Get in Touch with ABOKE Company
ANSI/RIA R15.06-2025
ISO 9001 Certified
CE Compliant
Robotic Welding Cell
ABOKE Robotic Welding Cell — Pre-Engineered Automation for Global Manufacturers
Robotic welding cells industrial robot systems from ABOKE come pre-engineered, pre-assembled and weld ready from our factory in 1-3 days, not 4-8 weeks. Your choice of Q-Spark cell pairs any 6-axis welding robot (1.4m or 2m range) with Allen Bradley Compact GuardLogix safety PLC, active-passive vision fusion and a choice of 4 field-tested, ready-to-operate variants – engineered to ANSI/RIA, ISO 9001 and CE specifications for buyers in 8 countries.
- 4 ConfigurationsFixed Workbench / Single-Axis Tilt / Single-Axis Turntable / Two-Axis Positioner
- Robot Reach1.4m or 2m, 6-axis welding robot arm
- Payload Range300 kg positioner / 500 kg turntable / up to 10,000 lb custom OEM
- Welding ProcessesMIG, TIG, laser, spot welding — steel, aluminum, titanium

26 Years
Manufacturing
1,000 sets
/ year capacity
±0.05–0.08 mm
Repeatability (aerospace-grade applications)
1–3 days install
+ 1–2 weeks commissioning
Why Manual Welding Costs More Than You Think — And How a Robotic Welding Cell Closes the Gap
“Automate only when you run ten manual welding arcs” – that old industry thumb rule doesn’t apply anymore. Mid-volume, high-mix fabricators report 12-24 month payback on robotic welding cells, shrinking to just 8-14 months with a two-shift operation. Each robotic welding cell is an integrated automation system consisting of a 6-axis robot, active digital welding power source, positioner, safety enclosure, and smart controller-sold pre-engineered so install cycles run in days, not weeks.
Manual welding throughput is constrained to well below modern production economies. As a recent whitepaper on robot ROI found, manual welders are generally just 20-30% productive arc-on across an 8-hour shift (i.e. 1.6-2.4 productive hours). A robotic welding cell boosts this arc-on figure to 70-85%, enabling 3-5X the welds per shift. At a projected rate of more than 330,000 qualified welders needed in the US alone by 2028 per the American Welding Society, and with industry safety practice anchored in the OSHA Robotics Standards referencing ANSI/RIA R15.06, this is now a sourcing problem rather than a productivity trade-off.
The Defect Loop: Why Manual Welding Caps Out
Human welders typically average 5-8% defect rate on manual welding shop joints due to human fatigue and positioning changes-a cost that no single-arc rate or process-monitoring system can control. Q-Spark cells use an active-passive vision system to regulate arc stability against dynamic joint and placement variations while holding defect rates below 1% across common high-mix production runs observed by trade press, as detailed in these case studies.
To be clear: this doesn’t happen without reasonable fixture control. Any human-robot or not-requires workpieces held within about 50% of the wire diameter in a fitted state. This can be a costly “Achilles heel” for new robotic welding buyers-but not with a Q-Spark cell; all variants are built with quick-change fixture mounting interfaces included at the factory.
[SYS-01] DECISION FRAMEWORK
ABOKE Q-Spark Series — 4 Configurations And A Selection Decision Framework
The first decision is always your part-not the robot. Q-Spark variants differ in payload capacity, rotation axis availability and application specialty, not robot make or model. Your selected welding system is delivered fully engineered on a 1-3 day install schedule and uses the same Allen Bradley GuardLogix and robot system for all four Q-Spark cells, guaranteeing system consistency and rapid deployment while providing the modularity needed for future production shifts.
