Get in Touch with Aubrik Company
Updated July 2026.
Cobot welding is the use of a force-limited collaborative robot arm to perform welding tasks on the shop floor next to your welders, instead of behind a safety fence. That single design choice is why a technology that barely existed before 2017 is now showing up in high-mix fabrication shops that never had a robotics budget before. This guide walks through what a welding cobot actually is, which processes it handles well, where it loses to a full industrial robot, what it costs, and a 4-signal framework for deciding whether your shop is a fit.
Quick Specs
| Typical payload | 5-30 kg (cobot arm only, excludes torch/tooling) |
| Typical reach | ~1.0-1.9 m |
| Weld processes supported | MIG (GMAW), TIG (GTAW), plasma, laser, spot |
| Typical system price | $50,000-$150,000 packaged; $150,000-$225,000 multi-process/external-axis |
| Arc-on time gain | ~10-40% manual to ~60-85% automated |
| Governing safety standards | ISO 10218-1:2025 / ISO 10218-2:2025, ANSI/A3 R15.06-2025, plus welding-specific OSHA rules |
What Is Cobot Welding?

A cobot welding setup — sometimes called a collaborative welding robot — pairs a collaborative robot arm with a welding power source, torch, and simplified control software. The defining difference from a conventional industrial welding robot is the safety architecture: force- and speed-limiting sensors let the arm work in the open shop, without the fenced cell a traditional 6-axis robot requires.
Most welding cobots carry a 5-10 kg payload; heavier-duty models now reach 30 kg. Collaborative welding trades some of that raw capacity for a setup a welder can teach directly, adjusting weld parameters from a tablet instead of writing offline code.
Four parts make up a complete cobot welding system: the collaborative robotic arm itself, a MIG/TIG/plasma/laser power source and welding power supply wired into the arm’s control software, sensors for collision detection and (optionally) seam tracking, and a teach interface that lets a welder record a weld path and run welding operations in minutes rather than writing robot code.
What Is a Cobot in Welding?
View Answer
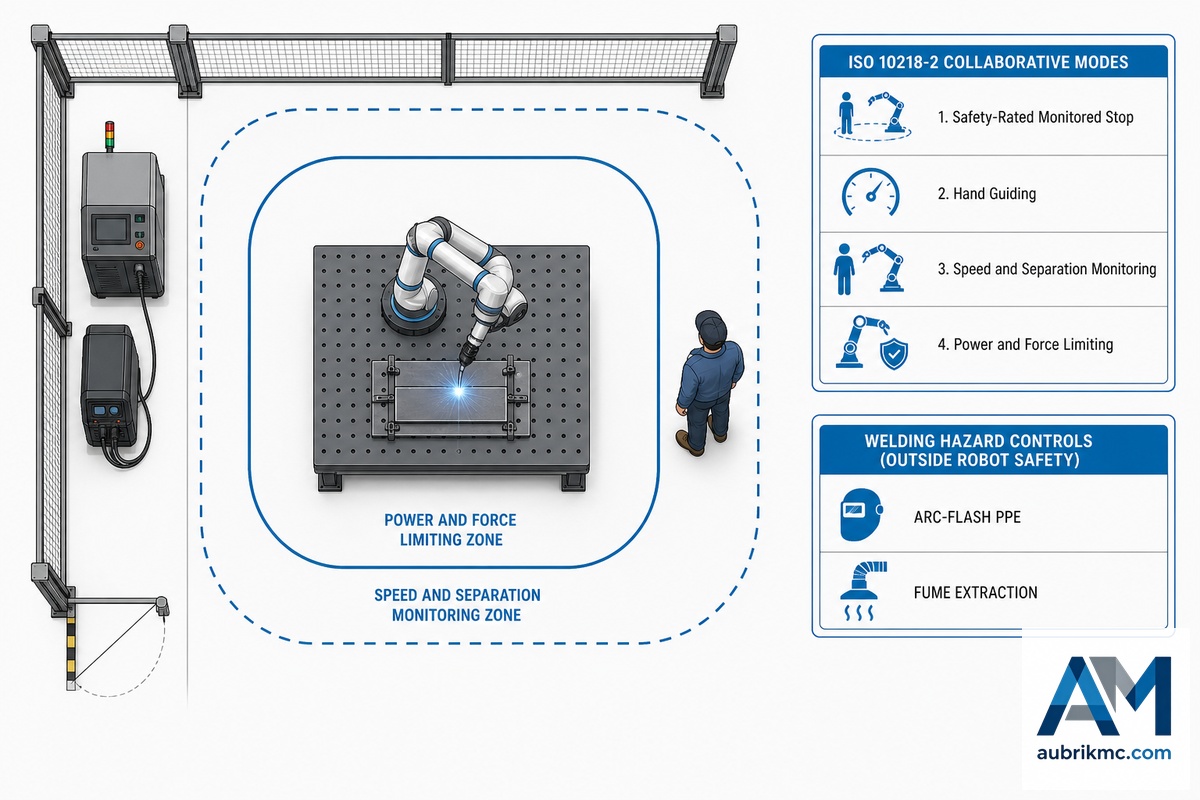
A cobot in welding is a collaborative robot arm – typically 4- to 6-axis, 5-30 kg payload – fitted with a welding torch and connected to a standard MIG, TIG, plasma, or laser power supply. Under ISO 10218-2:2025, collaborative operation covers four recognized modes: safety-monitored stop, speed-and-separation monitoring, power-and-force limiting, and hand guiding. Welding cobots most commonly rely on power-and-force limiting combined with hand guiding for programming, which is why they can share floor space with people instead of sitting behind a cage.
