15%) three-phase, which should be confirmed with your shop’s facilities before finalizing your purchase.
| Component | What it does |
|---|---|
| Robot arm | Moves the torch or laser head through the programmed weld path |
| Power source | Supplies the welding current/voltage for MIG, TIG, laser, or plasma |
| Controller | Runs the motion program and coordinates it with the power source |
| Fixturing | Holds the part to a repeatable tolerance the robot can trust |
| Safety enclosure | Interlocked guarding, light curtains, and e-stops around the cell |
| Sensors | Seam-tracking, collision detection, and part-presence checks |
Three paths to a ready cell – the standalone robotic welding machine, a pre-engineered robotic welding cell, or a fenceless cobot welding setup – all answer the list above differently. If you’re not sure yet which of the three your parts fit into, our robotic welding machine buying guide walks through the RFQ-scope checklist more than we need to repeat here. This article picks up after that decision: how to budget for the project, vet the builder, and make it run.
Which Welding Process Fits Your Parts
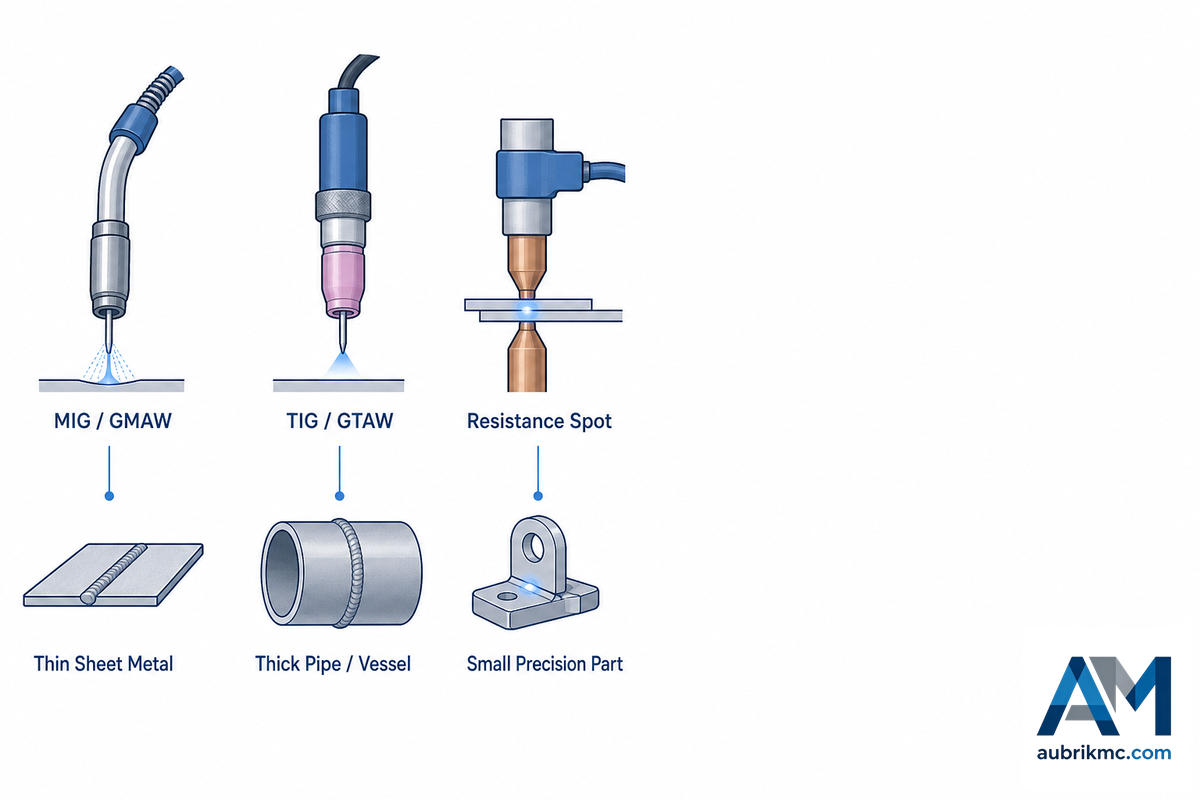
Several types of robotic welding exist, and the right one depends on your parts more than your budget. MIG suits repeatable steel fabrication and covers the widest range of material thicknesses, TIG handles stainless and thin or cosmetic welds, spot welding fits high-volume identical joints, and laser fits tight-tolerance work. Material, joint access, and heat sensitivity narrow the choice fast.
