Get in Touch with Aubrik Company

Updated July 2026 Reviewed by the Wuxi ABK Machinery (Aubrik) technical team
A steel structure workshop layout is the set of decisions that determine how a building’s span, crane capacity, floor zoning, and utility routing fit the equipment and process that will run inside it. Get those four decisions right before the foundation is poured, and the building serves the operation for decades. Get them wrong, and a two-metre eave-height shortfall or a mis-sized crane bay can force a five- to ten-times-costlier retrofit within three years. This guide works through the four decisions in the order they should actually be made, using Aubrik’s own workshop configuration data and the machine envelopes of the equipment that usually runs inside a fabrication workshop.
Quick Specs
| Clear span range | 15–80 m (4-tier configuration system) |
| Eave height | 6–25 m, driven by crane capacity |
| Bridge crane capacity | 0–500 t |
| Typical lead time | 6–16 weeks by tier |
| Frame + cladding cost | $45–140/sqm EXW |
What a Steel Structure Workshop Layout Actually Decides
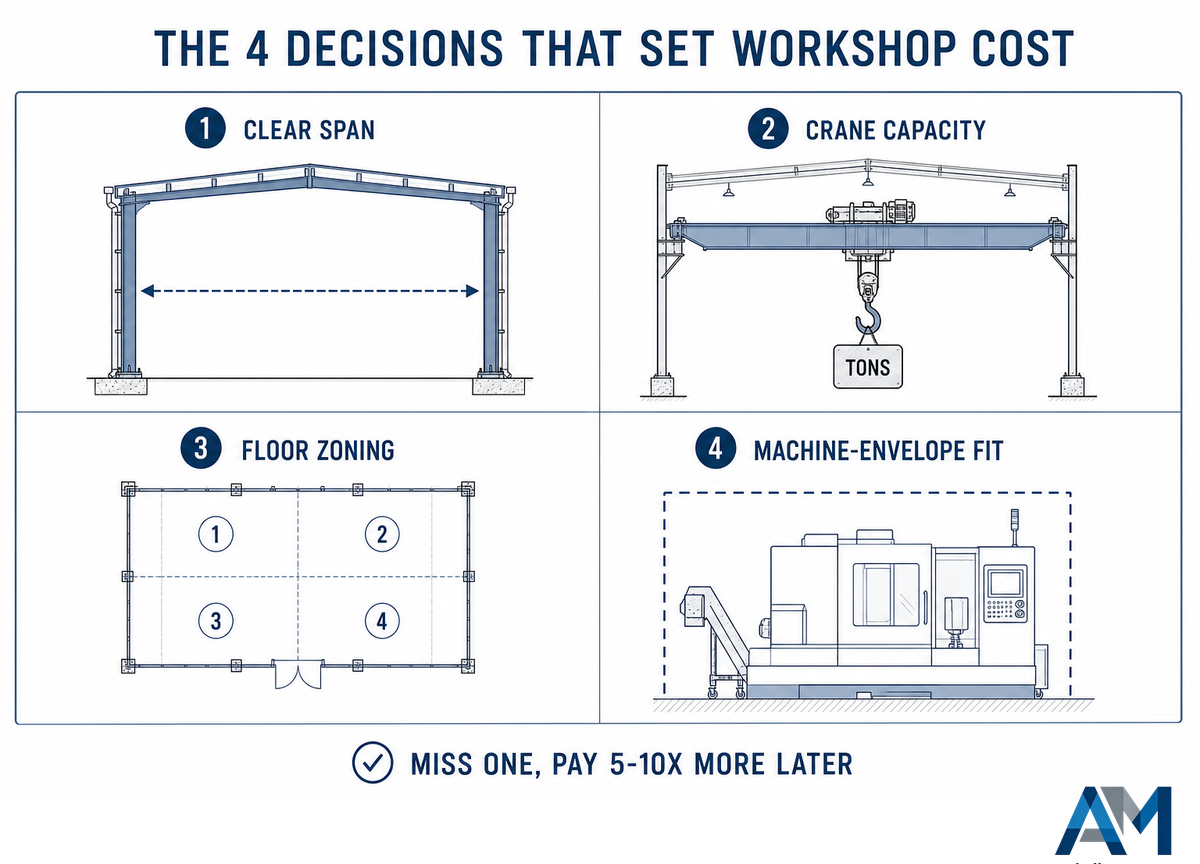
Four factors decide a steel structure workshop layout: how wide the building spans without interior columns, how much crane capacity the runway must carry, how the floor is zoned to match the fabrication sequence, and how the building’s dimensions match the equipment that will operate inside it.
Clear span, eave height, crane capacity, floor zoning, and utility routing together make up what a steel structure workshop layout actually is – the combination a portal-frame or truss-frame building gets engineered around. Four decisions drive nearly every downstream cost and operational outcome: how wide the building spans without interior columns, how much weight the crane runway must carry (and clear the OSHA overhead-crane clearance minimums around it), how the floor is zoned to match the fabrication sequence (including the aisle and material-handling clearances that regulate how zones connect), and how the building’s dimensions are checked against the actual equipment that will sit inside it. Miss any one of the four at the design stage, and the fix later costs five to ten times what it would have cost to specify correctly up front, whether that shows up as wasted floor space, a structural integrity shortfall, or construction waste from rework.