Buying your first cobot means picking among several cobot models, from entry-level arms to heavier units like the FANUC CRX cobot line, and matching one to the welding skill level already on the floor. Picking the wrong payload class is an expensive mistake: a shop that under-buys on a 5 kg arm for parts that need heavier fixturing routinely eats a 30-day delay swapping components, and the risk rarely shows up at the arm — it shows up at the fixture, because inconsistent part fit-up trips the same collision-detection sensors that make the cobot safe in the first place. That trade-off is exactly why ISO 10218 risk assessments and factory acceptance testing exist before a cell goes live. The shops that benefit most share a profile: high-mix, low-volume production where changeovers happen weekly or daily, not quarterly — repetitive enough to justify automation, varied enough that a fixed industrial line would sit idle between jobs. A structural steel fabricator running 40 different bracket designs a month, or a sheet metal shop building small batches of enclosures, fits this profile far better than a plant running one weld joint 10,000 times a shift – that volume favors a dedicated high-speed industrial cell instead. Shops that aren’t ready to buy equipment at all still have a middle option: contracting out to a metal welding services provider for overflow work while they evaluate automation.
Which Welding Process Fits a Cobot: MIG, TIG, or Laser?
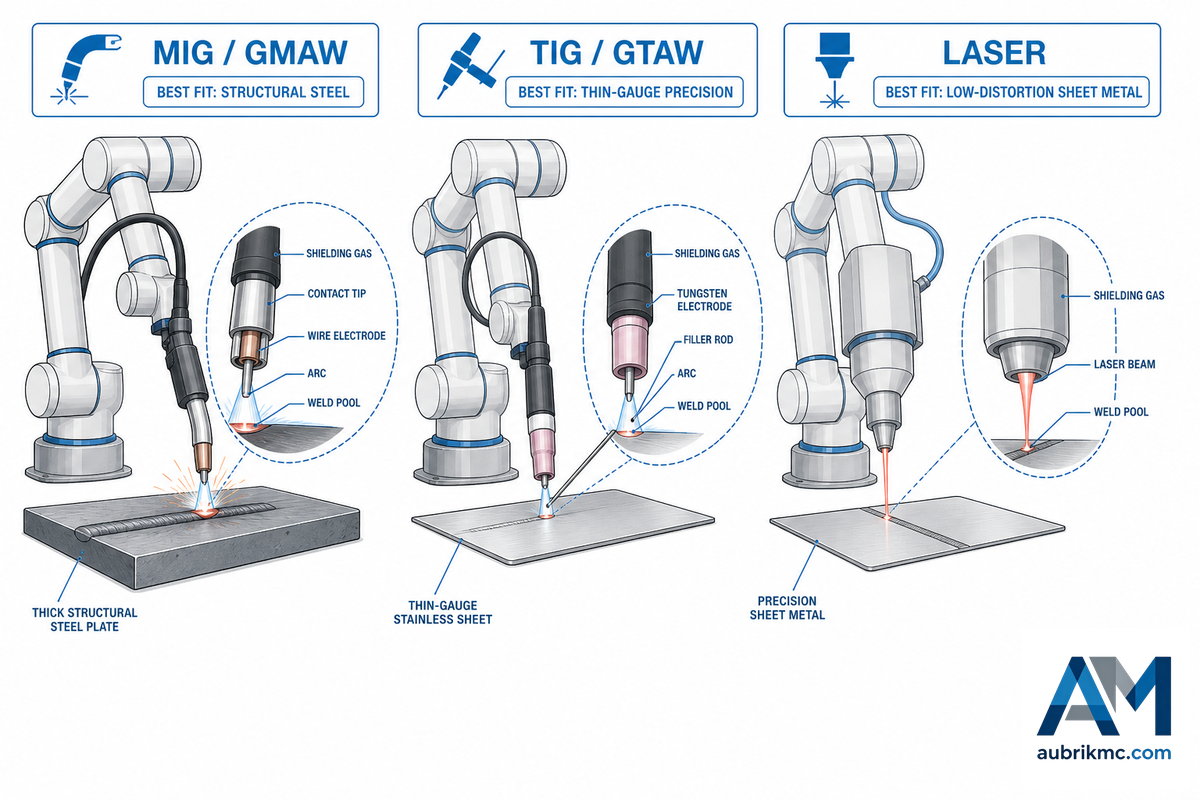
Not every welding process transfers cleanly to a cobot platform. Thick-section structural MIG and high-precision laser welding cobots place different demands on payload, torch cooling, and path accuracy than light-gauge TIG welding work, so process fit is a real selection variable, not a footnote.