Which Type of Welding Is Used in Automobile Manufacturing?
automotive auto body-in-white predominantly uses robotic resistance spot welding, because weld locations repeat with high volume on identical parts. Arc, laser, and other processes still turn up for brackets, frames, battery trays, and exhaust parts after process testing determines compatibility. Outside of automotive the same rule of thumb holds: low-variation, high-repetition joints favor spot welding, and anything with higher part-to-part variation tends toward arc or laser.
💡 Pro Tip
Choose your process before you choose your robot, not after. Your best process depends on three factors: material thickness, access to the joint, and tolerance for heat distortion. Fume and gas exposure also varies by process, per OSHA’s welding hazard guidance, which is one more reason a properly enclosed robotic cell can be an easier sell to your safety team than a manual bay.
Not all robotic welding processes carry over well to automation. Gas metal arc welding – commonly called MIG, it’s the most widespread metal-arc welding process on the factory floor – remains the easiest jumping-off point for facilities moving from manual welding to an automated welding process. Stick welding, by contrast, rarely makes the jump, since the manual electrode change it requires don’t translate well to a robotic cell.
| Process | Often fits | Watch first |
|---|---|---|
| MIG (GMAW) | Repeatable steel fabrication, frames, brackets | Wire feeding, gas coverage, fit-up gap |
| TIG (GTAW) | Stainless, aluminum, thin material, cosmetic welds | Cycle time, torch angle, shielding-gas consistency |
| Laser | High-speed, low-distortion sheet metal | Joint fit tolerance, enclosure, capital cost |
| Spot | Sheet-metal assemblies, automotive-style stacks | Electrode access, clamp force, stack thickness |
Weld quality will also shift based on the process. Robot arc welding regularly holds repeatability within a few hundred microns, and can maintain higher arc-on time than a manual welder would manage during a shift – a robot doesn’t have to stop to reset, reposition, or rest. TIG with a tungsten electrode remains the best route to a cosmetic weld, making it the process of choice for welding thin stainless steel or aluminum parts of the variety used in both aerospace and food-grade fabrication.
±0.03mm
Typical robotic arc-weld repeatability
85–95%
Arc-on time vs. 25–35% manual
laser welding compromises this flexibility with stricter demands for fixture tolerance: a gap a MIG torch wouldn’t even blink at could result in a defective laser weld. Resistance welding, such as spot welding – the preferred method in automotive industry – produces high-quality welds with volume that manual welding can’t touch. When comparing MIG welding to a switch to laser strictly on speed, first assess your fixture budget, then your process-and if you’re currently stick- or TIG-welding lower volumes, assume learning curve issues will outstrip process choice when volumes ramp up.
Who Makes Robotic Welding Systems: The Vendor and Hardware Landscape

The buyers who get most excited about this market usually mean to say either the machine builders, or the system integrators that transform an arm into a ready cell. Yaskawa Motoman, FANUC, ABB, KUKA and OTC brand names are all robot arm makers-many offer welding specialized product lines, but the arm alone isn’t a ready cell.
💡 Pro Tip
Lincoln Electric, Miller, and Fronius, in contrast, are primarily power source makers who team up with arm makers (Motoman lists direct integrations with Lincoln, Miller, Fronius and OTC power sources), or sell their own pre-built cells off the shelf.
| Vendor | Class | What they primarily sell |
|---|---|---|
| Yaskawa Motoman | Robot arm manufacturer | Welding-specific AR-series arms, ArcWorld pre-engineered cells |
| FANUC | Robot arm manufacturer | Arc-welding-optimized arms plus CRX cobot line |
| ABB | Robot arm manufacturer | General-purpose arms with arc/laser welding packages |
| KUKA | Robot arm manufacturer | General-purpose arms, integrator-assembled welding cells |
| OTC (Daihen) | Robot arm + power source | Integrated arm-and-power-source welding systems |
| Lincoln Electric | Power-source manufacturer | Welding power supplies; partners with multiple arm brands |
| Miller | Power-source manufacturer | Welding power supplies; partners with multiple arm brands |
| Fronius | Power-source manufacturer | Welding power supplies; partners with multiple arm brands |
| Universal Robots | Cobot arm manufacturer | Fenceless collaborative arms, paired with a welding-package partner |
| Independent integrators | Integration layer | Fixture design, programming, safety validation, commissioning — usually 1-2 robot brands each |
Aubrik builds in the robot-arm and pre-engineered cell category – machines, ready-to-weld cells, and cobot packages across MIG, TIG, laser, spot, and plasma – and that’s disclosed here because it’s relevant context, not because this guide is trying to sell you one. Vendor-neutral landscapes exist precisely because whichever route you take, you’re choosing between a hardware manufacturer and an integrator layer, and most vendors only sell one or two robot brands each.
