Get in Touch with ABOKE Company
Robotic Welding Machine
ABOKE Robotic Welding Machine — 6-Axis Industrial Welding Systems for MIG, TIG, Laser & Arc
The ultimate ABOKE robotic welding package pairs a high accuracy 6 axis welding robot, multi-process arc functionality (MIG / TIG / Laser / Arc) and offline programming so your fabrication line whist available at production speed at 0.02-0.03mm identical repeatability standard – and assembly is a little faster across automotive, construction equipment, aircraft and new-energy battery projects.
Request a Custom Quote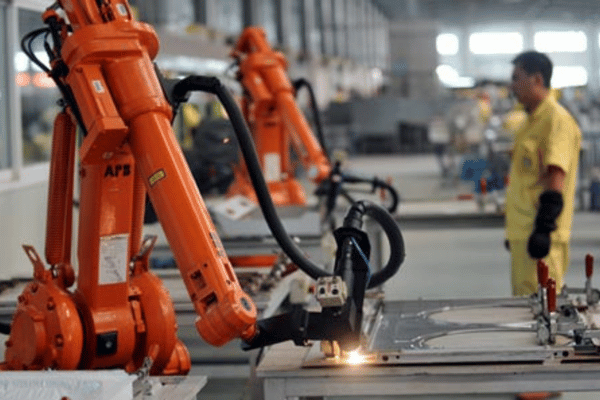
±0.02–0.03 mm
Repeat positioning accuracy
99.2 %
Auto-parts weld qualification rate
>100,000 hrs
MTBF, 8–10 yr service life
2–3 years
Typical investment payback
System Overview
From Welder Shortage to 24/7 Production — Why Robotic Welding Solves Manual Pain
The two most expensive bottlenecks on most small- to mid-sized fabrication shops in 2024 are the skilled welder gap, and the inconsistent hand-made weld quality. Robotic welding automates the torch path, weld parameters and seam following under closed-loop guidance, so the same part welds to the same tolerance over 3 shifts without benefit of overtime, rework spirals, and without wondering whether your best welder showed up on the day.
Industry Data // IFR 2024
According to the IFR World Robotics Report 2024, 14.94 % of manufacturing sectors adopt welding automation, whilst arc welding installation grew 23.27 % in the last 12 months – driven less by large scale automotive Giants and more by 10 person machine building shops trying to break the labor squeeze.
The 3-Stage Welding Automation Maturity Ladder
You don’t jump from manual arc welding to an 8 arm cell, you move up a 3 level ladder. Focus on which cross-range collaborative robotics or automated systems fit your needs:
01
Volume < 50 parts/month
Stage 1 — Manual + Jigs
You are not yet ready for a robot. Prioritize investment in better fixturing, fume-remediation and skilled worker retention. ROI on a robot truly does not make economical sense in this situation.
02
Volume 50–500 parts/month
Stage 2 — Cobot Cell
A collaborative cobot welder deploys in days, not weeks. Operators show how to hand teach, and changeover occurs in less than 20 minutes for multi-part work.
03
Volume > 500 parts/month
Stage 3 — 6-Axis Industrial
An ABOKE 6 axis cell which uses offline programming and Laser-AI process modules produces the same component to 0.02mm overnight, ties into several AGV guided smart carts, and replaces 2-4 skilled welders.
ABOKE Robotic Welding Machine — Specs, Models & 4-Process Compatibility Window
The ABOKE robotic welding machine is built around a precision 6-axis robot – with a full range of motion over the part – with a payload range that accommodates anything from the lightest TIG torch to a hefty laser head and with an IP65-IP67 rated enclosure capable of enduring the fume and debris commonly seen in working factory conditions.