Automated welding technology has moved fast enough that even repetitive welding jobs once considered too fiddly for a cobot — multi-pass structural joints, for instance — are now realistic candidates on the heavier-payload models. Early cobot welding systems could only manage simple joints; today’s cobots can handle far more, and laser welding systems and laser welding cells in particular have gone from a novelty to a mainstream option in the space of a few years.
| Process | Best fit | Fit consideration |
|---|---|---|
| MIG (GMAW) | Structural steel, brackets, frames | Most common cobot process; water-cooled torches now support heavier duty cycles than early air-cooled models |
| TIG (GTAW) | Thin-gauge, stainless, aerospace-grade joints | Precision-favored but slower; sensitive to shielding-gas flow consistency |
| Laser | High-precision, low-distortion sheet metal | Tightest fixture-tolerance requirement of the three; newest cobot category |
| Spot welding | Automotive-style sheet assemblies | Lower payload demand; common secondary process on multi-process cells |
💡 Pro Tip
Shielding-gas sensitivity is a real cobot variable, not just a manual-welding concern – practitioners report that higher argon content can worsen bead appearance and weld quality on automated systems, so a process qualified for manual welding still needs its own parameter check once it moves to a cobot, and ventilation still has to meet OSHA 1910.254 regardless of who or what is holding the torch.
Traditional 6-Axis Robotic Welding Versus Cobot Welding
A cobot isn’t just a smaller, less expensive, welded robot cell – it’s a different tool for a different pattern of production. Traditional robotic welding — 6-axis robot welders running behind a fence under ISO 10218-1:2025 — is better suited to raw speed, payload (typically 50+ kg), and duty cycle, the reasons you’d still run a fenced industrial cell in a high-volume, single-part environment. Advanced collaborative welding robot models are closing that gap, but a traditional robotic cell still outperforms on sheer welding output. Cobots, in exchange, excel at changeover time, floor footprint, and the ability to program a new weld path by hand-guiding in minutes instead of using offline programming software.
✔ Advantages
- No fencing required. Force/speed limits allow sharing the floor space.
- Hand-guiding makes programming simple for welders, not engineers.
- Redeployable between jobs in the same shift
- Improved arc-on time (approx 10-40% manual up to 60-85% automated).
⚠ Limitations
- Lower payload and reach than full industrial robots
- Slower cycle time on high-volume, single-part runs
- Rigid fixturing is still necessary – a cobot can’t “hold” the part like a human welder.
- Force-limited speed can cause stops on complex parts – a detail vendors don’t highlight much.
What Are the Disadvantages of Cobot Welding?
See Answer
Downsides are lower speed/payload than a big industrial robot, sensitivity to part consistency and fixturing, and limited process windows for multi-pass/heavy welds. A welder described complex parts this way on a forum: knowing “exactly where the joint is” is an “extra variable” that “big, heavy, rigidly programmed robots can usually handle with better consistency.” That said, these aren’t flaws that prevent a cobot from being the right choice-they define the production profile (high mix, low-medium volume, consistent parts) that benefits most.
Cobot Welding System Landscape: What’s on the Market
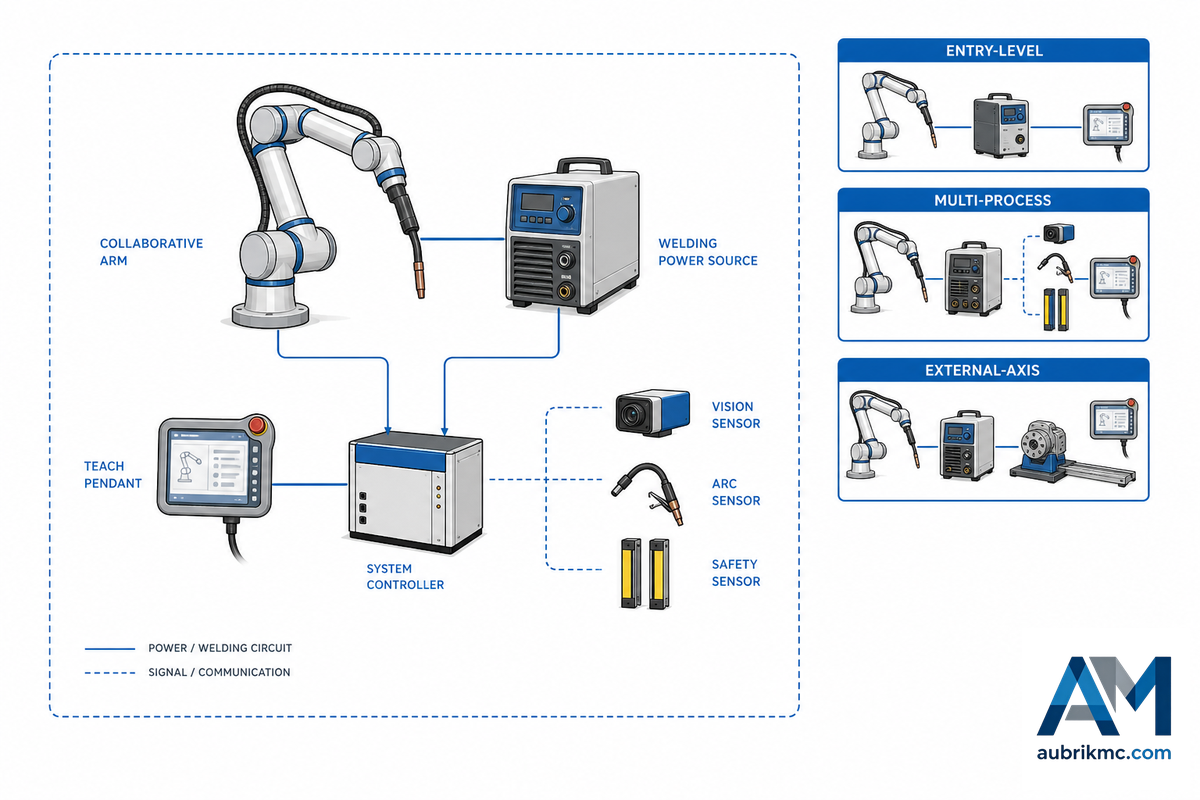
