Get in Touch with Aubrik Company

Updated July 2026 By the Aubrik technical team
Boiler production equipment is the sequence of machinery that transforms flat steel plate and tubes into a ready-to-go boiler. It’s, in short, the factory on your factory floor: Plate and tube cutting (CNC and oxy-flame), plate rolling and forming, membrane-panel SAW welding, tube-to-tube welding, tube-to-tubesheet welding, bending, clamping and positioning, and quality control (NDT and hydrostatic test). This guide take you along that sequence from first cut to final test, identifying each piece of equipment, explaining the ASME and EN codes that apply, defining the materials involved, and describing the pressure parts and boiler types built with them.
This is written for owners of fabrication shops and engineers with a responsibility for buying a complete line or even multiple pieces of it; you’re not here to buy a single cutting machine or a welding system for one pressure part. We do the math where possible, but real numbers depend on your specific project.
Quick Specs, A Boiler Production Line at a Glance
| Core stations | 7–8: cutting → rolling → prep → membrane weld → tube weld → bending → assembly → NDE/hydro test |
| Primary panel process | Twin-wire submerged arc welding (SAW) |
| Primary tube-joint process | Orbital GTAW (TIG) / resistance |
| Governing codes | ASME BPVC Sec I / IV / V / VIII / IX · EN 12952 / 12953 · PED 2014/68/EU |
| Boiler families built | Water-tube (membrane waterwall) and fire-tube (shell) |
What Is Boiler Production Equipment (and What It Is Not)?
Buyers lose weeks to this confusion: a search for the term returns boiler sellers and machinery builders side by side, and the wrong supplier shortlist is a costly detour. The U.S. Department of Energy’s steam boiler guidance covers the operating boiler; this guide covers the 7 stages of machinery that build it.
The term “boiler production equipment” covers more than just steam and hot-water generators themselves. The market splits into companies selling complete boiler systems and companies selling the machinery to build them. We’re talking about the second type here: the equipment fabricators use to make pressure parts for boilers built to ASME BPVC Section I or Section VIII, and to the European EN 12952 and EN 12953 standards, including heat recovery steam generators and other pressure vessels.
Grouped by function, the equipment fall into five families:
- Cutting: The first step. Your shop takes steel plate delivered to its precise length, cuts it into individual boiler tube, shell plate, or header pieces according to engineering drawings, typically using CNC plasma or oxy-flame machines.
- Forming: Plate-rolled tube or shell sections; bent, rolled, or flanged headers; and prepared edges all prepare plate and tubes for assembly. Equipment includes plate rollers and benders as well as edge milling machines for weld-bevel preparation.
- Welding: This category of machinery does the work. It starts with SAW welding for the boiler’s water walls (membrane panels); it includes tube-to-tube and tube-to-tubesheet automatic welding systems (usually with TIG torches and controlled-path automation); and specialized welding machines for high-temperature alloy pressure parts.
- Assembly & Clamping: As parts come off the forming andwelding machines, they’re positioned and held to meet dimensional specifications for a finished boiler. Hydraulic clamps, jigs, and positioning devices ensure accuracy and rigidity of panels and tubes.
- Inspection: Whether radiographically (RT) or ultrasonically (UT) inspected, pressure parts must meet code standards for internal and surface defects. A final hydrostatic (HS) or pneumatic test is the definitive proof that a pressure part can contain design pressure and temperature with negligible leakage.
A supplier selling boiler production equipment may offer the whole line as an integrated package. Or, fabricators may buy equipment by type (a welding station here, a rolling machine there) and integrate it themselves. We cover the equipment, step-by-step, following the flow of material through a typical plant.
It is just as useful to know what the line does not build. A boiler production line makes pressure parts; the auxiliary equipment around them is bought in and integrated on site — feed water pumps and water systems, blowdown separators, combustion and burner controls, exhaust and vent stacks, and the electrical panels and instrumentation that run the plant. Treat those accessory items as a separate procurement track, and scope your machinery around the pressure parts you actually fabricate.