[FEED-01] ACTIVE
[SYS-ARCH] PRE-INTEGRATED
Q-Spark Welding System Architecture — What The Robotic Welding System Includes
Every Q-Spark welding system comes as an entire robotic welding cell including five pre-integrated subsystems: the 6-axis welding robot, the digital welding power supply with wire feeder, the positioner (varying with variant), the safety enclosure with Allen Bradley GuardLogix PLC, and the active-passive vision stack. It’s this inclusive architecture that is unique from a pre-engineered robotic welding system versus a custom integration – we ship the welding system as an assembled, tested unit, not a list of robotic welding components. The arc welding robot in any Q-Spark cell is verified and calibrated in Wuxi before shipment, complete with a Factory Acceptance Test (FAT) that the customer may witness either on-site or remotely. The plug-and-play robotic welder offerings of lower-end suppliers end up costing the most when they need replacement for new joint geometries in Year 3 – a scope-creep trap that ABOKE engineers avoid by verifying the Q-Spark platform for subsequent modular modifications. Any robot welding Machine deployed without this engineering discipline becomes a hidden cost that is surely revealed by Years 2 and 3.
[DATA-MATRIX] SPECIFICATIONS
4-Configuration Decision Framework
| Configuration | Robot Reach | Payload | Turntable / Positioner | Ideal Application | ANSI/RIA |
|---|---|---|---|---|---|
| Fixed Workbench | 1.4 m / 2 m | N/A (stationary) | 3 work platforms with fixture quick-change interfaces | Small to medium workpieces, low-to-medium volume, simple joints | R15.06-2025 |
| Single-Axis Tilt Positioner | 1.4 m / 2 m | 300 kg | 1.8 m × 0.8 m turntable, 1–2 single-axis head-tail positioners | Workpieces requiring rotation or tilt, medium volume, complex joint orientations | R15.06-2025 |
| Single-Axis Turntable | 1.4 m / 2 m | 500 kg | 1.4 m × 1.1 m square or Ø1.5 m circular panel | Large workpieces, high-volume circumferential welding (cylindrical parts) | R15.06-2025 |
| Two-Axis Positioner | 1.4 m / 2 m | 300 kg | Ø0.5 m circular chuck, L-type positioners | Complex multi-angle welding, high-mix production, precise multi-direction joints | R15.06-2025 |
01
[CFG-FW]
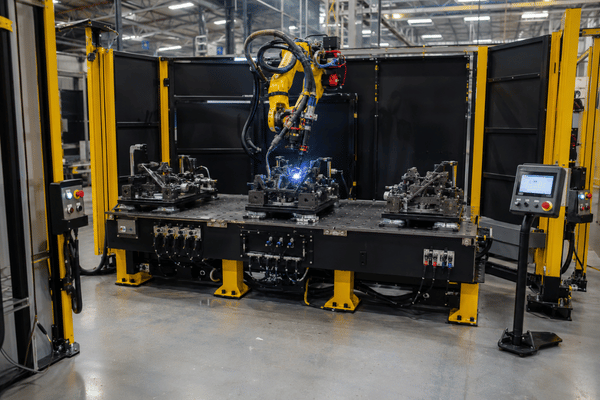
Fixed Workbench — Q-Spark FW
Three work stations with pre-wired fixture quick exchange system interfaces. Available for laser seam tracking for accuracy improvement. Furnished with 3 button boxes and an available workstation touchscreen.
Best For
Small-scale manufacturing seeking cost-effective entry into welding automation, with simple repeatable joints.
02
[CFG-IT]
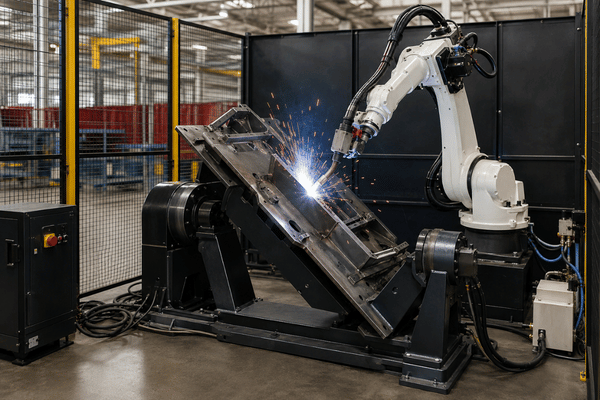
Single-Axis Tilt — Q-Spark IT
One or two single axis head/tail positioners: maximum of 300kg. A choice between torch cleaners and laser seamtracking are also available for complex welding applications. Accommodates changing angles for irregular workpieces.