💡 Pro Tip
That one-or-two-brand pattern is worth knowing before the next section, because it directly shapes how you vet whoever ends up building your cell.
Cobots – collaborative robots built to work alongside a human operator without a fence – deserve a separate note here rather than a full breakdown of welding cobots as a category. Among robotic welding solutions, they trade payload and raw speed for fenceless operation and hand-guided programming, which fits high-mix, low-volume shops especially well; a programmable arm that a welder can teach in twenty minutes is a different buying decision than a caged industrial robot. If cobots are your likely route, our cobot welding guide covers ISO/TS 15066 compliance and a 4-signal fit check for these welding solutions in more depth than fits here.
Building the Business Case: Budget, ROI, and Organizational Readiness

Advantages of robotic welding over manual welding show up clearest in high production environments, where efficiency and precision in welding operations matter more than any single skilled hand’s daily variability – and it’s also why so many shops are automating around today’s labor shortages instead of chasing productivity alone. Those benefits of robotic welding only show up on the P&L, though, if the organizational side is handled as carefully as the mechanized programmable tools themselves. Most robotic welding guides frame “readiness” around the part – fit-up, tolerance, fixture hold – but that’s not the whole question.
📐 Engineering Note
Budget in three layers, not one: the hardware quote, the integration labor (fixturing, safety validation, programming, commissioning – often the largest line item once you add it up), and lifecycle support (spares, service response time, software updates). Any quote that only lists robot-arm hardware isn’t a system quote yet.
A shop can have perfect part-level readiness and still blow the budget or the timeline on a robotic welding project, because nobody defined who owns the programming, who approves change orders, or what happens when the cell has a six-week wait instead of the same-day start the sales deck implied. Organizational readiness comes down to four questions a shop should be able to answer before requesting a quote, not after:
- 1. Who approves budget changes if the fixture need a redesign mid-project?
- 2. Who owns programming and fault recovery once the integrator leave the floor?
- 3. Which two employees will run the cell long enough to train the next operator?
- 4. What’s the shop’s tolerance for a 4-6 week ramp before full production, not same-day output?
That fourth point is where many budgets go sideways. If your production schedule relies on “the robot arrives Monday and we’re running at full output by Wednesday,” you’re planning around the marketing narrative rather than actual experience of the industry itself. Trade press coverage for first-time robotic cell buyers always references a four to six-week ramp from delivery to full production-and notes the need to be prepared for some delays during that ramp.
Cost Reality Check
System integrator quotes typically range from roughly $25,000 to $300,000+ for advanced, turnkey cells, with $75,000-$150,000 being the most frequent figure cited for a standard cell, although there isn’t a government-audited price index for the segment. Robot-arm hardware itself is usually less than one-third of this figure, with the rest accounted for by fixturing, safety systems, and integration labor, which is why a hardware-only price can significantly understate the actual project cost.
Capital committees don’t generally consider robotic welding requests in isolation, they compete with other industrial automation equipment on budget such as material handling, inspection systems etc. A welding cell’s business case usually wins when it’s framed around a labor problem a shop currently can’t fix by hiring, rather than generic marketing pitches; finance departments have heard “this will make us more efficient” from every supplier in the building but “we can’t find the welders we need at any price” is a constraint, not a selling point. System integration and part variations during ramp are to be expected, and not indications of project failure, and while our welding ROI payback calculator can provide a budget estimate for a given part family and volume, it isn’t a substitute for readiness planning as outlined above.