The 7-Stage Plate-to-Pressure-Test Flow
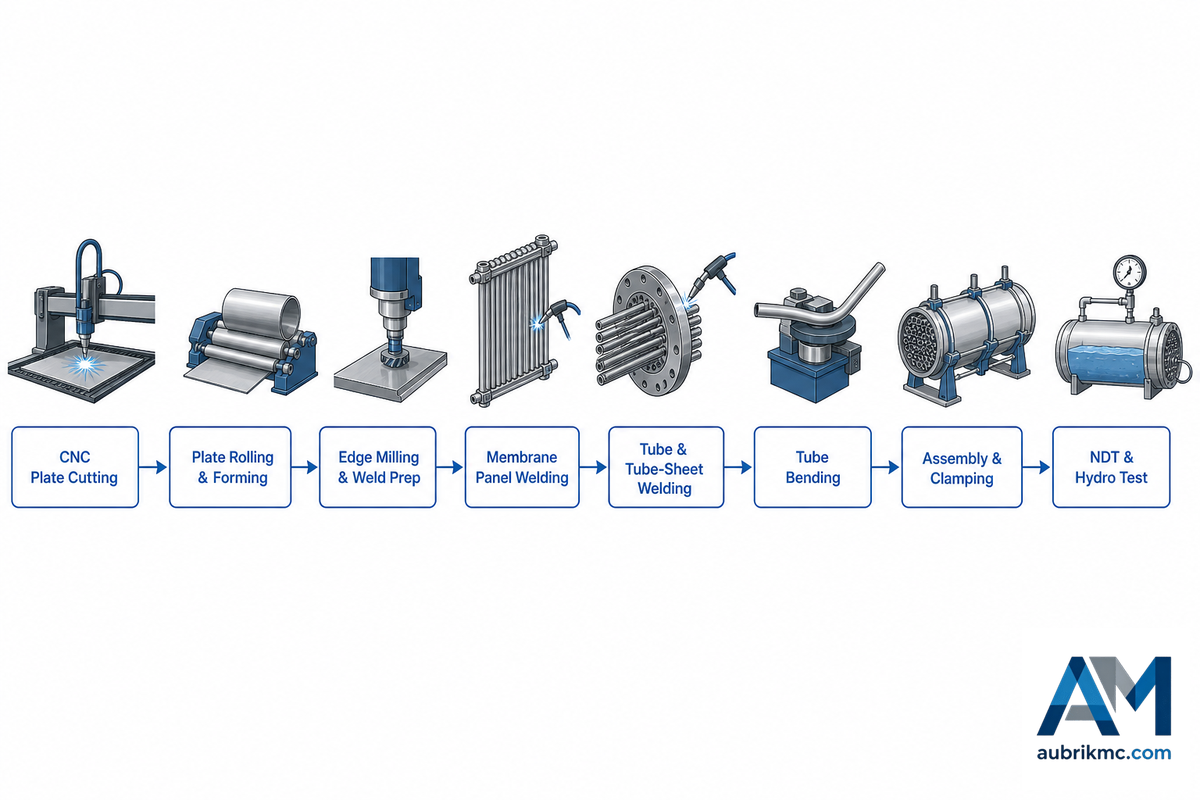
Each pressure part — whether it’s a boiler drum, a heat-recovery steam generator section, or an economizer module — requires specific welding and testing procedures. We’ll reference this 7-stage “Plate-to-Pressure-Test” flow as a general model:
1. Cutting
2. Forming
3. Membrane-panel welding
4. Tube-to-tube welding
5. Tube-to-tubesheet welding
6. Assembly & Clamping
7. NDT and Hydrostatic Test
| Stage | Equipment | What it does |
|---|---|---|
| 1. Cutting | CNC plasma / oxy-flame cutter | Shapes plate to drawing; plasma cuts thin-to-medium plate fast, oxy-flame handles heavy carbon-steel sections. |
| 2. Rolling & forming | 3-roll plate rolls, panel bender | Rolls shells and furnace liners to round; bends waterwall panels to profile. |
| 3. Edge prep | Edge miller / bevel machine | Machines weld bevels so seams fuse fully instead of bridging a gap. |
| 4. Membrane welding | Multi-torch SAW panel welder | Joins fin bar to tube on both sides to build waterwall panels — the throughput heart of the line. |
| 5. Tube welding | Orbital TIG / tubesheet welder | Welds water, steam and superheater tubes and tube-to-tubesheet joints leak-tight. |
| 6. Assembly | Hydraulic clamping, positioners | Holds drums, panels and bundles in position so overall welding stays dimensionally true. |
| 7. NDE & hydro test | RT / UT flaw detectors, hydro rig | Radiography and ultrasonics find sub-surface defects; a hydrostatic test proves the assembly before it ships. |
Don’t short-change the assembly and testing end of the process; that’s where defects, which should have been found earlier and cheaper, can surface in a way that forces significant rework or even scrap at a late, expensive stage. A boiler production line is more than a collection of machines; it’s a quality system in progress, and NDT/HS capacity should be planned accordingly.
Practitioners are blunt about where panels go wrong. Distortion is the recurring complaint: welders on industry forums describe controlling it through careful joint prep, avoiding wide weaves, and disciplined weld sequencing rather than trusting the machine alone. A membrane panel that drifts a millimetre across a 12 m run does not announce itself. It surfaces at hydro test, when the fix costs a multiple of what a fixture would have cost. Equipment makers have engineered around this: the granted patent US7028882B2 describes apparatus that deposits an overlay weld on a boiler tube panel and straightens the panel in the same operation.
💡 Pro Tip
If you’re expanding your business and adding new stations, pay attention to mechanical and software interfaces. Can the output of one machine, be it the panel size from a bender or the pipe size range from a welding head, seamlessly transition to the next stage? Retrofitting incompatible machinery can be far more costly than selecting it correctly in the first place.