Best For
High-mix shops where parts cannot be welded efficiently in a fixed position — saves manual rotation time.
03
[CFG-XY]
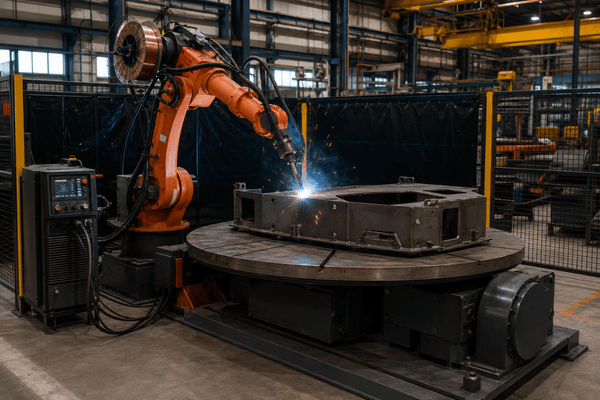
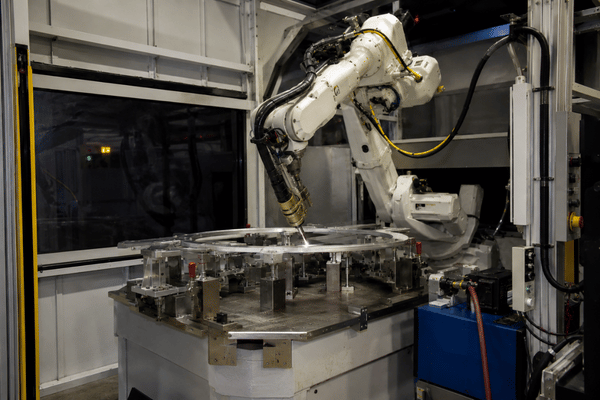
Single-Axis Turntable — Q-Spark XY
Single axis horizontal rotating table: maximum of 500kg. Equipments includes a wire spool holder and digital welding system with wire feeder. For welding large workpieces; special configuration available.
Best For
Large workpieces, high-volume circumferential welding of cylindrical parts where uniform welds matter.
04
[CFG-2X]
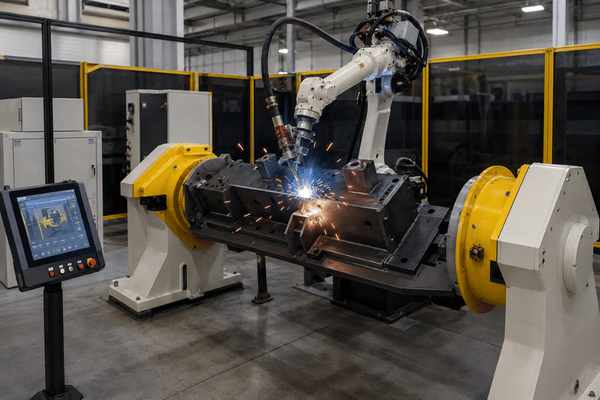
Two-Axis L-Type — Q-Spark 2X
One or two L-Type single axis dual direction positioners with a max of 300kg capacity each. Available with a second workstation touchscreen and laser seamtracking for difficult joint applications. Best versatility within the Q-Spark product line.
Best For
Multi-direction welding on complex workpieces — diverse production needs in one cell.
Pre-Engineered vs. Custom Integration — Throughput, Time-to-Production, and Total Cost Crossover
Choosing between a pre-engineered Q-Spark cell, a custom integrator build, and continued manual welding is seldom about robot performance — robots usually comprise only 25 to 40 percent of total project cost, leaving room for engineering, integration design, and fixture installation. Honest comparison should not rest on Low/Medium/High ratings but apply specific numbers across the six categories below. Too often, manufacturers select primarily on initial cost, neglecting long-term value — the structural reason ABOKE quotes break out the five drivers visible in the table.
[PERF-01] ROI Snapshot
Industry Average figures when one Q-Spark cell replaces 2-3 manual welders (two-shift facility).