Most buyers researching “steel structure workshop” land on spec-sheet pages that list span and price ranges without connecting them, or on generic workshop structure design content, metal building plans PDFs, and mechanical workshop layout design templates built for storage buildings rather than active fabrication. Generic metal workshop buildings and process-engineered ones look identical from the outside; the difference only shows up once equipment moves in. A fabricator that signs a lease on a 30-meter-span building, then discovers mid-fit-out that its gantry welder needs a 36-meter rail run, is paying for a mistake that a one-page equipment list would have caught before the contract was signed. This guide connects the numbers — and adds the one variable most modern industrial workshop plans skip entirely: what happens when the building has to fit around welding, cutting, or blasting equipment that has its own footprint, reach, and clearance requirements.
The Crane-Before-Span Sequence
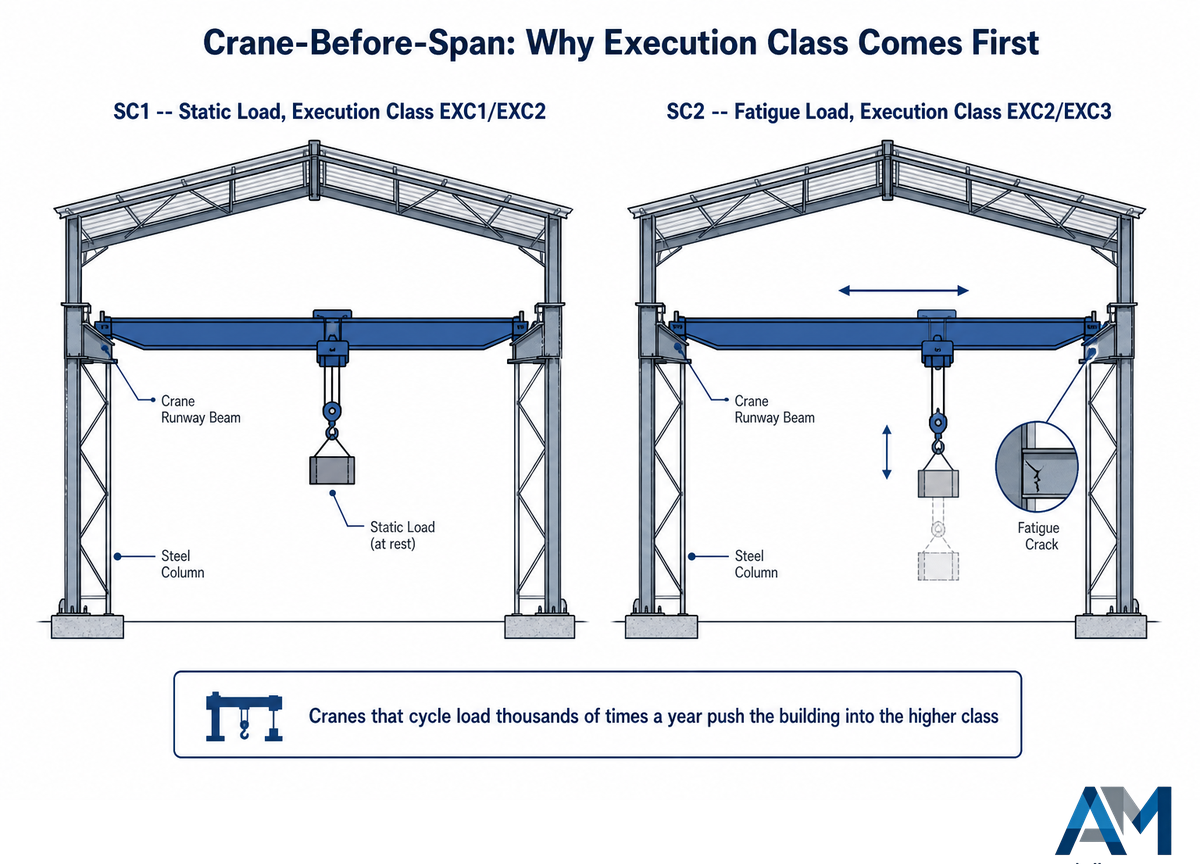
Crane capacity should be locked before clear span, because crane presence – not steel grade alone – is one of the factors that can push a workshop’s structural execution class higher. Under the EN 1090-2 execution-class framework, the deciding factor is the joint’s service category: SC1 covers static and quasi-static loading, while SC2 covers fatigue-loaded elements. That classification logic predates the current EN 1090-2 edition and the exact category boundaries have been revised since, so treat it as the general principle, not a citation of the current clause number. Cranes that cycle load thousands of times a year are a textbook SC2 case, which is why crane-carrying buildings routinely land in EXC2 or EXC3 while an equivalent static-load building of the same steel grade sits in EXC1.
Practically speaking: figure out the biggest lift the overhead crane will ever need to take (account for expected growth, not just day-one tonnage), because that figure dictates crane class, which dictates execution class, which dictates fabrication and inspection criteria – before a single column size has been settled upon. To do the reverse is to be forced to engineer columns retroactively to withstand wind, seismic, and the stresses imposed by the crane they’ve never accounted for until after the fact.
📑 Engineering Note
Crane runway girder fatigue isn’t some trivial detail. According to one AISC Engineering Journal study on crane runway design, fatigue cracking, not overload, accounts for nearly 90% of runway girder failures in service. CMAA’s crane classification table correlates expected service loads to intended lifespan — a Class A crane is designed to carry its loads up to 20,000 cycles over 40 years, while a Class F crane is built for more than 2 million cycles over the same period. Specify the wrong crane class and your runway girder is likely the first structural element to fail, not any frame element.