The 4-Phase Robotic Welding Systems Rollout Blueprint
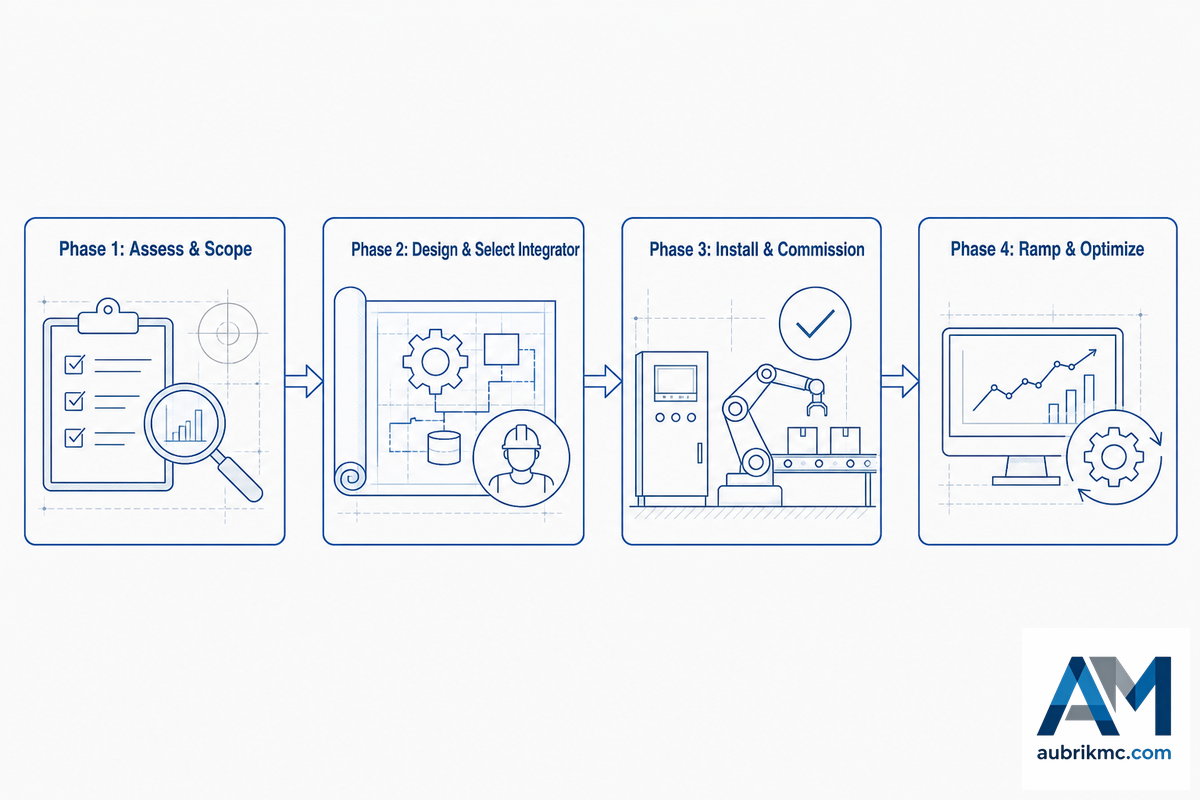
The 4-Phase Robotic Welding Systems Rollout Blueprint divides the pathway from decision to production into four phases with unique owners and realistic timelines, drawn from how trade magazines describe first-time buyers going through an actual transaction rather than a “plug-and-play” pitch. Teams planning a new robotic welding cell for the first time tend to underestimate phase 2 the most, and phase 3’s safety validation is not optional paperwork; OSHA’s robotics standards treat the whole cell, not just the arm, as the equipment under review.
| Phase | What happens | Who owns it |
|---|---|---|
| 1. Assess & Scope | Confirm part-family repeatability, fixture concept, process choice, production volume | Your team |
| 2. Budget & RFP | Get 2-3 competing quotes with identical scope; check references, visit a live install | Your team + candidate integrators |
| 3. Select & Commission | Factory trial run, safety validation against ANSI/A3 R15.06, on-site install, operator training | Integrator, with your operators embedded |
| 4. Scale & Expand | Ramp to full production, tune cycle time, plan for a second shift or part family | Your team |
The first phase uses much of the organizational planning outlined above to determine which party is responsible for programming, what you expect during a multi-week ramp up to actual operational readiness, before it actually becomes a deadline. It’s worth taking your time during Phase 2. Trade media advise potential cell purchasers that they shouldn’t use price alone, and should take references, and travel to visit the systems in operation at past installations, not just a video demo.