Welding Processes Behind Boiler Pressure Parts
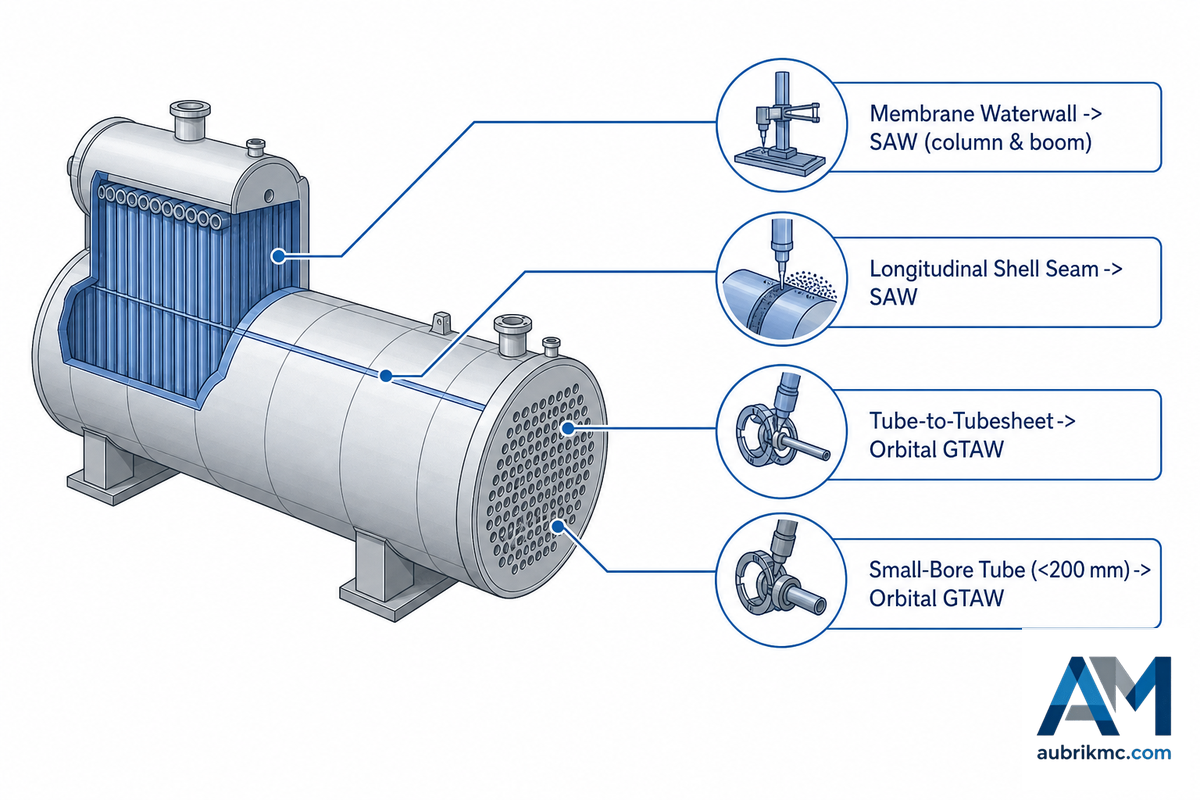
There isn’t just one “best” welding process to do the job on a boiler. For each of the pressure parts, the joint geometry, position and length makes certain process options more favourable – so the only true way to order up the equipment is via a Right-Process-Per-Joint Matrix rather than deciding to just automate all of it on a single piece of equipment.
| Pressure part | Joint type | Typical size | Process | Why it fits |
|---|---|---|---|---|
| Membrane waterwall panel | Fin-to-tube fillet | Tube ⌀22–108 mm, 3–16 mm plate | Twin-wire SAW | Long flat seams reward high deposition and a covered arc. |
| Shell / drum longitudinal seam | Thick butt | 12–100 mm wall | SAW | Deep penetration in few passes, flat position. |
| Dished head | Butt / fillet | Varies by diameter | SAW / GTAW | Curved profile needs positional flexibility. |
| Furnace liner seam | Butt | 6–20 mm | SAW | Flat-position roundness after rolling. |
| Water / superheater tube joint | Tube butt | ⌀25–63 mm | Orbital GTAW (TIG) | Small diameter and out-of-position work SAW cannot reach. |
| Tube-to-tubesheet (headers, exchangers) | Tube-to-plate | ⌀15–170 mm, 1–20 mm wall | Orbital TIG / resistance | Leak-tight under thermal cycling; repeatable penetration. |
| Economizer / finned tube | Fin weld | Continuous fin | HF / SAW | High-volume fin attachment. |
| Header seam | Butt | ⌀60–120 mm | SAW + GTAW | Mixed thickness across the joint. |
| Nozzles & attachments | Set-on / set-through | Varies | GTAW / SMAW | Short positional welds where flexibility beats deposition. |
| Overall assembly closing seam | Closing weld | Varies | SAW / GTAW | Final dimensional control of the assembly. |
Where SAW earns its place is deposition rate. On flat panel seams a single-wire submerged arc can lay roughly 8–18 kg of weld metal per hour depending on wire size and polarity, and a twin-wire configuration adds about 20% more deposition over single-wire without a large jump in heat input, per welding research institute EWI. Multi-wire tandem systems push higher still. By contrast, gas-shielded MIG/MAG typically deposits around 3.6–5.4 kg/h and stick welding 2–4 kg/h, which is why one SAW head can replace several manual guns on a waterwall. Multi-torch membrane welders commonly run 4–6 torches across a 1,600–2,500 mm working width, and a standard machine can lay well over 1,000 m of weld in an 8-hour shift. On long shell and drum seams the same SAW head is usually carried by a column-and-boom welding manipulator, which walks the arc along the joint at a controlled speed instead of moving the workpiece.
Should you run SAW or MIG/MAG for membrane walls?