Aubrik’s 4-Tier Span-to-Cost Matrix
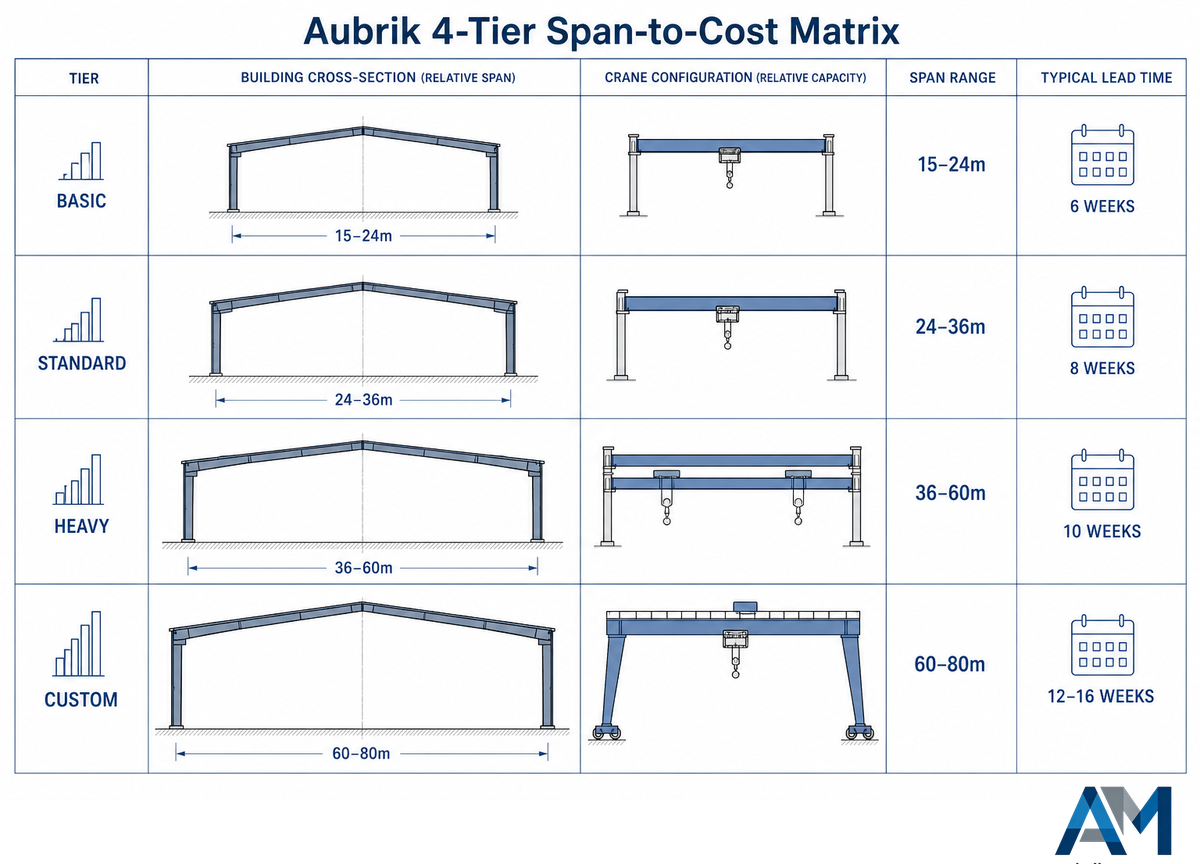
Span, eave height, crane capacity, mezzanine allowance, cladding spec, and lead time all are intertwined variables in the configuration of a steel building project, not isolated design elements. Aubrik stratifies projects into four “tiers,” which allow a buyer to lay out a steel building option beneath them on a scale, rather than arbitrarily selecting a number and seeing the “customization cost per square meter” start to rise. Each tier is designed from one end to the other as an integrated, load-bearing system-not as a menu of disparate parts. Customization options compound in cost the further a spec drifts from the nearest standard tier, so most buyers save money by starting there and adjusting only where the process genuinely requires it.
| Tier | Span | Eave Height | Crane Capacity | Cost (EXW) | Lead Time |
|---|---|---|---|---|---|
| Basic | 15–24 m | 6–9 m | 0–5 t single-girder | $45–75/sqm | 6 weeks |
| Standard | 24–36 m | 9–12 m | 5–20 t single bridge | $65–95/sqm | 8 weeks |
| Heavy | 36–60 m | 12–18 m | 20–100 t bridge ×2 | $90–140/sqm | 10 weeks |
| Custom | 60–80 m | up to 25 m | up to 500 t gantry | Quoted | 12–16 weeks |
Source: Aubrik configuration data.
For example, a real case study of a 34,000 sqm, four-span portal frame steel building in the UK (35m span, 8m column centres) was priced at £920/sqm, compared to two more substantial structural systems. That portal frame was the cheapest and most efficient among the three steel building framing options evaluated, not just the quickest to construct. Use this guide to identify the right tier for your building and verify with a workshop cost calculator against your square meters and geographic region. Tier placement at the RFQ phase is worth more than a generic set of steel building plans drawings pulled from a template library.