6-Axis Specifications
Decision Matrix
Compatibility Window
Core 6-Axis Robot Specifications
Specification
Parameter
What it means for you
Number of axes
6-axis
Reaches every torch angle — fillet, butt, overhead, multi-pass on complex weldments
Repeat positioning accuracy
±0.02–0.03 mm
Per ISO 9283:1998 testing geometry — matches the precision band Tier-1 Japanese OEMs publish
Payload capacity
3–20 kg
Covers MIG torches (~3 kg), TIG torches with cooling (~6 kg) and laser welding heads (~15 kg)
Working radius
1,400–2,000 mm
One cell covers most automotive body assemblies and structural-steel sub-frames without re-positioning the workpiece
Protective level
IP65 – IP67
Designed for spatter, dust and humidity — runs in real workshops, not just clean rooms
Max welding speed
0.5 – 10 m / min
Adjustable to match thin-sheet TIG (slow) or thick-plate GMAW (fast)
Power supply
380 VAC ±15 % (3-Phase)
Compatible with most industrial grids in EU, LATAM, MEA and APAC
Operating temperature
0 – 45 °C
No additional climate control required for most workshop environments
Any specification sheet will tell you something, but we sell automation that makes metal parts – you need to be confident the ABOKE can successfully run the materials you’ll use, at the thicknesses you’ll use with the welding process you’ll use. That information can be found in a succinct and easy to use summary: the 4-Process Compatibility Window below.
3 Model Variants — Decision Matrix
Dimension
Cobot Welding Cell (entry)
Standard 6-Axis Arc Cell
Heavy-Duty Integration Line
Volume sweet spot
50–500 parts/mo, high-mix
500–5,000 parts/mo, mixed batches
> 5,000 parts/mo, lights-out
Reach
1,400 mm
1,700 mm
2,000 mm + external axes
Process
MIG / TIG
MIG / TIG / Arc
MIG / TIG / Laser / Arc (multi-station)
Programming
Teach-pendant, hand-guided
Teach-pendant + offline software
Offline + AI process package + simulation
Deploy time
3–7 days
4–6 weeks
8–12 weeks (with FAT + SAT)
Safety
Cobot-rated, no enclosure
Light-curtain enclosure
Full safety fencing + PLSc certified
4-Process Compatibility Window
Here, at a glance, you can see all the possible configurations we build and find the one that matches the typical material/thickness profiles of your work-it is a table you will see at the beginning of every initial call and it is something that all of our customers mention when explaining their decision to pass over the cheapest system on the market.
Process
Carbon steel
Stainless steel
Aluminum / 6061
Titanium / alloy
Thickness window
MIG / MAG (GMAW)
★★★best fit
★★★★★pulsed required
—
—
1.5 – 25 mm thick plate; AWS D1.1 prequalified for steel ≥3.2 mm
TIG (GTAW)
★★thin only
★★★best fit
★★★★★★
—
0.3 – 6 mm precision welds; aerospace + medical use
Laser welding
★★micro joints
★★★thin-wall
★★★low distortion
★★★
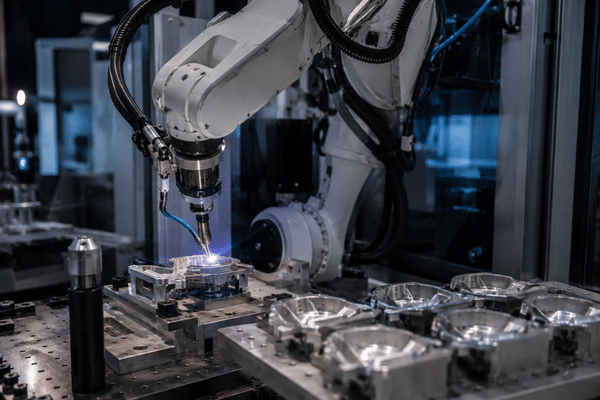