On long, flat waterwall seams of material of 3mm and greater, twin wire SAW dominates for its sheer penetration and deposition and the protective flux blanket for the molten pool. However, SAW isn’t a magic bullet – it requires the flux to be supported, is restricted to the flat/horizontal positions and generally is limited below about 200mm diameter tubing.
As Canadian Metalworking states, not all large electrodes are the best.
Short welds, small diameter tubes, out-of-position work clearly falls to orbital TIG or resistance welding and this is why a boiler line would combine a membrane panel welding machine for panels and a tube-to-tube welding machine for the tubing.
📐 Engineering Note
LOP. Weld penetration, or lack thereof (LOP), is the common cause of failures in tube-to-tubesheet joints. In industry inspection literature, LOP is often cited alongside boiler-tube-wall LOP as one of the most common boiler-tube-failure modes if feedwater chemistry or weld penetration becomes out of control.
Maintaining the torch at a consistent distance above an irregularly oval or even out-of-round tube is possible because orbital TIG, in combination with an arc voltage controller, controls torch height. In one Aubrik-delivered heat-exchanger line, an orbital tube-to-tube machine held a 99.5% weld pass rate across 50 shell-and-tube units in 304 stainless (tube ⌀25 mm × 3 mm wall) — a company-reported figure.
Consider a shop that wins its first superheater contract and tries to run its membrane SAW head on the tube-to-header joints. The arc wanders on thin wire, penetration drifts, and radiography rejects a run of joints. Welders on the American Welding Society forum describe exactly this: thin submerged-arc wire that does not burn off straight, giving inconsistent penetration. Those joints belonged to orbital TIG from the start. A slower failure mode is chemistry rather than process — caustic stress-corrosion cracking turns up in steam systems where feedwater treatment drifts out of control, years after the weld itself passed inspection.
Watertube vs Firetube: How Boiler Type Drives the Equipment
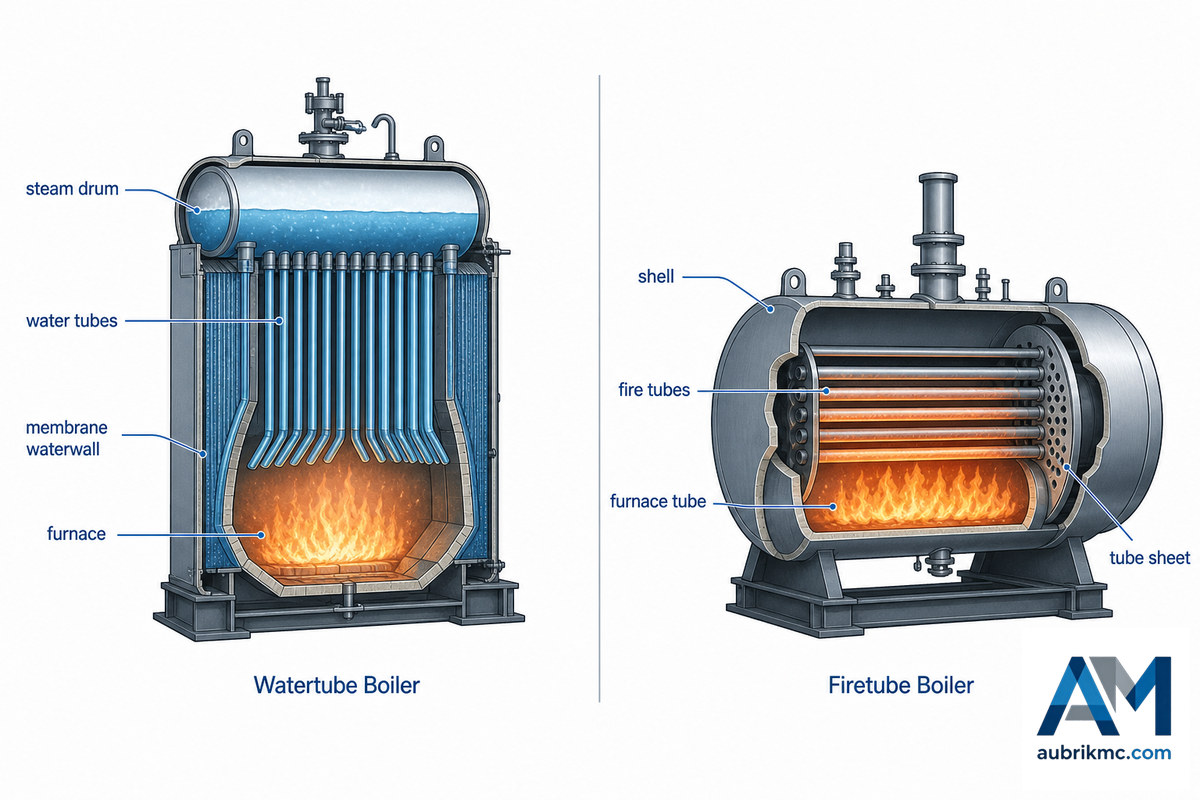
Depending on which boiler family you’re creating, your requirements of available equipment may vary. Both of them use this layout by placing water and fire at different sides of the tube, a positioning that in return determines the maximum pressure and welding work.
Water-tube boiler
Water flows in, hot gas flows outside the tubes. Constructed with membrane waterwall panels and drums and able to withstand higher pressures and temperatures – the utility waterwalls flow in the high-temp region of power boilers. Membrane-panel SAW is very equipment intensive.