Packaged welding systems built around a collaborative arm are becoming a standard offering from nearly every big robotics company, usually built as a packaged welding machine sold through partnerships with power-source vendors — cobot welding packages that bundle the arm, torch, and software rather than requiring a shop to integrate parts separately. The risk with shopping by brand name alone is a mismatch buyers only discover after delivery: because the arm and the power source come from two different companies, a 2-hour setup on paper can turn into a multi-day integration problem if the interface between them was not pre-validated, which is exactly the gap a factory acceptance test is meant to catch before a machine ships.
| System / Model | Arm / Power source | Notable trait |
|---|---|---|
| Hirebotics Cobot Welder | Universal Robots UR10e + Miller power source | Phone-app control; marketed at roughly 2-week lead time — confirm current figure with the vendor |
| Lincoln Electric Cooper | Universal Robots arm + Lincoln power source | Tablet-based “Cooper App” programming |
| Vectis Cobot Welding Tool | Universal Robots UR10e | Turnkey cart-mounted MIG package |
| FANUC CRX Welding Cobot | FANUC CRX (10-30 kg payload options) | ArcTool software, seam-tracking + vision options |
| BotX Cobot Welding System | Distributed via Airgas / Red-D-Arc | Rental/lease model, no capital purchase required |
| IPG LightWELD Cobot | IPG laser source + collaborative arm | Laser-specific, aimed at rapid low-distortion fabrication |
| ABB Cobot Arc Welding Package | ABB GoFa/SWIFTI arm + arc-torch end-effector | Aimed at first-time robot users, minimal programming knowledge needed |
| Yaskawa HC10XP | Yaskawa arm + Universal Weldcom Interface (UWI) | UWI lets the cobot drive almost any brand of welding power source |
| Panasonic Tawers-W | Panasonic arm with force-sensing options | Compact welding robot line adapted for near-human operation |
| KUKA / Fronius Cobot Cells | KUKA or similar arm + Fronius TPS/i power source | Integrator-assembled packages rather than a single-vendor product |
Each cobot system typically comes on a mobile cart or table as an integrated cell containing the arm, power supply, and a fixture base — Hirebotics’ cobot and the Vectis package below are both built this way. Vision-guided seam tracking is the fastest-moving part of this landscape: US11648683B2 describes an AI-assisted adaptive path-planning approach aimed at reducing exactly the fixture-tolerance sensitivity that limits today’s entry-level systems. Any more elaborate layout involving positioners, multiple cells, or external axes is a bigger build question on its own, Aubrik’s robotic welding systems line covers that ground separately.
Cobot Welding Safety & ISO/TS 15066 Compliance
Collaborative and welding safety rules are two distinct sets; don’t ignore one for the sake of the other.
📐 Engineering Note
As of 2025, ISO 10218-1:2025 and ISO 10218-2:2025 replaced the 2011 editions, and according to ISO’s own product description, the new edition “complements standards such as ISO/TS 15066 which addresses collaborative robot applications” – which means it does not fully incorporate it into one document. Buyers need to cross-check against the 2025 editions specifically, not the older 2011 text, or a standalone ISO/TS 15066 read in isolation. For the US, the equivalent federal standard is ANSI/A3 R15.06-2025. Most critically, ISO 10218-2:2025 explicitly states what it doesn’t include: processing of materials such as metal, hazardous ionizing and non-ionizing radiation, and manipulation of loads such as molten metals are all named exceptions. Arc welding emits those exact hazards – arc flash (radiation), fumes from metal processing, and molten weld pool – so a cobot cell’s ISO 10218 compliance guarantees nothing for arc-flash PPE, fume removal, or welding curtains. Those are covered under the welding-specific standards: OSHA 1910.254 (arc welding and cutting equipment) and 1926.353 (ventilation and radiation protection for welding, cutting, and heating).