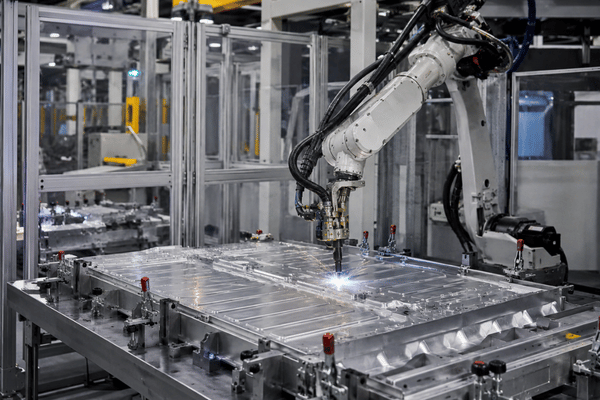
0.1 – 8 mm; minimal HAZ; ideal for EV battery trays
Arc welding (with tracking)
★★★multi-pass
★★
—
—
5 – 60 mm thick-plate; construction-machinery frames
If you are a new energy manufacturer with thin (1-3mm) aluminum battery trays, our laser setup achieves very close to zero-form by limiting weld distortion in that application to < 0.2mm, well within typical industry battery pack limitations and the 2mm range in industry accepted practice. In this new energy application, the ABOKE cell’s in-line laser positioning aligns over any version of your aluminum battery tray automatically – thus any program saved for one tray SKU is instantly useable on another- and the same recipe can be run without re-teaching if we send you our 5-day ship out Wuxi factory leadtime.
[SYS-DATA] SYSTEM COMPARISON
Robotic vs Cobot vs Manual — The 3-Way Crossover Curve
Misconception busted: Robot cells aren’t just for high volume automotive – AGT, Daihen and Path Robotics (cross-referenced with USPTO patent US20230123712A1 simulated weld path generation)all report same findingsthat even jobs with volumes as low as 100 parts/month can pay for robot work cells, given a repeat monthly work schedule. The question really is where on a 3-Way Crossover Curve you as an industrial machine operator or fabricator actually sit, because the lowest upfront cost will likely not offer the greatest Roi in 3-5 years for a business buyer over this horizon.
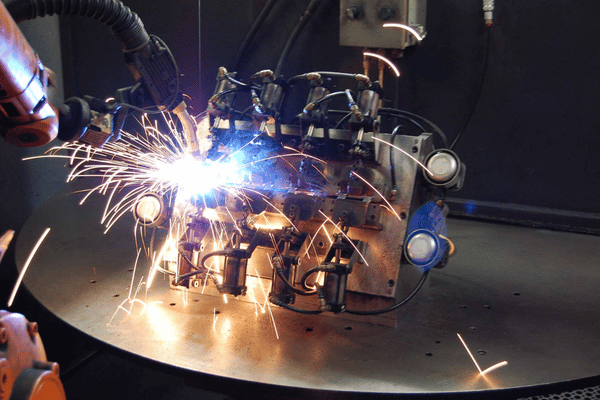
● LIVE WELD CELL
[DATA-VIZ] PRODUCTION VOLUME ROI
ROI mapping based on Monthly Part Volume requirements.
[SPEC-01] DECISION FACTOR MATRIX
| Decision factor | Manual welder | Welding cobot | 6-Axis industrial robot |
|---|---|---|---|
| Hardware cost (cell, USD) | $0 – 5 K (just torch + helmet) | $30,000 – $90,000 | $60,000 – $250,000 |
| Welding power source (separate) | $2 – 8 K | $8 – 25 K | $8 – 25 K |
| Fixturing + positioner | $0 – 2 K shop-fab | $5 – 20 K | $20 – 80 K |
| Deploy + commissioning time | 0 days | 3 – 7 days | 4 – 12 weeks |
| Sustained throughput | 30 – 80 parts / shift | 80 – 200 parts / shift | 200 – 600+ parts / shift |
| Repeatability variance | 2 – 8 % rework typical | < 1 % rework | < 0.8 % rework |
[ANALYSIS-A] STRATEGY
We demonstrate the tradeoffs below by plugging numbers in; below 50/month, manual really IS still cheaper even with current wage inflation, however, 50-500 parts/month see significant payback advantages from the low deployment and easy of programming for a co-bot type, and over 500/month the cost per-part as well as work quality from a 6 axis industrial cell is undeniable. ABOKE engineers show every single industrial buyer across Europe how our models demonstrate why even a relatively small fabricator’s buying strategy looks fundamentally different to that of a 12 line facility in Europe.