Fire-tube (shell) boiler
Hot gas flows through tubes within a water-filled shell. It’s less complex, and it’s more rugged, but operates at lower pressures than a water-tube boiler. Shell rolling, and tube-to-tubesheet welding required on a per-item basis.
Is a watertube or firetube boiler harder to manufacture?
Water tube boilers are the more demanding construction, require more welding equipment to accommodate membrane-panel welding and, given their higher pressure and temperature duty, are supplied with higher grade tube and much tighter weld tolerances. The pressure is contained primarily in the shell seam and tube-to-tubesheet joints for fire tubes, neither of which is easy.
A membrane waterwall panel is an extremely low-stiffness structure and is sensitive to deformation, which is why membrane panel welders incorporate seam-tracking to hold the tube-to-bar gap along the length of a 12-m panel.
And in reality, in fact, it’s still mostly the same equipment: industrial steam boiler, water heater boiler, marine boiler, heat-recovery steam generator and smaller, portable boiler. Applications vary, but the underlying pressure parts remain the same — it’s how they generate steam. That is the everyday reality of boiler manufacturing. The code follows the type: under the ASME Boiler and Pressure Vessel Code, Section I governs power boilers while Section IV covers heating boilers, and each carries its own inspection expectations.
Boiler Steel and Tube Materials, Why Material Sets the Weld Procedure
Choosing the wrong grade is an expensive error that surfaces late. Consider a shop that welds a 2.25% Cr–1% Mo superheater tube using a carbon-steel procedure: the heat-affected zone hardens, cracks open under thermal cycling, and the failure lands years after handover. Material rules referenced by the ASME BPVC set the preheat and post-weld heat treatment that prevent exactly that outcome.
Tube selection is an element of your equipment selection-your tube material choice dictates the welding procedure and preheat and post-weld heat treatment your facility needs to be able to handle. Boiler tube ranges from simple carbon steel through to chromoly with increasing temperatures.
Service conditions decide the grade. A power generation waterwall absorbs radiant heat inside the furnace and carries superheated steam at pressures that pressurize the tube wall continuously; a hot-water unit moves fluid at a far gentler duty. Higher-grade tube buys durability and creep resistance where the heat flux is worst, and it also sets how much maintenance the finished boiler will demand across its service life. High-efficiency designs raise that bar again: tighter energy efficiency targets mean tighter weld quality, which is why equipment with logged parameters is becoming the norm.
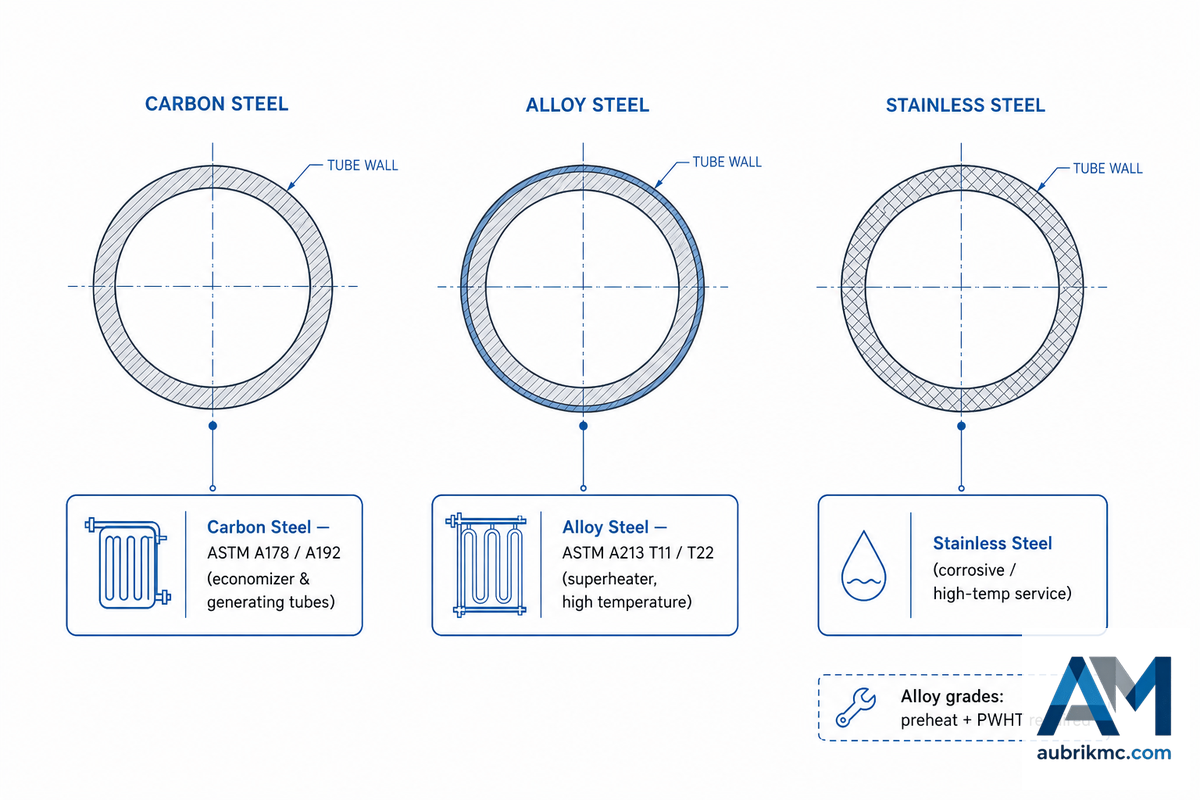
| Grade | Type | Weld implication |
|---|---|---|
| ASTM A178 / A192 | Carbon steel | Standard boiler and superheater tube; straightforward to weld, limited high-temperature service. |
| ASTM A213 T11 | 1.25% Cr – 0.5% Mo alloy | Higher oxidation resistance; typically needs preheat and controlled cooling. |
| ASTM A213 T22 | 2.25% Cr – 1% Mo alloy | Creep service; preheat and post-weld heat treatment commonly required. |
| Stainless (e.g. 304) | Austenitic stainless | Corrosion resistance for exchangers; clean shielding and tight heat control. |
📐 Engineering Note
The weldability of these higher chromium-molybdenum steels (T11, T22 and above) narrows as the alloy content rises. In general, both weld preheat and post-weld heat treatment (PWHT) become necessary to prevent brittle heat-affected zones and cracking. Exact figures must come from your own qualified procedure and the relevant ASME Section I welding requirements for your particular wall thickness and grade.