In practice that means a compliant cobot welding cell requires two separate sign-offs: a collaborative-robot risk assessment against ISO 10218-1/2:2025 (or ANSI/A3 R15.06-2025 in the US), and a conventional welding-safety review for curtains, fume extraction, and PPE under the relevant OSHA welding standards. Ignoring the latter because the robot “doesn’t need a fence” is one of the most common safety oversights in welding cobots.
Budgeting for Cobot Welding: Cost & ROI
Price searches for this equipment tend to surface a single headline number, but the real answer is a range. Prices converge across independent sources even though no single government price index exists for this product category. Packaged cobot welding systems at the entry level tend to use $50,000-$150,000; multi-process or external-axis configurations use $150,000-$225,000 — the cobot welding price band widens fast once a shop adds a second process or a track-mounted external axis. A cobot welding robot quoted well below that band is usually missing the power source, torch package, or fixturing that a working cell actually needs.
$50K-$150K
Typical packaged system
2-3x
Arc-on time multiplier
3-5 yrs
Payback target many shops use
How Much Does a Cobot Welder Cost?
Show Answer
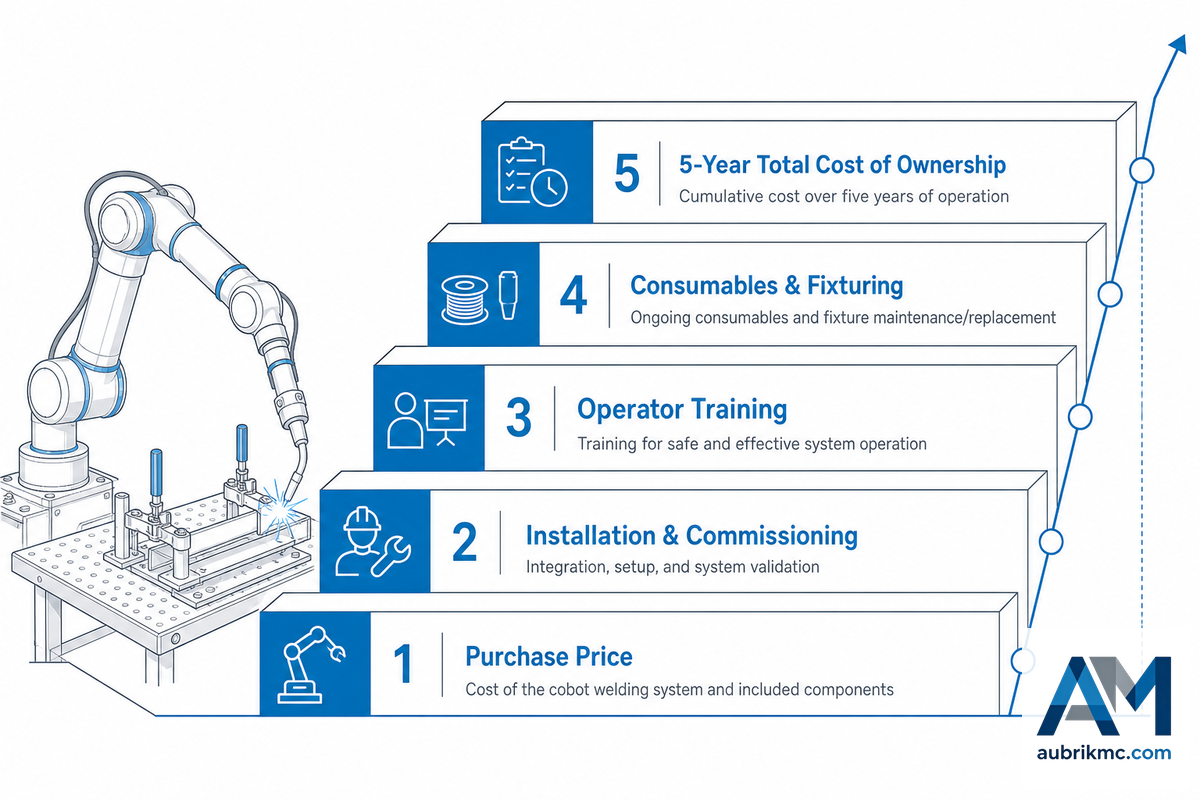
Across five independent vendor and integrator sources, a packaged cobot welding system generally costs $50,000-$150,000, with $75,000-$125,000 the most common entry-level range and $150,000-$225,000 for multi-process or external-axis setups. These are industry estimates, not figures from a government-audited price index, so confirm current numbers directly with each vendor before you budget.