[ANALYSIS-B] TCO AUDIT
The “30% premium” argument that has likely been presented to you by a domestic Chinese vendor is very real on sticker price, but when you stack up the “hidden” line items, it quickly diminishes. These items typically include a fixture that mounts to your existing jig, a power supply compatible with your existing brand, after-hours support that matches your time zone and a warranty that actually stands up after a dispute with a customs broker. Our standard 1-year warranty and support and 13+ brand power-supply compatibility address most of the costs in this area. ABOKE won’t ever claim the lowest sticker price is the best; only that we’re the cheapest after a three year audit.
TCO TIER · SILVER
TCO Lifecycle Advantage (typical range)
over a 3-5 year time frame a Standard 6-axis ABOKE cell generally offers savings of $120,000 – $200,000 /year in fully-burdened welding labor (based on a typical 2-4 skilled welder displacement and a US wage benchmark) and material savings of 10-15% via fewer reworks. Exact payback varies based on duty cycle and welding wage – request your custom payback sheet here.
[sys-data] // case study
customer results — 99.2 % qualification rate across 12 auto-parts product lines
One mid-volume automotive supplier (small/mid-size tier, US buyer) automated welding for twelve product lines utilizing an ABOKE Standard 6-axis cell that covered chassis/body/engine mounts, plus EV battery module casings. Three months after FAT-witnessed start-up the line was processing mixed batch work with a 99.2% FQA and achieved an 8-country export-ready audit. Set-up time for a new part family averages 30 minutes.
99.2%
first-pass qual rate
12
product lines on 1 cell
3–5×
throughput vs manual
10–15%
material utilization gain
[sys-deployment] // applications
6 industry applications where our robotic welding machine earns its cell
[app-01]
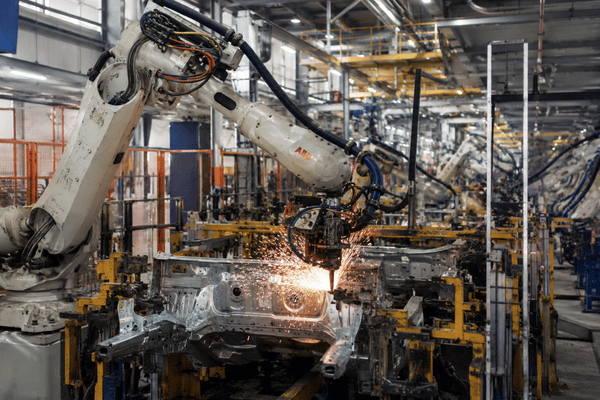
automotive manufacturing
Body, chassis, engine part welding and EV battery modules benefit greatly from the ABOKE Standard’s AI Process Package, which comes with a recipe library optimized for those tasks.