💡 Pro Tip
With a part mix that isn’t perfectly identical, it is important during phase 2 to find out if the cell uses a combination of seam-tracking sensors (guided by machine vision), and offline programming software to compensate without requiring a human re-teach for each weld path.
This is where safety validation needs to live – not as a retro-fit. AWS D16.3’s risk-assessment guidelines for robotic arc welding and the 2025 update to ANSI/A3 R15.06 both outline safety review as a scoped step in the commissioning process, not something folded into “installation” – task-based risk assessment, guarding, and for collaborative setups, the force-limiting checks required for fenceless use. Don’t assume “installation” covers it and don’t skip this: ask your integrator to step through this piece.
“A robot cannot maintain a good weld unless the parts are held to a tolerance of about half the weld wire diameter. If that’s not sorted out at the start, it causes a lot of downstream problems, sometimes the shop ends up doing more reverse-engineering of its own fabrication process than it expected.”
This is the only real answer to the question earlier of whether your shop is ready – two seasoned operators (not just one) during the commissioning process means that when the next job or shift rolls around, there’s already somebody on the shop floor that can train the next hire without the integrator coming back on-site.
Direct From the Manufacturer or Through an Integrator? The 7-Question Vetting Checklist

This question is why this guide was written. Searching “robotic welding systems” will result in the vendor product pages, process explainers and cost breakdowns, but little information about vetting the integrator that will build and support the cell.
💡 Why This Checklist
Even integrator sales pages seldom explain how a buyer should evaluate one. Built upon proven buyer guidance rather than a single vendor’s sales process, the 7-Question Integrator Vetting Checklist below can provide a helpful framework.
| No. | Question | Why it matters |
|---|---|---|
| 1 | Which robot brand(s) do you sell, and why that one for my part? | Most integrators carry only 1-2 brands — the “right” answer may depend on which brand they sell |
| 2 | Can I call 2-3 references and visit a live install? | A confident integrator sets up plant visits; a hesitant one is a signal |
| 3 | Is your team RIA/A3 Certified Robot Integrator status current? | A3’s certification requires an on-site audit and 2-year renewal — a checkable, non-marketing credential |
| 4 | What’s included in the quote — fixturing, safety validation, training, spares? | Hardware-only quotes routinely undersell the real project cost |
| 5 | What’s the warranty split between you and the equipment manufacturers? | Integration-related faults and component faults are often warrantied by different parties |
| 6 | Will you run a trial at your facility before delivery, tooling included? | Catching integration bugs at the integrator’s shop is cheaper than catching them on your floor |
| 7 | How will you train two of my operators, not just one? | A single trained operator is a single point of failure if they leave |
I specifically call out the question below because it offers the most concrete and checkable answer of the list. A3 (the Association for Advancing automation), formerly the robotic Industries Association, offers the industry benchmark for robotics system integrators. It’s called Certified Robot Integrator and is based on a documented, two-year validity, on-site audit, hands-on testing of key personnel, and safety training-which has been on the books since 2012 for good reason.
💡 Pro Tip
Even organizations like Boeing Research & Technology’s robotics group, who has gone through the process themselves, is an indication of how seriously buyers consider the credential.
Regarding the direct versus integrator question itself, when considering the total costs associated with the project (which includes fixture design, safety validation and the labor of commissioning), purchasing directly from a robot manufacturer may not necessarily be less expensive because those costs will exist regardless of whether the manufacturer’s internal applications team or a third-party integrator provide them. Here’s a more scenario-based perspective to consider rather than a one-size-fits-all answer.
✔ Direct from manufacturer may fit when…
- If you’re going to be using a manufacturer’s ‘standard package’ part that has very simple single-process features.
- The manufacturer has a strong local applications/support presence
- If you’re expanding a robot installation using the same manufacturer as already exists on the floor.
⚠ An integrator may fit when…
- If you’re expecting to do a wide variety of parts and materials and that necessitates varied fixtures and processing capabilities.
- You need custom fixturing, positioners, or multi-station layouts
- If this is the very first robotic cell in your facility and you want one neck to choke, in the parlance.
Whichever direction you go, our automation route selector will help you sort out the machine-vs-cell-vs-cobot decision that’s below the direct-vs-integrator decision – the two are intertwined, as not every integrator sell every robot class.