12–24mo
Typical payback (single-shift)
8–14mo
Two-shift payback range
3–5×
Welds per shift vs. manual
$220–450K
Annual labor reallocation / cell
Throughput Crossover Analysis
| Dimension | ABOKE Q-Spark (Pre-Engineered) | Custom Integrator Build | Manual Welding |
|---|---|---|---|
| Time-to-production | 1–3 days install + 1–2 weeks commissioning | 4–8 weeks engineering + integration | N/A (existing labor) |
| Arc-on time (8-hour shift) | 70–85% (5.6–6.8 hr) | 70–85% (5.6–6.8 hr) | 20–30% (1.6–2.4 hr) |
| Repeatability | ±0.05–0.08 mm | Varies by integrator | ±0.5–1.0 mm |
| Defect rate (joint-level) | <1% (validated production runs) | Varies | 5–8% |
| Cycle time uplift vs. manual | 2.5–3.2× | 2.0–4.0× | Baseline |
| Safety PLC platform | Allen Bradley Compact GuardLogix (standard) | Varies by integrator | N/A |
| Cost predictability | Standardized BOM, scope-locked | Engineering-dependent, scope-creep risk | Labor-dependent |
| Spare parts global availability | Allen Bradley network worldwide | Integrator-specific | N/A |
Market Adoption
System Architecture Constraints
Where pre-engineered does not fit: If your workpiece geometry requires a 3-meter robot reach, multi-arm coordinated motion, or a custom feeder for proprietary filler metals, a Full OEM tier engineers around the standard Q-Spark frame — with delivery moving to 8–14 weeks. Your choice is not pre-engineered vs. custom; it is which tier of customization fits your application.
Production Efficiency
Source: (industry analyses conducted by EVS International, Codinter Americas, Kinetic Tech, Zhouxiang. Benchmark data corroborated against IFR World robotics 2025 and AWS labour data.)
From Automotive to Aerospace — 4 Application Industries with Documented Performance
[ IND-01 ]
Automotive Manufacturing
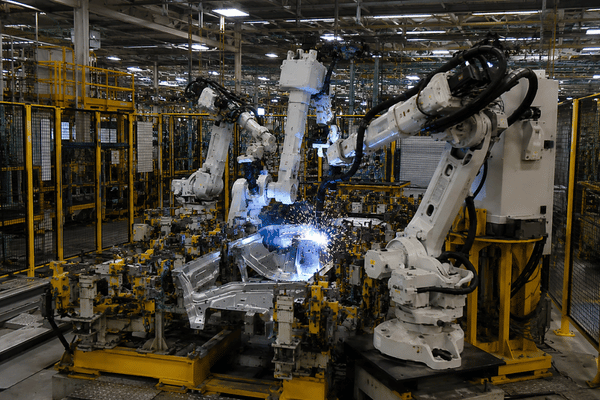
In automotive 38-42% of new equipment deployments between 2024 and 2025 will be in the arena of body or chassis assembly where spot welding is the largest single application segment. Q-Spark FW and XY platforms meet automotive requirements with rapid 4-second-per-spot weld cycles, high-mix low-volume changeovers under 15 minutes, and laser welding on high-strength roof and trunk assemblies. Patent USPTO US20240097283A1 (2024) documents continued development into integrated battery-module welding cells.
[ IND-02 ]
Heavy Equipment Fabrication
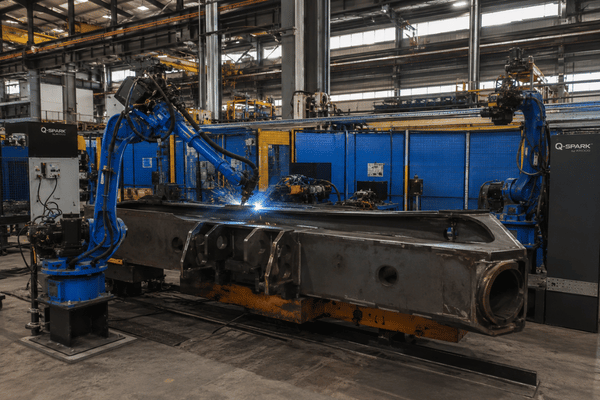
For large-workpiece needs — excavator booms, agricultural machinery frames, crane assemblies, and construction-vehicle subassemblies — Q-Spark XY (500 kg turntable, Ø1.5 m circular panel) and Q-Spark 2X (two-axis L-type positioners) handle the geometry while maintaining the same ANSI/RIA R15.06-2025 safety envelope. Reliability over a 10-15 year asset life cycle is the dominant metric here, not cycle time. For long boom welds and rotating structural sections, ABOKE complements these cells with our column and boom welding manipulators and pipe welding manipulator (FWM series) specialized rigs that pair with the Q-Spark cell for full structural assembly flows.