99.2 % qualification across 12 product types
[app-02]
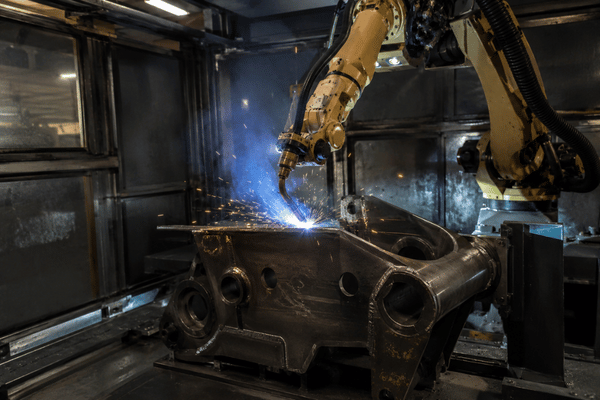
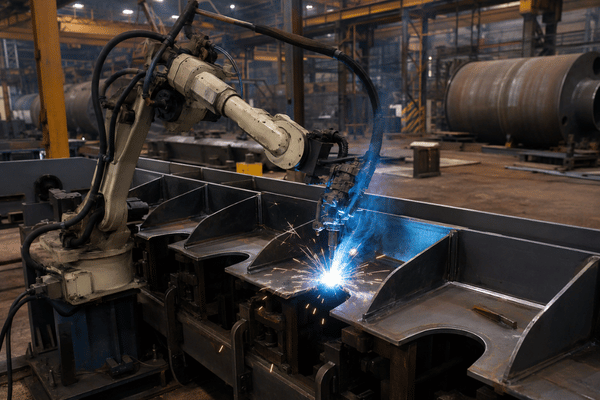
construction machinery
Heavy multi-pass welding and the rigors of thick plate construction found in this segment for such items as excavator, loader and crane components are perfectly handled by the IP67 rated ABOKE enclosure.
5 – 60 mm thick-plate welding window
[app-03]
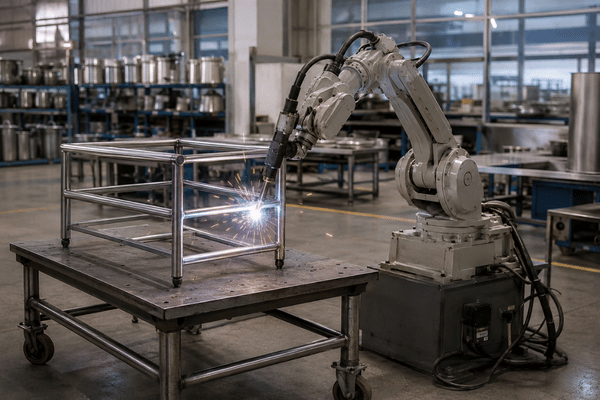
hardware & kitchenware
The high mix, low-volume demands for stainless kitchenware, furniture etc., are well addressed by the ABOKE Standard and its optionally supplied “mobile work bench” option where the robot is brought to the part.
< 30 min changeover between SKUs
[app-04]
aerospace & precision
The ABOKE Standard offers high precision and low thermal input as evidenced by welding fine components in this application type for medical, automotive engine or electronic enclosures.
±0.02 mm path repeatability per ISO 9283
[app-05]
new energy
Low-heat input for aluminum solar mounts, EV battery casings or storage tanks allows thermal deformation control to ± 0.2 mm, which is within the .5″ (12.5mm) industry practice commonly used for EV battery pack design.
~0.2 mm thermal deformation on 1 – 3 mm Al trays
[app-06]
heavy industry & shipbuilding
Petroleum & Shipbuilding fabricators and other pressure vessel makers utilize the ABOKE heavy-duty integration line to weld AWS D1.1 Prequalified multi-pass on 3.2mm (.125″) carbon steel.
AWS D1.1 compatible process package
ISO 9001 + CE + AWS Process Compatibility — Standards & Trust
ISO 9001:2015
Quality management system — Wuxi ABK Machinery
CE
European market entry compliance
AWS D1.1 / D1.8
Process compatible — structural steel welding code
ISO 9283
Robot pose accuracy benchmark applied
13+ Brands
Power-source interoperability (Lincoln, Miller, Fronius, Panasonic, OTC, Kemppi…)
1-Year Warranty
Free parts + remote support; extended OEM options
ABOKE – Wuxi ABK Machinery
ABOKE – Wuxi ABK Machinery since 1999-mixes decades in R&D for welding machinery, $1.4 million capitalization, and ability to manufacture up to 1,000 welding machine units and 200 sets cutting machine annually. ABOKE stands behind all exported models with 1-year full parts-and-labor warranties. Clients from 8 export markets such as India, Spain, Russia, France, and other EU & Latin America nations will verify actual FAT-witnessed and not catalogue specs, when placing the next purchase orders. The company is ready to respond your 24 hour quote.