A simple payback calculation: a $105,000 cobot welding system that replaces around 20 hours a week of manual welding labor at a fully loaded shop rate of $45/hour — in the range BLS wage tables show for skilled welding trades once benefits and overhead are loaded in — saves roughly $46,800/year in labor capacity ($45/hr × 20 hr × 52 weeks). At that rate, the hardware would pay back in just over two years, excluding consumables, vendors cite case studies that report overwelding as a substantial, though harder to accurately quantify, source of excess shielding gas and wire when compared to a correctly parameterized automated weld, so there’s a tangible saving on top of labor, even if the exact multiplier differs by shop. The problem, replicated independently by a vendor’s own cost analysis and an unrelated forum post from a shop owner, is that “the cobot is the cheap part” when you also factor in material handling, fixturing, and part pre-assembly labor – those line items, not the robot itself, are usually the determining factor in whether the real-world payback lands on time.
Cobot Welding Selection Framework: Is It Right for Your Shop?
Most cobot welding content ends at “it depends,” which is not much help when you are the one signing the purchase order. Using cobot welding successfully starts well before that purchase order, with an honest read on what type of welding your shop actually runs and whether the cobot solution you’re eyeing will boost productivity or just sit in a corner.
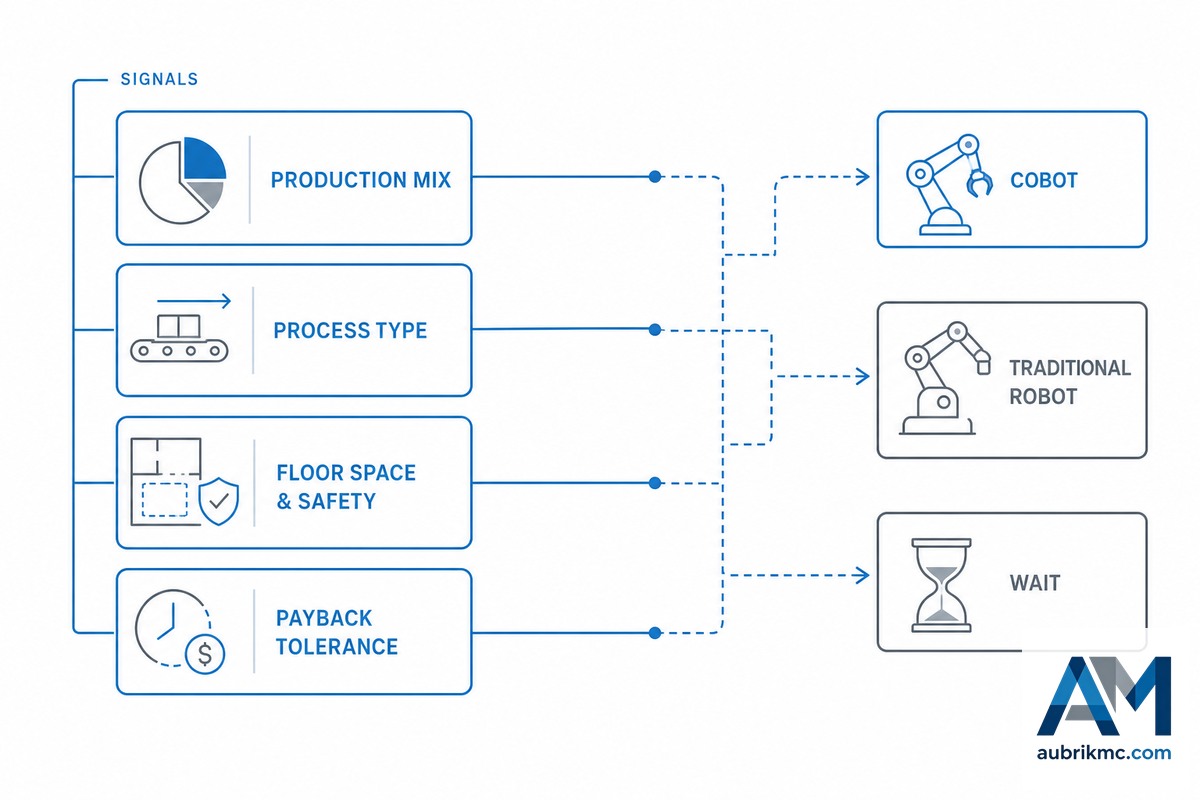
The 4-Signal Cobot Welding Fit Check reduces the decision to four scored shop-assessment questions covering production mix, process type, floor space and safety, and payback tolerance — answer them honestly and the table below points you toward a cobot, a traditional robot, or waiting. Its floor-space-and-safety signal in particular mirrors the risk-assessment step that ISO 10218-2:2025 requires before any collaborative cell goes live, so shops that score poorly there usually have compliance work to do regardless of which system they pick.
| Signal | Favors cobot | Favors traditional robot / wait |
|---|---|---|
| 1. Production mix | Weekly/daily part changeovers | Single part, high volume for months |
| 2. Process type | MIG/TIG on light-to-mid steel or aluminum | Heavy multi-pass, submerged-arc, or exotic alloys |
| 3. Floor space/safety | Limited floor space, no room for a fenced cell | Dedicated cell space already available |
| 4. Payback tolerance | 3-5 year horizon acceptable | Needs sub-18-month payback |
Worked Example
A 12-person structural steel fabricator runs 25-30 different bracket and gusset designs a month (Signal 1: cobot-favoring), mostly 3/8″-1/2″ plate MIG welds (Signal 2: cobot-favoring), has no spare bay for a fenced cell (Signal 3: cobot-favoring), and is comfortable with a 4-year payback (Signal 4: cobot-favoring). All four signals point toward a cobot. If Signal 1 were changed to one bracket design, producing 8,000 pieces/month, the recommendation would move towards a dedicated standard robot cell.