[ IND-03 ]
Aerospace Components
The required repeatability of aircraft components including engine parts, fuselage sections, and landing gear is at 0.05-0.08mm by ISO 9283 robot performance specifications. Utilizing our Q-Spark cell, light weight aluminum and titanium, the aerospace favorite for a fuel efficient material stack is easily welded using laser power up to 50 watts, The Allen Bradley GuardLogix PLC is implemented to run Category 4 safety interlocks in accordance with ISO 13849-1. Light tight enclosures are an available option for the laser machines with the Q-Spark XY/2X configuration.
[ IND-04 ]
General Industrial Production
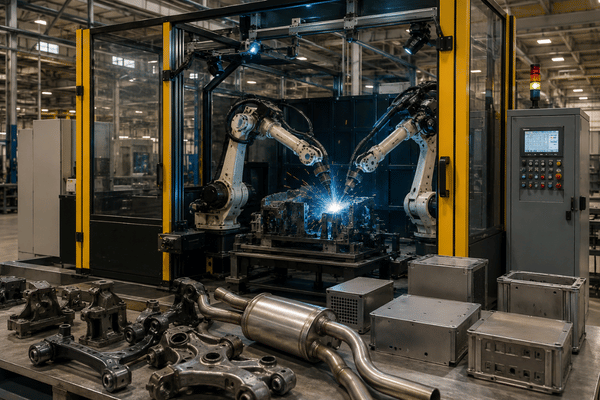
high-mix, low to medium volume parts include engine mounts, suspension pieces, mufflers, and electronic enclosures. One interesting example highlighted in The Fabricator case study from Violas Metall demonstrated that they retrofitted their machine vision and saw cycle times for new products to 10-15 minutes for the machine to create. Customers receive Q-Spark cells that are pre-integrated with the same active-passive view vision.
SYSTEM SPECIFICATIONS & DATA
An ABOKE robotic welding system meets a different priority in each sector: cycle speed in automotive, repeatability in aerospace, modular workpiece accommodation in heavy equipment, and high-mix flexibility in general industrial fabrication. Welding inconsistency creates a tradeoff that delays automotive cycle time by 12–18 hours per shift and inflates rework expense by 5–8% — the gap that ABOKE engineers close with the Q-Spark cell platform. Each Q-Spark cell ships from the ABOKE Wuxi factory after a Factory Acceptance Test (FAT) the buyer can attend in person or witness remotely. This shared platform is the cross-industry advantage that lets us keep spare-parts uniformity and training continuity stable for buyers running mixed automotive plus heavy-equipment plants. ABOKE certifies each cell to industrial buyer specifications for all four target industries — the structural reason small/medium fabricators choose Q-Spark over fragmented integrator offerings. All ABOKE Q-Spark cells ship directly from our Wuxi factory, where you can tour the line in person or remotely witness the Factory Acceptance Test (FAT) before sign-off. We continue support afterward through training on the standardized platform, which keeps maintenance procedures, operator skills, and spare-parts logistics uniform regardless of whether your facility handles heavy equipment, automotive, aerospace, or general industrial fabrication. ABOKE certifies each cell against industrial buyer specifications across the four target industries we serve — the structural reason small/medium fabricators choose Q-Spark over fragmented integrator offerings.