REPEATABILITY AUDIT DATA
6-Axis Positioning Repeatability
ABOKE engineers’ independent integrator data (2024-2025 dual-brand customer audits) illustrates the Chinese Tier-1 welding-robot OEs have closed the “positioning-repeatability” gap versus Japanese counterparts to 0.02-0.05mm – located largely within the sub-1B RMB revenue range plus the in-house metrology lab. Our 6-Axis sits there too. frankly ABOKE cannot lay claim to parity across each pay load – but within the middle-pay load configurations where the “cause of the gap” (e.g. the precision reducer + thermal expansion) has now been addressed with ours.
Robotic Welding Machine Cost — The 6-Factor ROI Decision Framework
The total cost of a robotic welding system, including the manipulator, controller, fixtures, welding power supply, operator training, tooling, maintenance, programming and even robot insurance, normally comes to between three to ten times the cost of the robot itself. But you get that only if the list of the costs starts with 6 items instead of one.
The 6-Factor ROI Decision Framework
Cost factor
Cobot Cell (entry)
Standard 6-Axis Cell
Heavy-Duty Line
1. Robot + controller (hardware)
$30,000 – $60,000
$60,000 – $120,000
$120,000 – $250,000+
2. Welding power source (separate)
$8,000 – $15,000
$12,000 – $25,000
$15,000 – $35,000 per station
3. Fixturing + positioner
$5,000 – $20,000
$15,000 – $60,000
$30,000 – $120,000+
4. Installation + integration + training
$3,000 – $10,000
$10,000 – $30,000
$25,000 – $80,000
5. Consumables (yr 1 — wire, tips, gas)
~$4,000
~$10,000
~$25,000+
6. Serviceability (yr 2+ — parts + remote)
1-yr free + ~$2 K / yr
1-yr free + ~$4 K / yr
1-yr free + ~$10 K / yr
Year-1 fully-loaded budget band
$50 K – $109 K
$107 K – $245 K
$215 K – $510 K+
The ranges included here are set up because real quotes come down to 3 buyers don’t forecast. Part fixturing needed (how many your part actually needs), what brand of power source the customer keeps (13+ brand listed), and level of urgency/lead time (rush lead times are +20% to 35%).Our normal lead time of 60 days, and 30 day express option and 13+ power source brands help lessen all three.
Worked ROI Example
Our average mid volume customer welds ~1,200 parts per month. Standard 6-Axis robot replaces 2 welders (e.g., US based skilled welding at $90/hr fully burdened), utilizes 1.8 shifts per day, and improves rework rate from 4% to 0.8%.
- Year-1 cell cost (mid-band): ~$175,000 fully loaded
- Annual labour savings: ~$160,000 (2 welders @ $90/hr; 0.75 utilization)
- Annual rework savings: ~$30,000 (3.2 % rework reduction $0.9 M material through put)
Estimated Pay Back Period: ~14-18 Month Silver
please provide me with a custom worksheets based on your duty cycle & actual labor rate.
please provide me with a custom worksheets based on your duty cycle & actual labor rate.

Honest Limitations
The honest version of every robotic welding sales conversation: there are trade-offs. ABOKE will not claim our cell is the right move for every shop — and the underlying robotic-cell performance limits we quote are bench-marked against ISO 9283 not catalog hype — here is where it is not:
- We will not turn on your campaign with ROI below 50 parts/month — up to that point, welding manually is the more honest trade-off.
- Does not allow on-field work – As with all industrial 6-axis robots, ABOKE solutions must be in a proper, climate-controlled factory.
- Will not automatically catch all process failures; with seam tracking, a skilled welding engineer should inspect the first 50 parts from any new program.