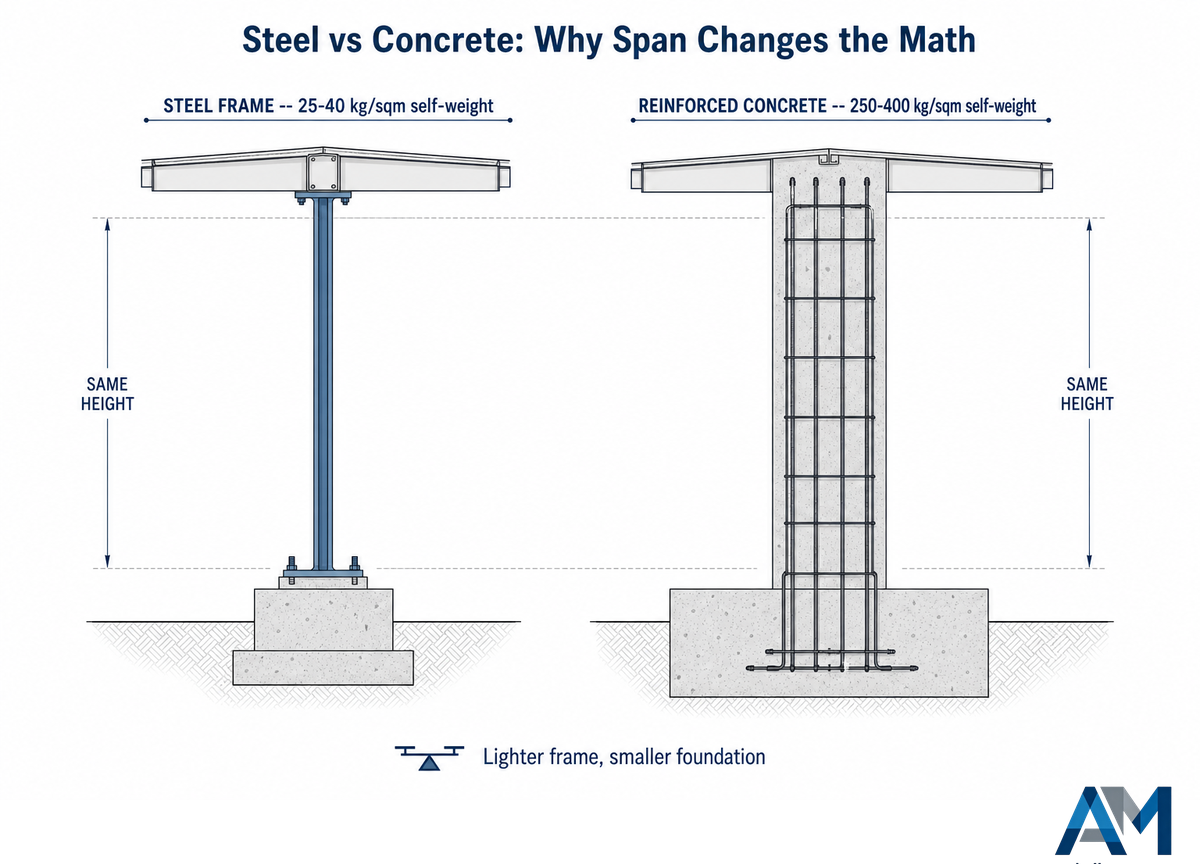
Steel vs Concrete vs Traditional Brick-Frame, Why Span Changes the Math
Typical turnaround time for prefab steel projects is 3-6 months from design to completion for an industrial project, versus 9-18 months for a conventional masonry or concrete structure of comparable size. This compression in total construction time of 40-60% stems from running factory fabrication simultaneously with site foundations — the frame itself is prefabricated at the factory while the site foundation is still curing, according to one prefab manufacturer’s benchmark data. Modular construction shows a similar process at work: a 13,000-sqft, 12-classroom modular project (not specific to steel construction) documented by the Modular Building Institute was completed in 100 days. This process, which takes over a year conventionally, explains the mechanism, rather than relying on steel-specific numbers.
A reason is weight: steel structural frames generally run 25-40 kg/sqm self-weight compared to 250-400 kg/sqm for a reinforced-concrete frame, and that difference reduces column and foundation loading. Foundation steel and concrete quantities are also reduced, which saves more money on poor soil, where the concrete’s excessive mass would otherwise force deeper and wider foundations. That benefit from structural weight saving grows as the span increases, because steel’s strength-to-weight ratio lets a thinner section carry the same load that concrete needs many times more material to carry — the strength of steel per kilogram simply outperforms reinforced concrete at every span this guide covers. If the span is 15-20 meters, steel framing and concrete framing cost come close to each other; over 35 meters, concrete framing stops being structurally economical, which is why most wide-span factories today adopt steel framing. Fire resistance rating and building code still have to be reviewed for both kinds of frame; it’s not guaranteed that a given cladding spec is fire-rated for steel framing, and missing that detail at the design stage can erase the time savings construction otherwise gains.
Zoning the Floor to Match Your Fabrication Sequence

Zone available floor area based on the sequence materials flow through the building, not around the building rectangle. A layout mistake commonly found in workshop construction is the building shell being completed before the process flow is defined. That’s a “building-led” approach, not a “process-led” one, which — according to workshop-layout consultants — is the major contributor to retrofit cost. Incorporating operational requirements into the initial design differentiates scalable workshops from those requiring a revamp within the first three years.
One illustration of process-led zoning in practice is Aubrik’s own five-station H-beam production line: raw plate cutting, assembly (tack welding), gantry submerged-arc welding, flange straightening, and shot blasting, arranged in a straight line, with each station’s output rate matched to the next so no bottleneck occurs. Zoning around process flow like this enables the grouping of operations causing high vibrations (cutting, straighten) and precision or finishing (blasting, coating), whilst reducing the distances between them. Partition walls between the high-vibration stations and the precision stations cut cross-contamination without blocking crane coverage across the bay.
“It’s from this strong foundation that you’re going to be able to work safely and you’re more likely to produce quality products. Then you’re more likely to deliver on-time to your customers, and you’re going to be doing it with a high degree of productivity.”
Jim Floyd, Technical Specialist, Illinois Manufacturing Excellence Center (NIST MEP National Network), on shop-floor 5S and workflow discipline — via The Fabricator
Can layouts be modified after initial construction?