Any figure given in an isolated capacity should be regarded as guidance only.
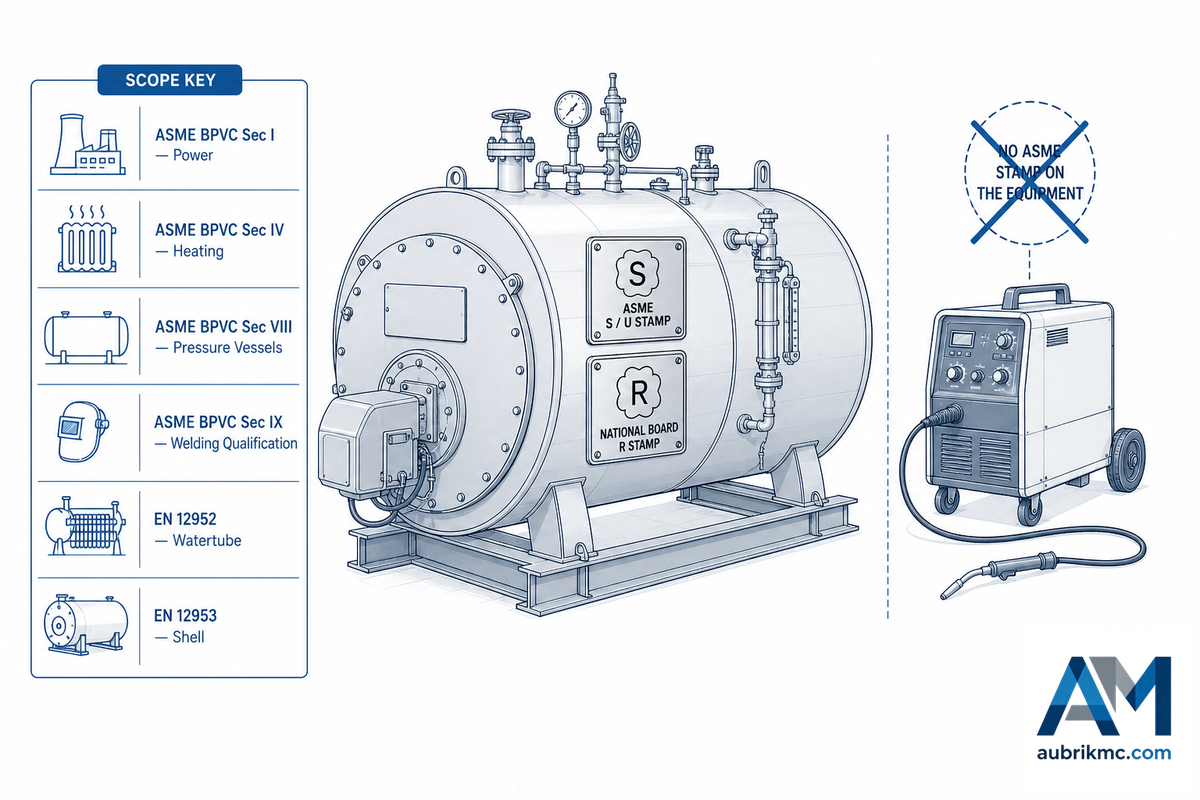
Codes and Compliance: ASME BPVC, EN 12952/12953 and the National Board
Getting this wrong is a costly mistake. Consider a fabricator who buys a seam-tracking panel welder, assumes the machine confers compliance, and then fails the authorized inspection because no welding procedure was ever qualified. The ASME Boiler and Pressure Vessel Code draws the line: Section I governs the finished power boiler, while Section IX qualifies the welding procedure and the welder. A rejected pressure part means cutting finished work back out, and 100% of that labour is lost.
This is the crux of the audit proof, the Code-vs-Machine Distinction: boiler code controls the final pressure part, not the machine which made the weld. No boiler-making machine is “ASME Certified”. What the equipment offers is process control, including process repeatability, seam tracking, and welding data, allowing a code qualified procedure to build a code-compliant boiler.