“The number-one thing shops underestimate isn’t the robot, it’s how long good fixturing takes to get right. A cobot only repeats what you give it; if the fixture drifts, the weld drifts with it.”
Aubrik engineering team
Industry Outlook: The Welder Shortage and the Shift to Packaged Cobot Cells
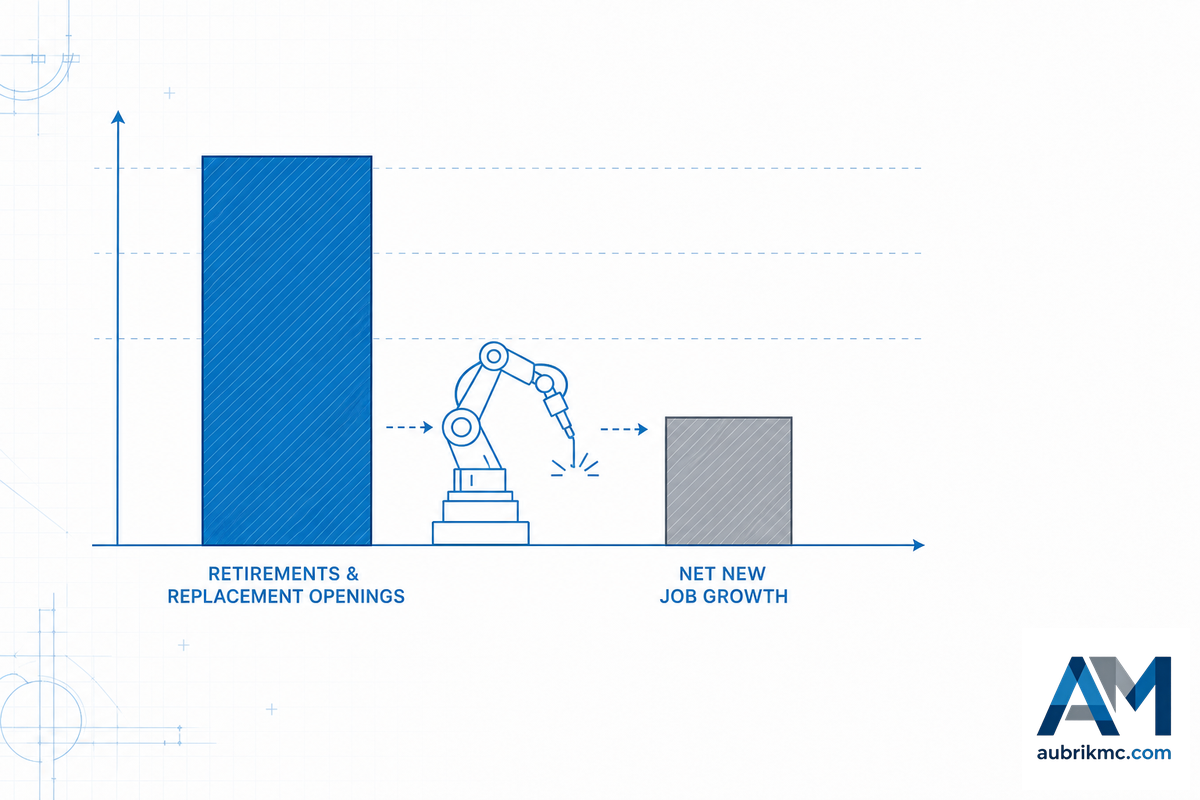
There’s only one very clear driver of adoption of cobot welding: it isn’t some market-size projection, it’s US welding labor workforce’s retirement math. The U.S. Bureau of Labor Statistics shows welder, cutter, solderer, and brazers employment are only projected to increase by 2% between 2024 and 2034 (well below average for occupations) but will still average over 45,600 annual openings. Most of those annual openings are anticipated to arise from workers leaving to retire or transition into different roles, rather than job growth itself.
American Welding Society describes a similar dynamic over a ten year span by saying hundreds of thousands new people will need to join the trade by the end of the decade. When these two statements are combined they concur that US based welding workforce population isn’t being replaced as fast as they retire, irrespective of growth in total jobs.