Yes, but the cost depends entirely on what was reserved in the original design. Column grids with spare bay capacity allow cheap expansion later; a tight grid with no reserve forces column relocation, foundation redesign, or roof modification instead, all adding real cost and delay.
Yes, but it comes at a cost that wholly depends on what was allocated in the design stage. A bolted, multi-bay construction with sufficient space reserved in the column grid to accommodate a future line will allow for layout modifications or the addition of another bay at a minor cost increase; however, a rigid grid structure without space reserved could lead to costs related to relocation of columns, re-design of foundations, or modifications of roof structures. Typically, retrofitting production capacity into an existing factory incurs an additional two to threefold cost compared to incorporating it during initial construction.
The Machine-Envelope Layout Check
Bay width, door openings, and crane runway height must be scaled for the largest piece of heavy equipment the workshop will use, not to some round building number you’ve selected. That’s the one step most workshop-layout guides ignore completely, and the reason they’re written by building contractors who don’t also manufacture the equipment that will sit inside — they’ll happily tell you to “map out your material handling paths,” but they don’t know what numbers you need to hit when you’re doing that. And the beams that support your crane must clear finite-element-analysis check against the actual equipment weight and reach, not a placeholder. High-strength beams sized for a small piece of equipment might not support a larger one you add later.
Crane runway alignment, on the other hand, is defined. The patent itself describes itself as a 2024 granted non-contact laser measurement technology for crane runway systems which relies on CMAA Specification 70 and AISE Technical Report #13 as the basis of alignment and lists the full set of dimensions a runway measurement should verify, including: the runway beam’s flange camber, web warp and lean; the rails’ alignment; the columns’ 3D position; and their span. These are precisely the parameters that need to be established before equipment enters the facility, not compensated for afterward.
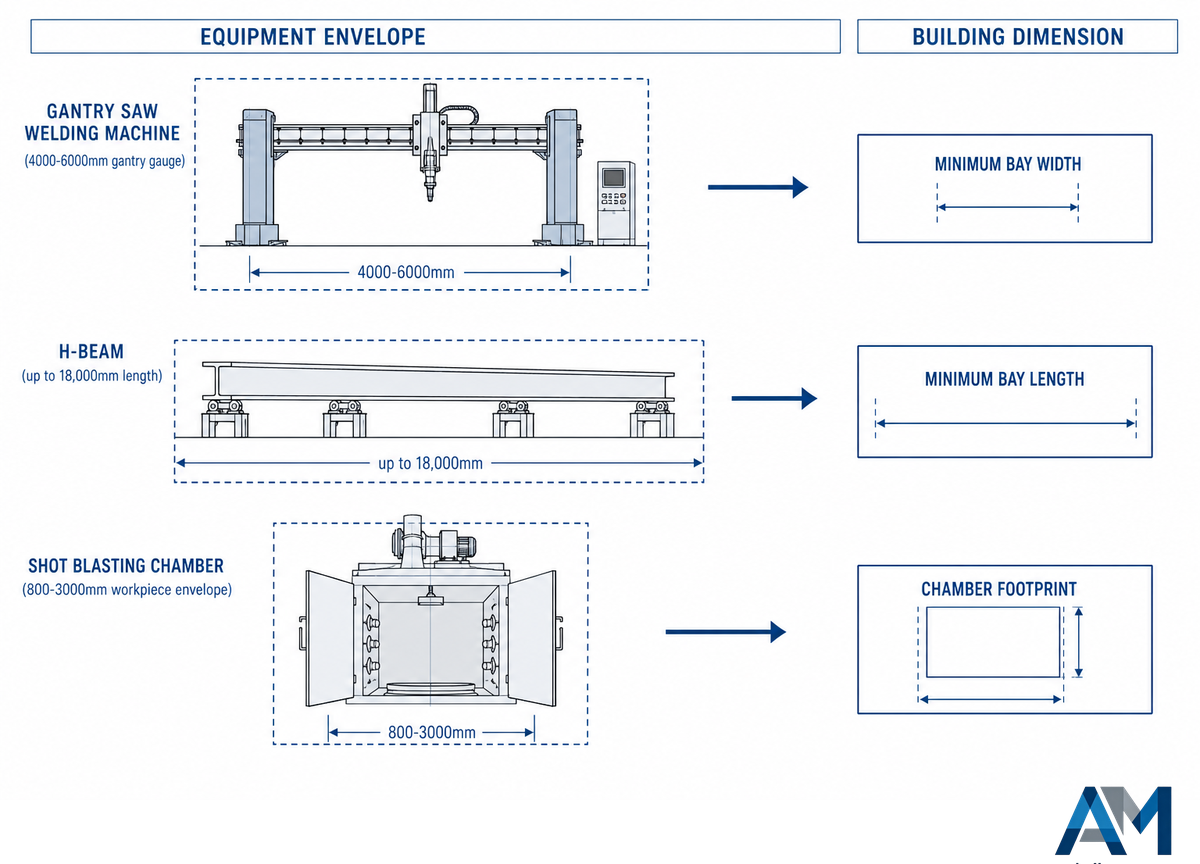
Equipment Envelope → Building Dimension
| Equipment | Envelope | Building constraint it sets |
|---|---|---|
| Gantry SAW welding machine | 4000–6000 mm gantry gauge | Minimum bay width + rail foundation length |
| H-beam being welded | Up to 18,000 mm length | Minimum bay length + door clearance for handling |
| Shot blasting chamber | 800–3000 mm workpiece envelope | Chamber footprint + downstream conveyor run |
Source: Aubrik AM-HG gantry welding machine and AB-SB shot blasting machine specifications.