What Changes for Your Welders: Certification and Workforce Transition

⚠️ Common Misconception
“Robots replace welders” is the single most common misconception about this conversation, and not true for most shops in the process of changing over. Instead, there is a role-shift. A current human welder moves into the role of the robot operator, programmer, or process owner – learns the cell programming software, picks up the programming skills required – and the most-important credential changes, along with one genuinely new one.
AWS D1.1 weld-acceptance requirements and Certified Welding Inspector (CWI) sign-off aren’t dispensed with if a robot is doing the welding; there’s still someone whose role is to ensure that the weld is in conformance with the print – that this is a quality inspection function rather than a welding-technique function. New in this picture is the American Welding Society’s Certified Robotic Arc Welding (CRAW) credential, built for individuals setting up, programming, and servicing robotic welding equipment.
| Credential | Who it’s for | Prerequisite |
|---|---|---|
| CRAW-O (Operator) | Programs and runs the robotic cell day to day | 6 months manual/semiautomatic arc welding + related occupational experience |
| CRAW-T (Technician) | Responsible for weld quality across the plant/department | Same as CRAW-O, plus a current AWS CWI certification |
The prerequisite is the important part of that: To be eligible to become a CRAW-T candidate, one must be already CWI certified. CRAW doesn’t replace weld quality-inspection – it’s an extra robot-centric layer added on top. Robot programming and logic represent 20 percent of the written exam, with safety (12%) and welding processes (15%), per AWS’s own QC19 specification for the CRAW exam (D16.4 is a separate, related AWS standard covering robotic arc welding personnel qualification more broadly, not the exam weighting itself).
💡 Pro Tip
So, if you’re planning to transition, identify which current welders have any desire to learn programming (not all do!), then budget for welder training toward CRAW-O eligibility when the equipment is commissioned, and keep your existing CWI certified inspector; the automation just changes the welding personnel, not the signatory.
Ohio metal fabricator Raymath is a documented example of this role-shift working in practice: its own manual welder, with no prior robotics background, was trained on a cobot welding cell’s teach pendant and became the operator running it, part of a transition the Department of Labor’s own occupation listing for robotic welding machine operators already anticipates. Raymath’s four-cell rollout is also a useful gut check on timelines: it went from first hands-on trial to a signed purchase order the same day, though most shops without that integrator relationship close by should still plan around the multi-week timeline covered above.
Industry Outlook: What’s Changing in Robotic Welding Systems
While the pressure for labor has forced a change in adoption patterns before in the welding sector, the push to modern welding technology is unlike past transitions in its scale. Shops that a few years ago were running one level of welding tech are running quite a different generation today, and the compounding efficiency gains from that tech generation to generation continue to accelerate.
Why the Welder Shortage Is the Real Driver
Market-size isn’t the driver for robotic welding, today; it’s the welding labor pipeline. The Bureau of Labor Statistics expects that jobs for welders, cutters, solderers and brazers will grow only two percent between now and 2034, and most of that increase will come from workers retiring or leaving the sector, not from net job growth. BLS is also blunt: the use of automation technology could eventually limit job growth for these workers overall.
2%
Projected welder employment growth, 2024–2034
45,600
Average annual openings — mostly replacement, not growth
And that – a shrinking pipeline for new welders plus replacement job openings, but no growth – means something is fundamentally changing how buyers make purchasing decisions. Where once shops might have staffed their way through a boom quarter, today they’re more likely to issue formal integrator RFPs, as reliably staffing is no longer guaranteed; the approach is changing from informal vendor sourcing toward more formal validation processes, as is detailed in previous sections of this guide.
Why Market-Size Numbers Don’t Matter Much Here
Market-size numbers for robotic welding are worth noting just for context, and a caveat: different third-party market researchers report meaningfully different numbers for the same period-mid-single-digit billions for 2024-2025 growing into the low double-digit billions by the early 2030s, depending on the report and the methodology (shipments vs. installations vs. operational stock aren’t apples to apples) you’re reading.
💡 Pro Tip
Treat any given CAGR number as directional, not a fixed point. If you’re planning a project for 2026, get started on integrator RFP process a few months earlier than you might have a year or two ago; regional integrators with a strong reputation are busier and the four to six weeks rampup described above only adds to any queue ahead of you.