That distinction bites at audit. A fabricator who assumes the seam tracker on a panel welder makes the weld “code compliant” learns at the authorized inspection that what counts is a qualified procedure, a qualified welder, and the documentation trail behind both. The machine is the vehicle; the ASME Section IX qualification is the licence to drive it.
| Code | Scope |
|---|---|
| ASME BPVC Section I | Construction of power boilers (the finished product). |
| ASME BPVC Section IV | Construction of heating boilers. |
| ASME BPVC Section V | Nondestructive examination (RT, UT and related methods). |
| ASME BPVC Section VIII | Construction of pressure vessels. |
| ASME BPVC Section IX | Welding and operator qualification (WPS, PQR) invoked by the construction codes. |
| EN 12952 | Water-tube boilers (European harmonized standard). |
| EN 12953 | Shell (fire-tube) boilers (European harmonized standard). |
| PED 2014/68/EU | EU conformity for pressure equipment above 0.5 bar. |
North America : “S” (power boilers) and “U” (pressure vessels) on new construction under the ASME Boiler and Pressure Vessel Code; “R” on repairs/alterations from the National Board. Europe : Water-tube boilers, EN 12952; shell boilers, EN 12953, both under the Pressure Equipment Directive (2014/68/EU). If you export, work out your stamping strategy – ASME and the National Board in North America; PED in Europe – prior to cutting steel, since a reject on a pressure part involve rework.
How to Specify a Boiler Production Line

Choosing a line is really a statement of which output band, mix of process, and what part of the chain you bring in-house vs. outsource. Pressure test your product mix against the conditions in the below list, as a starting point for reference.
| If your output is… | Prioritise… |
|---|---|
| Small package boilers, mixed jobs | A standard-width membrane welder + one tube welder; outsource heavy rolling until volume justifies it. |
| Steady mid-volume production | In-house cutting, rolling, membrane SAW and tube welding; add NDE capacity to control quality cost. |
| Large utility waterwalls | Wide multi-torch SAW, higher tube-material capability, and full assembly + inspection stations. |
Firing equipment — burners and their controls — is ordered as a packaged unit rather than built in your plant, so scope your machinery around the pressure parts you actually fabricate. Buyers comparing boiler production equipment manufacturers should also weigh used boiler production equipment, which trades a lower entry price for unknown control-system age and spare-parts risk. Whether you build industrial boilers, commercial boilers, or utility waterwalls, one question sets the order of purchase: which station is your throughput bottleneck, and which is your quality gate? The single-source versus multi-source choice is a genuine compromise. One vendor owns the result when an inspection fails; several vendors can lower component cost but leave integration risk on your shop floor.
An optimum equipment solution balances production volume, weld reliability, and the efficiency benefits that support your investment in hardware — station by station and component by component. One machine platform can serve a local contract manufacturer for smaller packaged boilers as well as a major manufacturer building waterwall panels for power plants because the machine platform scales based on number of torch and the number of panels to be fabricated.
For example, suppose a medium-sized fabricator making job-shop pipe is considering expanding into packaged steam boilers. Instead of buying a seven-station stack up front, they may purchase a standard membrane welder and orbital tube welder, contract out plate rolling for the first year, and buy an ultrasonic flaw detector when production volumes increase. Order is important; buy the throughput bottleneck and the quality gate first, and let forming and others catch up with demand. Before committing to either process, work out a SAW vs MIG/MAG cost comparison based on your specific plate dimensions, and employ welding positioners and welding rotators to help you put joints into the flat position where these automated systems are at their most efficient.
Industry Outlook: Skilled Labour and Automation in Boiler Production
While the factor forcing change to boiler production equipment isn’t just market size, it’s primarily about labor-but it’s an honest discussion. We should avoid exaggerating a “boiler-specific welder shortage.” The reality is much more measured: The U.S. Bureau of Labor Statistics has identified some 10,400 boilermakers, anticipates a slight employment decline of about 2% from 2024 to 2034, and projects around 800 annual openings. most driven by retirement, but also due in part to decreased demand as coal-fired plants shutter.
What’s undoubtedly true, though, is the general shortage of qualified welders from which boiler shops draw. According to figures shared by industry press that are sourced from the American Welding Society, the industry needs some 330,000 new welding professionals by 2028, creating about 82,500 annual openings – this a broad figure for six skilled trades, not specific to boilermakers. Indeed, in light of this, the BLS simply states that “most manufacturers have automated the production of boilers for improved quality, assembling boiler tanks often using robotic or automatic welders.” This suggests that quality and scarce skilled labor are the key drivers of automated SAW and orbital cells rather than a hiring surge unique to the boiler industry.
“It’s changing every day, it’s a monster sometimes.”
Joe Young, Senior Manager, AWS Foundation Workforce Development, on the shifting welding workforce (FABTECH 2024)
Two technological trends stem from this. First, in new lines through 2026, weld monitoring and AI-adaptive welding – such as arc tracking and real-time defect detection – will move from luxury features into standard offerings. Second, even the automatic base line will continue to evolve; patent literature indicates new laser/arc hybrid techniques aimed at replacing SAW/FCAW on water-wall panels to reduce heat input and deformation are in the works. For buyers, a critical consideration is timing. If your capex budget is ready to deploy, invest in equipment with a track-record of logged parameters and a system ready to support tracking and real-time diagnostics, as these capabilities are becoming the expectation for inspections and documentation. Boiler line automation can thus be best viewed as insurance against the risks associated with scarce skilled labor and increasing quality demands, with robotic welding systems playing an ever-greater role.