Costs of being wrong about these items show up, quite concretely, in a new Chinese utility patent for crane-bay column layout. It reports on reconfiguring traditional double-lattice-column crane-bay configurations to an optimized large-lattice-column design, resulting in reductions in steel consumption per rigid frame from roughly 75.3 tonnes to 69.7-73.4 tonnes, and foundation concrete from 211.72 m³ to 157.13-182.10 m³. That’s a tangible saving in steel and concrete achieved just by doing the crane-bay columns right in the first place.
Ventilation, Dust Extraction and Utility Drops (the gap most guides skip)
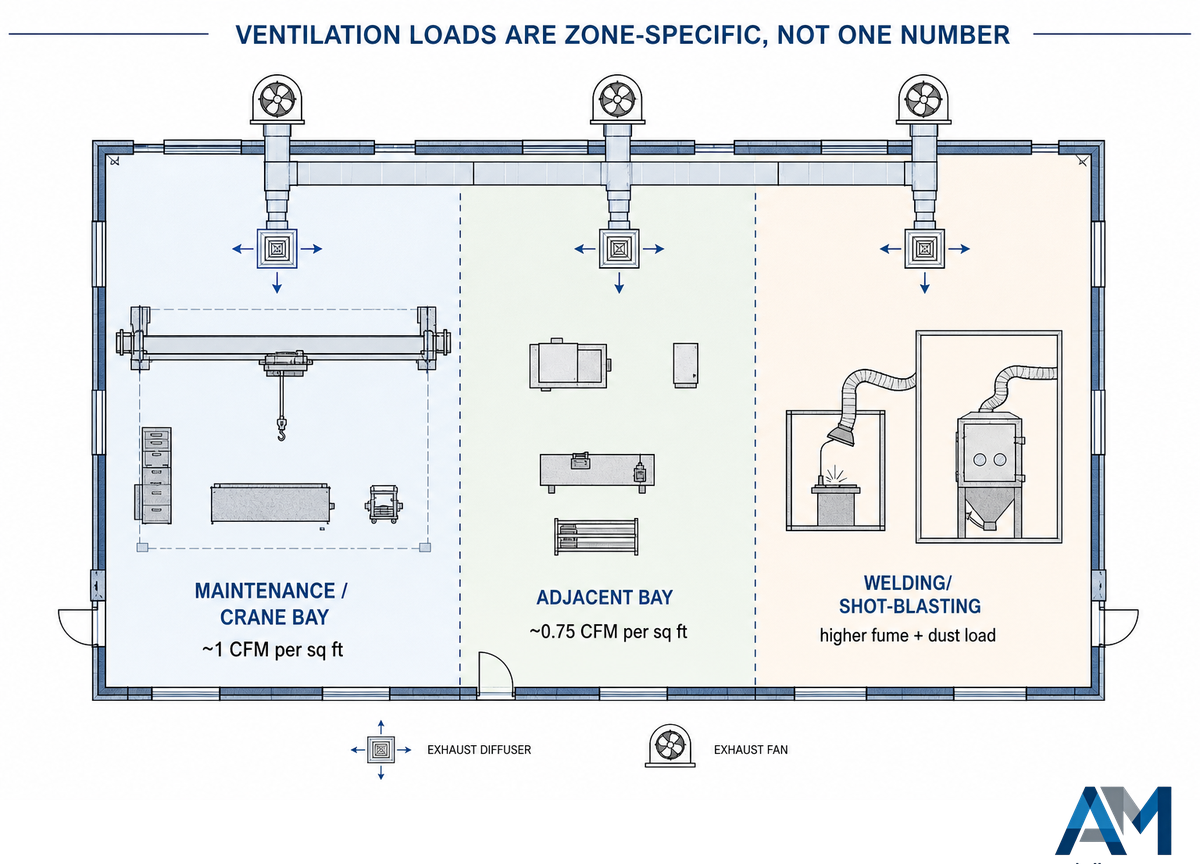
Ventilation loads aren’t one number for the whole building; they’re load specific for each zone. Take for instance the actual design documents for a public works maintenance facility, where the exhaust rates in the maintenance bay and crane bay are specified as roughly 1 CFM per square foot, and the rate for adjacent bays is around 0.75 CFM per square foot. The load is specific to each bay due to different operations; actual ventilation loads should always be developed through the mechanical engineer’s load calculation for your specific operation rather than taken from a generic chart. In a facility with welding and shot blasting operations, fume and dust load requirements in the crane bay won’t be satisfied by the same general ventilation rate used elsewhere.
Are steel workshops suitable for HVAC-heavy industries?
Yes, provided ventilation, exhaust, and utility routing are engineered into the structure at the design stage rather than added later. Retrofitting ventilation and insulation after the steel is up runs about three times the cost of specifying it correctly upfront, and it is the most often overlooked line item on a steel workshop project.
Yes, provided proper ventilation (ductwork, exhaust fans, and utility drops) are built into the structure during the initial steel layout phase, and not tacked on later. It’s commonplace for retrofits to the structure to install ventilation and insulation later to cost approximately 3x as much as the same item would have if ordered upfront, the single most often overlooked line item on nearly any steel workshop project. Choosing the right thermal insulation for the building is a long-term energy cost issue, and a “good enough” vapor barrier can also trap moisture buildup, with a delayed, insidious outcome. Shot blasting rooms need a 99.5% efficient dust collection loop for an abrasive dust extraction system to keep that dust out of the nearby areas for welding and finishing. Skyspar and acrylic roof skylights can provide cheap natural lighting, as can acoustic steel building panels – unless they were specified in the design. Sound insulation deserves the same upfront attention if the workshop sits near an office wing or a residential boundary — it’s rarely specified until neighbors complain.