Frequently Asked Questions
What is a robotic welding system?
View Answer
A robotic welding system pairs a multi-axis robot arm with a welding power source, controller, safety enclosure, and fixturing to automate MIG, TIG, laser, spot or plasma welding. The robot arm alone is not a complete “system” — budget for the controller, safety enclosure, and fixturing as well, since the cell cannot run without them.
How much does a robotic welding system cost?
View Answer
Buyers searching “robotic welding systems price,” “robotic welding machine price,” or “best robotic welding systems” all tend to land on roughly the same range. Data from numerous system integrators coalesce to approximate $75,000 to $300,000 for a turnkey cell, although there is no government-audited price index for this category. Again, treat a specific vendor’s estimate as directional. Hardware only (the robot arm itself) tends to represent less than one-third of the total cost; the remainder is allocated to the fixtures, guarding and integration. Always request itemized quotes from at least two integrators specifying the same scope before attempting to budget for a cell.
Do I need a system integrator, or can I buy direct from the manufacturer?
View Answer
Price isn’t the only determinant; part complexity plays a role too. Buying direct can make sense for single-process parts with less complexity, as they are typically sold in packages. This also makes sense if you’re looking to extend the production life of a line with another robot machine in the same family you’re already using. If you have multiple parts or complex fixtures, an integrator is usually the best approach. Or, for your first cell purchase, a vendor will assume all the responsibility. Whichever route you take, review the checklist of seven questions before making a purchase; be sure to confirm that any integrator you are considering is a A3/RIA Certified Integrator.
How long does it take to deploy a robotic welding system?
View Answer
Allow four to six weeks for your new cell to reach full production after the vendor has delivered and commissioned it; the initial selection process takes longer than that, too. Understand that you’ll experience hiccups during this startup phase. Integrating your new machine is likely to reveal software glitches and variations in your parts, and this is to be expected; it does not necessarily mean that you have a lemon.
What certifications do my welders need once we automate?
View Answer
Remember that you still need to ensure that the parts you produce meet AWS D1.1 and pass CWI approval, even if you have automated the welding process with a robot welder. The addition here is the new CRAW certification from AWS, a new requirement that the welder/programmer must pass before operating the robotic cell.
Will robotic welding replace my welders?
View Answer
For the most part, no, it doesn’t eliminate the job, it just changes the welder’s function. Because the skilled welder already understands what makes for a good weld and where a joint might fail for the robot, he or she will likely be the strongest applicant for the cell operator or programmer role. BLS figures corroborate the high-level view too: the outlook for welding employment through 2034 is just 2 percent, and most openings in the field are for workers retiring or leaving their positions-not because fewer skilled people are needed.
Daily activity changes, but the need for a welding expert doesn’t.
Why We Write This
Aubrik makes robotic welding machinery, cells and cobot packages. That’s why we’re not a neutral observer on the “buy-direct vs. integrate” question addressed in this guide.
That’s also precisely why we’ve framed the integrator review portion as a checklist to be completed by buyers and not as a sales document. One place we’ve struggled to find a direct answer to is “how do I assess someone building this for me?” Reviewed by the Aubrik technical team.
References & Sources
- Robotics StandardsOccupational Safety and Health Administration
- Welders, Cutters, Solderers, and Brazers Occupational OutlookU.S. Bureau of Labor Statistics
- A3 Certified Robot Integrator ProgramAssociation for Advancing Automation
- Certified Robotic Arc Welding (CRAW) ProgramAmerican Welding Society
- What Is ANSI/A3 R15.06-2025?American National Standards Institute
- ISO 10218-1: Safety Requirements for Industrial RobotsInternational Organization for Standardization
- D16.3, Risk Assessment Guide for Robotic Arc WeldingAmerican Welding Society
- Choosing the Right Robotic Weld Cell for Your OperationThe Fabricator (FMA)
- Is Your Shop Ready for Robotic Welding?The Welder (FMA)
- System and Architecture for Providing a Modular Intelligent Assist DeviceUS Patent 6,928,336 B2
Related Articles
- Robotic Welding Cell Guidedecision framework for pre-engineered welding cells
- Manual vs. Robotic Breakeven Analysisfind the volume threshold where automation pays off
- Metal Welding Services Guidecontract welding options while you evaluate automation