- One-off, freeform geometry is still the domain of manual labour – robots make a business case on repeatability, even at low volumes, not on a single custom part.
Robotic Welding Integration Tools
ROI Calculator
Calculate your return on investment. Discover the long-term cost benefits of integrating automated robotic welding systems into your workflow.
Access Calculator
Process Selector
Evaluate your specific production requirements. Select the optimal robotic welding process to maximize efficiency on your manufacturing line.
Start Selection
Cobot vs Robot Quiz
Take our interactive technical quiz. Determine whether a collaborative robot (cobot) or a traditional industrial robot best suits your facility.
Take the Quiz
Ready to scope the right ABOKE cell for your application?
Send us your part drawings, weld process, and monthly production volume. Within 24 hours, we’ll respond with process recommendations and an approximate cell configuration.
FAQ — Robotic Welding Machine Procurement & Engineering Answers
How much does a robotic welding machine actually cost?
A cobot welding cell will typically be between $50,000 and $109,000, fully loaded for year one; a standard 6-axis cell $107,000 – $245,000; and a heavy duty integration line ABOKE $215,000. The robot + controller alone usually accounts for only 40-60 percent; the remainder is the fixturing, power source and integration. Our 6-Factor ROI Decision Framework shows each line item broken down by tier.
Is robotic welding worth it for our shop?
If you weld more than roughly 50 parts of any same family of parts a month, a welding cobot typically returns a fully loaded cost in 14 to 24 months at standard US / EU labor costs. At more than 500 per month, a 6-axis industrial system makes sense for output per dollar. If below 50 parts/month, we’d recommend investing in new jigs or a new welder instead.
What’s the difference between a welding cobot and an industrial welding robot?
A welding cobot is designed for safe human-interactive (collaborative) operation: they are deployed without safety cages, and they operate at slower speeds (80-200 parts per shift) – making them ideally suited to high-mix, low-volume applications. A 6-axis industrial welding robot is built for safety cages, operated at high speeds (200-600 parts per shift) and makes sense when you’re doing over 500 parts of a single kind a month. See the crossover points in the H2-4 table for which fits better.
What are the real disadvantages of robotic welding?
In plain english: fixturing cost a lot to build and position, the welding power supply is a $8k – $25k optional buy, your best engineers should not spend weeks writing programs for small batches (if you don’t have a partner to build those off-line for you), robots cannot field weld, and robots have a blind spot detecting most common process failures, so all 50 parts of every new program still need a welder review.
When can I expect a welding cobot system to pay for itself?
A fabricator running approximately 200 parts a month per part family will typically see our welding cobot cell paid for in 18 to 30 months, the result of replacing labor and reducing the rework rate (H2-7 worked example). The payback period can shorten at higher volume, lengthen at a lower wage rate, and can be extended by the decision not to automate when volume is too low.
Do robotic welders need programming experience?
Not initially. Our welding cobot comes with a touch pendant interface where any operator can teach a new weld path in 1 or 2 days of training. With off-line programming to convert 3D models to weld paths and our AI welding package, most operators are welding a production parts within a week, not a quarter.
Can a robotic welding machine weld aluminum?
Yes – particularly with aluminum, which is an emerging and fast-growing category for us. Our laser system for 1-3 mm 6061 is our go-to choice as it achieves the necessary low levels of thermal deformation for thin sheet (around 0.2 mm as opposed to the standard 2 mm allowance). For thicker sections (>6 mm) our pulsed MIG / MAG aluminum application provides for penetration with minimum porosity.
Do I need a safety enclosure for a welding cobot?
For most cobot-based cells, no – the cobot is rated as cobot-capable, and stops when contact is made within the specified force range. Light curtains and a blast shield still make sense for instances when personnel could still come within line-of-site of the arc. In contrast, standard 6-axis industrial cell work requires a full perimeter safety fence and PLSc rated safety interlocks. In the H2-3 cell calculator matrix, you can determine which configuration is required.