✔ Advantages of Planning Utilities Early
- No trenching through a finished production floor later
- Ventilation sized per zone, not one blanket rate
- Electrical panel sized for future load, not just day-one draw
⚠ Limitations
- Requires the equipment list finalized before structural drawings, which some buyers resist
- Zone-by-zone HVAC costs more upfront than a single blanket spec
Foundation and Corrosion, What the Steel Grade Choice Locks In
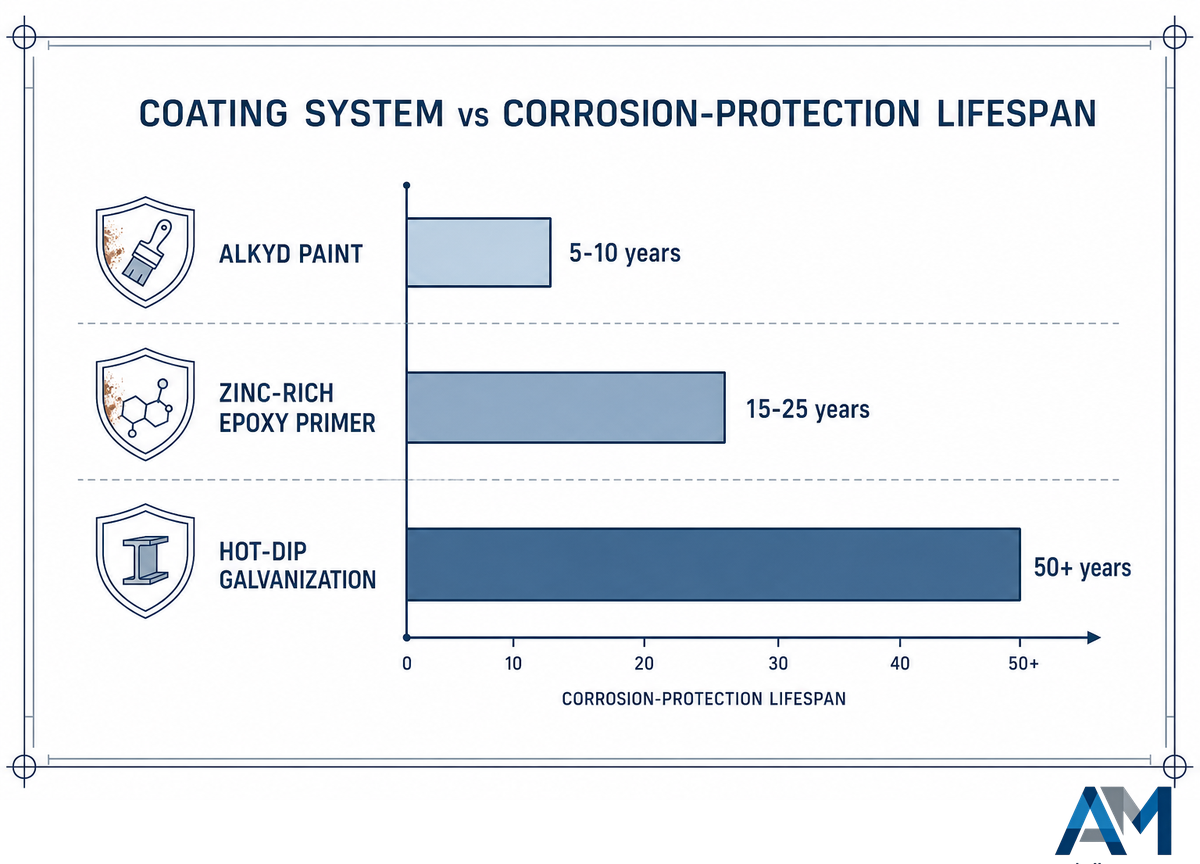
Steel selection, whether for grade or coating, pre-determines a corrosion resistance level that can span anywhere from 5 to 50+ years. The cheapest steel building quotation will often go to the lowest service-life material selection. According to published coating-lifespan benchmarks, an average alkyd paint provides a lifespan of approximately 5-10 years; a zinc rich epoxy primer coating will offer around 15-25 years; a hot-dip galvanization system could yield 50+ years of corrosion protection under coastal and other extreme exposure conditions. When accounting for 20 years of service life, that cheapest quotation might not be so cheap. Selecting the wrong grade of structural steel for the exposure category is the single most common driver of that quoted-price-versus-lifetime-cost gap. Purlin spacing, mineral wool or rock wool in a sandwich panel cladding, and roof pitch are chosen against local wind loads, heavy rainfall, and snow load conditions — wind and snow loading in particular can vary enormously by region. Building a workshop that will hold against moderately strong winds, but neglecting a heavy snow load region, can lead to catastrophic structure failure as a worst-case scenario. Selecting steel strength to accommodate the actual conditions the structure will encounter, rather than a generic default, is what helps you realize cost savings long-term. Some jurisdictions also require fire-resistant cladding or intumescent coatings on primary steel members in occupied production floors — a requirement worth confirming before cladding is finalized.
| Component Type | Grade / Spec | Typical Tier |
|---|---|---|
| Steel column | Q235B hot-rolled H-section | Basic / Standard |
| Steel column | Q355B hot-rolled H-section | Heavy / Custom |
| Steel beams | I-section primary + angle-iron purlin | All tiers |
| Roof truss | Rigid frame | Basic / Standard (to 30 m) |
| Roof truss | Lattice truss | Heavy / Custom (30-80 m) |
| Roof | Colour steel sheet 0.5-0.8 mm + PU insulation | Basic / Standard |
| Roof | Colour steel sheet + rock-wool insulation | Heavy / Custom |
| Wall cladding | PU sandwich panel 50-75 mm | Basic / Standard |
| Wall cladding | Rock-wool sandwich panel 100 mm | Heavy / Custom |
Source: Aubrik configuration data.