The Q-Spark vision systems execute active-passive fusion: a passive high-resolution industrial CCD cameras capturing at natural light and a structured-light or a laser sensor creating a 3D point cloud; advanced segmentation executed by means of convolutional attention module and YOLOv8n-seg networks with the 3D point cloud superimposed in a 2D plane.
- Arc sensors monitor the stability of the arc and when short-circuit trips occur the system fires.
- Temperature sensors regulate the heat input to avoid defocusing of the aluminum or others with thermal sensitive alloys on structures with thin-walled aluminum.
- Collision detection Sensors can prevent interference on the robot and the arm with an intervention with torch
- An adaptable loop will update Melting Rate, Voltage, torch Angle based on real-time data collected from Sensors.
This stack of sensors makes the field experience paradox go away: robotic welding is not “set and forget.” The modern standard – published in patent US20230123712A1(simulated weld paths) and featured in articles in the trade press on vision retrofits – is closed loop sensing with tunable parameters. Q-Spark cells comes with this stack built-in from the factory rather than as an add-on. This eliminates one of the most frequently deployed and problematic traps of scope creep for robotic welding.
Offline programming moves arc-on time from simulation to real. Q-Spark cells mimic traditional offline programming procedures – engineers can program an entire new family of part numbers on their desktop simulator and then download that program to the cell HMI at the shift break. This workflow allows offline technology to accommodate fabricators doing 30+ SKUs – programming does not stand down.
Spatter control is the other quality dimension that separates a well-engineered automated welding system from an off-the-shelf integration. Q-Spark cells pair an anti-collision welding torch with optional auto-torch-cleaner stations, and spatter-reducing waveform control is built into the digital welding power source. The resulting welding process holds consistency across long production runs — that is the foundation for the throughput optimization gains documented in this guide.
large-scale fabricators have invested in twin cell operations with associated compound optimization advantages. With each Q-Spark cell, additional maximizes the investment in the PLC stack and the operator vision and training. In Spain and Germany, for fabricators we have multi-cell deployments which experienced a second cell coming up within 2 weeks as it was commissioned according to the first cell’s commissioning play book.
Safety, Compliance, and Certifications — ANSI/RIA, ISO 9001, CE for International Buyers
welding processes present their own hazards – heat, arc light, fumes, and mobile robotic elements. The safety envelope about a Q-Spark cell isn’t something applied to a equipment-it’s part of the engineering that makes a cell deployable in a marketplace. ABOKE Q-Spark cells also include integrated meeting of ANSI/RIA R15.06-2025 (the most recent version of the U.S. workplace robot security normal), ISO 9001:2015, and CE 2006/42/EC.
[REF-DOC]
The safety scope is anchored in the latest revision of ISO 10218-1:2025 for industrial robots and the companion OSHA Robotics Standards reference page for US workplace deployment.
ANSI/RIA R15.06-2025
ISO 9001:2015 Certified
CE 2006/42/EC
AWS Z49.1 Compliant
AWS D1.1 Structural
ISO 9283 Repeatability
ISO 10218-1/2:2025
6 Safety Components — Standard on Every Q-Spark Cell
[CTRL-01]
Interlocked Access Gates
All entryways feature high-quality security interlocks. If a door is popped during robot operation, operator movement stops without delay to eliminate the risk of collision or exposure.
[CTRL-02]
Light Curtain Protection
A virtually invisible beam spans entry factors to a cell. If blocked, operator movement halts instantly-as an supplemental safety layer over a security interlocked gates on excessive-targeted traffic shop floors.
[CTRL-03]
Integrated Fume Extraction
Catches welding fumes on the resource to cease their dissemination. Can join with ducts and central fume collection methods.
[CTRL-04]
Allen Bradley Compact GuardLogix + 12″ HMI
Security PLC (12″ Color HMI): Controls all safety components, triggers fault alarms, and gives emergency cease functions for operator.
[CTRL-05]
Emergency Stop Buttons
Within and out of doors the cell are simple to access emergency stops (E-stops). Clicking any button stops robot and welding movement virtually instantly.
[CTRL-06]
Arc Light Shielding & Light-Tight Enclosures
Non-clear or tinted panes block bright arc mild-they shield the eyes and dim ambient glow. Laser cells incorporate totally enclosed, light-tight laser containment appropriate for class 4 operation.