That’s the use case for welding automation in practice: no need to find and replace a veteran, allows a veteran to oversee the work of two or three others, enables new, less-experienced staff to produce repeatable welds sooner and lifts overall productivity per shift. Arc welding cobots as a broader family, and the cobot welding technology behind them, are still evolving quickly enough that specs from even two years ago undersell what current models can do. To add a little background perspective, overall robotic welding equipment market size is estimated by independent research to be in the high single-billions this year and growing through the early 2030s – directional figures useful to be aware of, but not a reason for any given shop to adopt it now more than any other time, more than the human impact listed above. Stay tuned for the ISO 10218:2025 / ANSI R15.06-2025 compliance transition over the next 12-18 months for any shops that implemented cobots under the prior (2011 era) safety standards, and verify their risk assessments are still valid for the new one. Welding experts and skilled welders across the global welding industry are watching the same shift: fewer new welding stations staffed the traditional way, more welding cobot system deployments handling the repetitive welding tasks that used to eat up a veteran’s day.
Frequently Asked Questions
Q: What is the best cobot welder?
View Answer
There’s no single “best” solution, but the choice is heavily dependent on process, budget, and lead-time requirements. Lincoln Cooper and Hirebotics are the most common options for rapid MIG deployment, while the FANUC CRX is ideal for the widest range of part weights, and the IPG LightWELD is dominant for laser-based applications. Consider how your shop fares in the 4-Signal Fit Check above before you begin shopping for particular models — the right cobot for a high-mix bracket shop is rarely the right cobot for a laser-focused sheet metal operation, even when overall welding productivity looks similar on paper.
Q: Can I weld aluminum with a cobot welder?
See Answer
Yes – aluminum MIG and TIG are both well handled on most cobot platforms, although aluminum’s increased thermal conductivity and sensitivity to contamination mean consistent fixturing and shielding-gas management will be even more critical than on steel. Be sure your selected system’s wire feed and torch cooling specs meet aluminum duty requirements.
Q: How is a welding cobot programmed?
View Answer
Hand guiding is the most common method; a welder physically moves the arm through the weld path, recording the points on a tablet or teach pendant, then adjusts the voltage, wire speed, and travel angle to get the bead right. Most applications don’t require any robotics programming background at all; one shop that tried cobot welding for the first time recorded 20 weld points and was ready to start welding production parts in less than four hours of turning the machine on.
Q: Who is cobot welding for?
See Answer
Cobots offer the most benefit to job shops and manufacturers who handle high-mix, low-to-medium volume welding applications, like structural steel shops, sheet metal manufacturers and contract job shops. High-volume, single-part production applications are generally better served with a traditional fenced robot cell.
Q: Cobot welding vs. robot welding, which is right for you?
View Answer
If changeovers happen on a weekly basis and shop floor space is limited, cobot welding offers the best value for flexibility and setup time. High-volume production for a single part for months at a time can benefit most from a traditional 6-axis robot cell due to speed and duty cycle capabilities. See the comparison table near the beginning of this guide for an in-depth analysis.
Q: What’s typically included in a cobot welder package?
Show Answer
The cobot welder base package typically includes the collaborative robot arm, a matched power source, torch, wire feeder hardware, mobile cart or table, and teach software. Optional accessories like positioners, seam-tracking sensors and additional axes are priced separately.
Q: How much do collaborative robots cost in general, outside of welding?
View Answer
The pricing for a collaborative robot arm alone (without power source, torch or fixturing) often starts at between $25,000-$65,000, depending on the cobot arm’s payload and reach. This explains why a “cobot welder” might be priced at $75,000-$150,000+ for a complete package as opposed to just the arm. When reviewing vendor quotes, pay attention to pricing and compare them to the bare arm pricing to understand what the welding-specific components will cost.
References & Sources
- ISO 10218-2:2025International Organization for Standardization
- ANSI/A3 R15.06-2025 Robot Safety StandardAmerican National Standards Institute
- 29 CFR 1910.254, Arc Welding and Cutting EquipmentOccupational Safety and Health Administration
- 29 CFR 1926.353, Ventilation and Protection in Welding, Cutting, and HeatingOccupational Safety and Health Administration
- Welders, Cutters, Solderers, and Brazers, Occupational Outlook HandbookU.S. Bureau of Labor Statistics
- Solving the Welder Shortage with CobotsAmerican Welding Society
- Weld Setting Optimization for Collaborative RobotsAmerican Welding Society
- How the Welding Cobot Changes the Metal Fabrication ShopThe Fabricator (FMA)
About This Analysis
This guide was compiled from published vendor documentation, ISO/OSHA/ANSI standards text, US Bureau of Labor Statistics data, and cross-checked practitioner discussions on cobot welding deployment. Pricing figures are market-range estimates as of mid-2026 and may shift with material and component costs. Aubrik manufactures robotic welding equipment, including cobot welding solutions, but this guide is written to be useful regardless of which brand you evaluate. Reviewed by the Aubrik technical team.
If the 4-Signal Fit Check points you toward a cobot, it’s worth putting Aubrik’s cobot welding solutions on your shortlist alongside the systems reviewed in this guide.
Related Articles
- Robotic Welding SystemsAubrik’s full robotic and cobot welding equipment line
- Metal Welding Services — contract TIG/MIG welding for shops that need capacity, not equipment
- Aubrik Welding Equipment Manufacturerfull equipment and production-line catalog