Frequently Asked Questions
Q: What is boiler production equipment?
View Answer
Boiler production equipment is comprised of CNC cutting, plate rolling and forming, membrane-panel welding, tube-to-tube and tube-to-tubesheet welding, assembly clamping, and NDT including hydrostatic test machines used to make boilers – separate from the boilers themselves. It can be offered as a complete integrated line by a supplier or the individual components can be purchased by a fabricator for in-house integration.
Q: How is a boiler manufactured, step by step?
View Answer
A boiler goes through seven stages from plate to pressure test. Steel is CNC cut to drawing and rolled or bent to shape into shells, furnace liners, and waterwall panels. Edges are milled to prepare for welding. Membrane panels are joined with multi-torch submerged arc welding (SAW) and tubes with orbital TIG.
The drums, panels and bundles are clamped together and assembled to be dimensionally true before being radiographed, ultrasonic-tested and proving to 150% of pressure by hydrostatic testing prior to shipment. Each stage employs its own machine and own approved weld procedure.
Q: What welding process is used for boiler membrane walls?
View Answer
Membrane waterwall panels are fabricated using multi-torch, twin-wire submerged arc welding (SAW). This method lends itself well to the long, flat horizontal seams where it deposits approximately 8-18 kg/h for a single wire (20% higher for twin-wire SAW) protected from contamination by the flux. Small diameter, out-of-position and short seams, and those requiring full support for flux are candidates for orbital TIG, where SAW must work on a horizontal or flat surface.
Q: Does boiler production equipment have to be ASME-certified?
View Answer
The actual boiler and pressure vessel are constructed in accordance with ASME Codes (Section I or VIII). The machinery to build them is not “ASME Certified”.
Rather, the equipment provides repeatable controls and seam tracking that allows a qualified weld procedure (as approved under ASME Section IX) to be followed.
Q: Watertube vs firetube, which is harder to manufacture?
View Answer
Water-tube boilers are usually the most equipment-intensive: higher pressures/temperatures demand tighter weld controls and more sophisticated equipment, especially for membrane-panel construction.
In a fire-tube boiler, most welding work is concentrated in the shell seam and tubesheet joints.
Q: What steel is used for boiler tubes?
View Answer
Boiler tubes vary in grade from carbon steel (ASTM A178/A192) in common service up to chromium-molybdenum alloys (ASTM A213 T11 and T22) where service temperatures climb.
Stainless steels like ASTM A213-304 are employed for service in heat exchangers. Tube grade will influence the welding procedure-alloy tube is generally the subject of a preheat and postweld heat treatment.
Q: How much does a boiler production line cost?
View Answer
The final cost of the machine is influenced by factors such as panel width, torch count, type of processes used and level of automation, so request a configured quotation rather than a sticker price. Be sure to evaluate after-sales support and delivery time.
Q: Can one line build both watertube and firetube boilers?
View Answer
Largely yes, the primary fabrication machines are shared between families: CNC cutting, rolling or bending, panel or shell welding, tubesheet welding, assembly, and NDE equipment all are found in facilities building water-tube boilers, fire-tube boilers, hot-water boilers, heat-recovery steam generators, and high-pressure power-boiler waterwalls. Differences are in the details: A water-tube setup would emphasize membrane-panel welding, a fire-tube unit, shell-rolling capacity, and a steam generator or heat exchanger may be tailored to the weld of interest, whether SAW, orbital tube, or GTAW.
About This Guide
This guide was compiled from published industry standards (ASME BPVC, EN 12952/12953, PED), US government labor and energy statistics, welding research and field data collected from boiler and heat-exchanger production lines built by Aubrik since 1999-including the retrofit of twin-wire SAW membrane and orbital-tube technology on an existing water-tube boiler and the creation of a 304-stainless heat-exchanger line. Numerical values relating to a specific application (tube grade, size, material or boiler type) are highlighted as such.Reviewed by the Aubrik Technical team.
Sizing a boiler production line for your output?
References & Sources
- Boiler and Pressure Vessel CertificationASME
- Accreditation and the R StampThe National Board of Boiler and Pressure Vessel Inspectors
- Boilermakers, Occupational Outlook HandbookU.S. Bureau of Labor Statistics
- Best Management Practice 8: Steam Boiler SystemsU.S. Department of Energy
- Directive 2014/68/EU (Pressure Equipment Directive)EU-OSHA
- Increasing Productivity with Submerged Arc WeldingEWI
- Outlook, Trends and Pay for the Welding Workforce (AWS data)The Fabricator
Related Articles
- Tube-to-Tube Welding Machine Guide, orbital TIG for boiler and exchanger tubes
- Robotic Welding Cell: Types, Costs & ROI Guide
- Welding Rotators & Turning Rolls Guide, keeping shells in the flat position
- Heavy Duty Welding Positioner: Capacity, Tilt and RPM Guide
- Panel Bending Machine, forming boiler and waterwall panels