Modular enclosures decrease a small ground footprint for tailored course desires. They’re rapid to install using simple resources and designed to neatly incorporate neighboring tools or different cells.
“The Compact GuardLogix selection was deliberate: once a cell ships to Spain, Germany or Brazil, the buyer’s local Rockwell automation supplier offers substitute PLC units within 48 hours. Since 2019, we have shipped to eight nations; the consistent safety stage saved our guarantee service viability through out that geography.”
DOC_ID: PROC-2026
Procurement Guide — Lead Times, Customization Tiers, Warranty, And Pricing Factors
Most robotic welding cell quotes hide the actual cost drivers behind a single number. This guide breaks the procurement decision into four transparent dimensions so buyers can compare ABOKE quotes against integrator bids on equivalent terms.
The procurement framework below references ISO 9001:2015 quality-management compliance throughout each delivery stage.
| Phase | Standard Q-Spark Configuration | Semi-Custom (Q-Spark + options) | Full Custom OEM |
|---|---|---|---|
| Quote response | 24 hours | 48–72 hours | 5–7 days (engineering review) |
| Engineering & build | 4–6 weeks | 6–8 weeks | 10–14 weeks |
| Factory Acceptance Test (FAT) | 1 week at Wuxi plant | 1–2 weeks | 2–3 weeks (with buyer attendance) |
| Ship + Customs | 2–4 weeks (sea freight to EU/US) | 2–4 weeks | 2–4 weeks |
| Install + Commission | 1–3 days install + 1–2 weeks commissioning | 1–3 days install + 2 weeks commissioning | 1 week install + 3–4 weeks commissioning |
| Total (order to first weld) | ~10 weeks | ~12 weeks | ~22 weeks |
Pre-engineered robotic welding cells from established integrators range from $130,000 to $250,000 according to industry benchmarks , with full-cell quotes spanning $80,000 to $450,000 depending on five factors. Each factor either keeps the quote in the entry tier or pushes it into the pillar tier:
positioner Tier
Q-Spark IT/2X (300 kg), Q-Spark XY turntable (500 kg), greater than 500 kg for custom >500 kg OEM
Axes
6-axis robot only, plus single-axis positioner, or two-axis L-style plus coordination for multi-robot setup.
Vision Method
Passive CCD, active structured light or full active/passive mixture that features YOLOv8n-seg segmentation
Enclosure Type
Customary interlocked enclosure, light curtain, completely light-tight laser cell or low-profile fume collector.
Customization Depth
Standard fixture quick-change vs. semi-custom positioner vs. full OEM multi-arm coordinated motion
Why ABOKE Quotes Transparently:
Most competitor pages quote “Contact for Quote” without naming the cost drivers. Buyers cannot evaluate whether a $185,000 mid-tier quote is fair until they understand which factors moved them out of the $80,000–$120,000 entry tier. Request a quote — the response includes the per-factor breakdown.
3. Warranty And Service
Every Q-Spark cell includes a 1-year standard parts and remote technical support warranty, with optional multi-year warranty contracts for years 2-5. Compliance with the Allen Bradley Compact GuardLogix safety PLC standard ensures that replacement modules are easily available from the Rockwell automation distributor network in all target markets – removing any single-source dependency on a warehouse facility in Wuxi. Same applies to our digital welding power supply, torch consumables, and vision system components.
4. OEM Customization
We offer full OEM customization of reach (1.4 to 2m extension or custom-track rails), positioner payload capacity (up to 10,000 lbs for heavy equipment frame applications), welding power supply (pulse inverter, fiber laser, custom filler-metal feed options), enclosure size (custom footprint designs, varying access configurations), and coordinated multi-arm capabilities. Our specialized vision systems are designed from the customer’s part data, making them ideal for unique joint geometry requirements and providing for customer requests like the 3m fuselage accommodation needed by an aerospace contractor.
CRITICAL PROCUREMENT ADVISORY
Honest Qualifier On Integrator Failures
The most common procurement failure documented in trade publications is buying a cell at distributor price without an integrator-included fixture plan — “System arrived without fixture plan, leaving robot unusable” This is a recurring industry narrative. Positioning and fixturing systems often cost more than the robot itself, which is why ABOKE ships every Q-Spark cell with fixture quick-change interfaces designed against the customer’s workpiece data. That plan is not a separate line item.
Robotic Welding Cell Core Assessment Tools
ROI payback calculator
Quantify the financial impact of your automation investment. Input your production parameters to accurately estimate payback periods and long-term profitability.
Access Calculator
configuration matcher
Intelligently recommend the optimal robotic welding cell setup based on your specific welding processes, part dimensions, and capacity requirements.
Find Your Match
throughput estimator
Scientifically project cycle times and theoretical shift yields. Generate reliable data support for your production scheduling and capacity planning.
Estimate Throughput
Summary — Compare Q-Spark Against Your Current Quote
Upload your workpiece dimensions, production goals, and welding process to ABOKE and you’ll receive a suggested configuration and a factor by factor quotation in just 24 hours.
FAQ — Robotic Welding Cell Buying, Operations, and Customization ALL PERSONAS
Technical Support Data
01
How long does it take to install and commission an ABOKE robotic welding cell?
When they leave our factory, pre-engineered Q-Spark cells are ready to weld. Installation runs 1–3 days; commissioning runs 1–2 weeks. Expect your first weld in approximately 10 weeks for standard variants and 22 weeks for full custom OEM builds.
02
How much does a robotic welding cell actually cost?
Full robotic welding cells run the gamut from $80,000 (entry-tier cobot class) to $450,000 (multi-robot pillar configuration), depending on industry average benchmark data. The robot arm is only 25 to 40% of a full system – engineering, safety integration, fixturing, and vision stack make up the remaining percentage. ABOKE quotes detail the five key variables (payload tier, number of axes, vision system, enclosure configuration, depth of customization) so you can directly compare quotes from other integrators for like-for-like equipment.
03
Can ABOKE robotic welding cells handle high-mix, low-volume production?
Yes. Q-Spark IT and Q-Spark XY are built specifically for high-mix, lower volume, flexible manufacturing environments. Features such as standardized fixture quick-change tooling interfaces, automatic Paviho Compensation through our passive vision system, and easy part family Reprogramming on the standard HMI simplify part switching for customers, in some cases to under 15 minutes. Trade-press featured Violas Metall machine vision retrofit reduces setup to under 10 to 15 minutes, and that vision stack is standard issue on every Q-Spark cell.
04
What safety standards do ABOKE robotic welding cells comply with?
The Q-Spark series of systems conforms to ANSI/RIA R15.06-2025 (latest US robot safety standard), ISO 9001:2015 quality management, CE 2006/42/EC Machinery Directive, AWS Z49.1 Safety in welding and ISO 10218-1/2:2025 collaborative setups. It comes equipped with an Allen Bradley Compact GuardLogix safety PLC and a 12-inch color HMI to allow for monitoring, real-time diagnostics, and emergency stopping functionality. Full compliance certificates are available upon request.
05
Can the cell be customized for specific workpieces or laser welding?
Indeed, it’s available. End-to-end OEM full-customization goes at every point: robot range of reachability starts with 1.4 m to 2 m reachability under a standard frame and it is up to 3m if it is provided with a special tracking rail as aerospace contractors might desire to arrange with large sized fuselage section, welding capacity reaches to 10 000 lb for equipment structure for heavy components as crane arm or excavators as positioner example. welding is offering variety of source, pulse inverter, Fiber laser, as well as specific feeders of filler materials to reach the specialties in welding of Inconel, Hastelloy, etc… Enclosure dimension, entry ways to operate, multiple robots at same time, twin turrets for dual stations, specialized camera view for any special joint geometrical profile can be provided with. Delivery time for full OEM customized moves, is about 10 to 22 weeks and there is Factory Acceptance Test in Wuxi plant with the visit or Remote Option. The review for full OEM for engineering goes through the initial quote response of 5-7 working days, following a CAD based feasibility analysis and finally B.O.M., locking procedure.