Foundation work is the one trade that can’t be corrected after the frame goes up, which is why soil data should be confirmed before the tier is finalized, not after. This same logic applies to foundation design. Whether based on soil conditions or the actual load from cranes or machinery being utilized within the structure, the “standard” foundation can and often should be adjusted. It’s very common to take a building designed for a different site and try to replicate it without considering specific local building codes, zoning laws, and soil data.
Future-Proofing the Bay Grid for Expansion
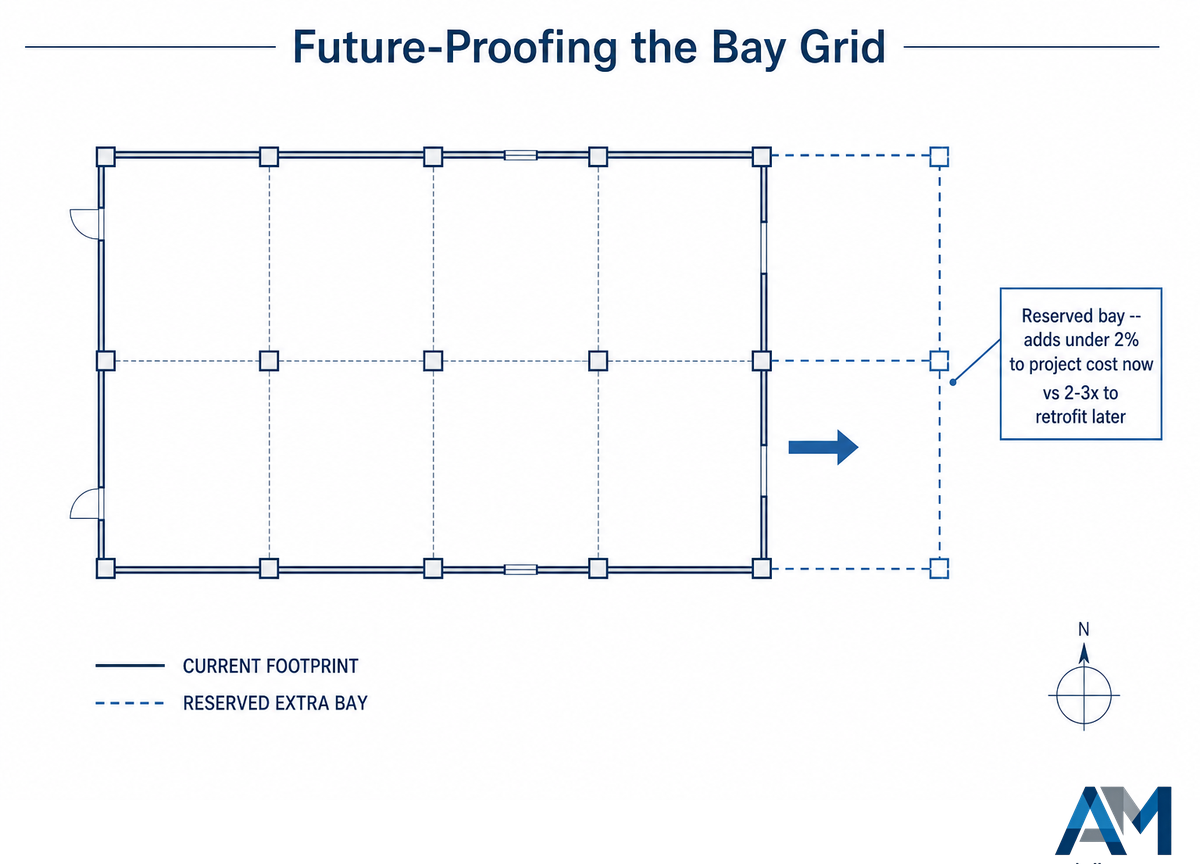
Building in capacity to expand on the column grid now is 2-3 times cheaper than it will be to retrofit in later, while the provision of the space to accommodate this adds under 2% to the project cost — industry audits of factory layout mistakes put the cost of fixing a poorly planned column grid after the fact at 5 to 10 times what reserving the space up front would have cost. Peer-reviewed research on a large-span modular exhibition-hall steel structure found the same principle at the design-decision level: structural choices made to reduce long-term steel consumption kept that building cost-effective and relevant twenty-five years after completion — the same logic behind reserving bay-grid capacity now instead of retrofitting later. We helped a European Automotive Tier 1 to bring three legacy assembly lines into a single 5000 sq m portal-frame, robot-enabled workshop. Our client also needed provision for a future battery sub assembly area within the footprint, something achieved without a single piece of roof material being removed thanks to a future-ready bay provision designed in the first instance.
Those kinds of choices can look like an expensive long-term financial commitment, but one way or another this capacity usually needs to be added eventually — reserving it now, whether by building one extra bay ahead of need or simply leaving allowance for it, is a smarter and simpler use of capital than paying for demolition and rebuild later.
Can I expand my steel workshop later?
Yes — modular bay spacing is intended to permit lengthwise expansion without dismantling the roof and re-framing the column spacing and foundation, provided this was anticipated from the start. Adding bays beyond what’s planned generally requires new footings and a tie-in of the roof which will be substantially more costly and disruptive.
When NOT to Co-Engineer Workshop and Production Line
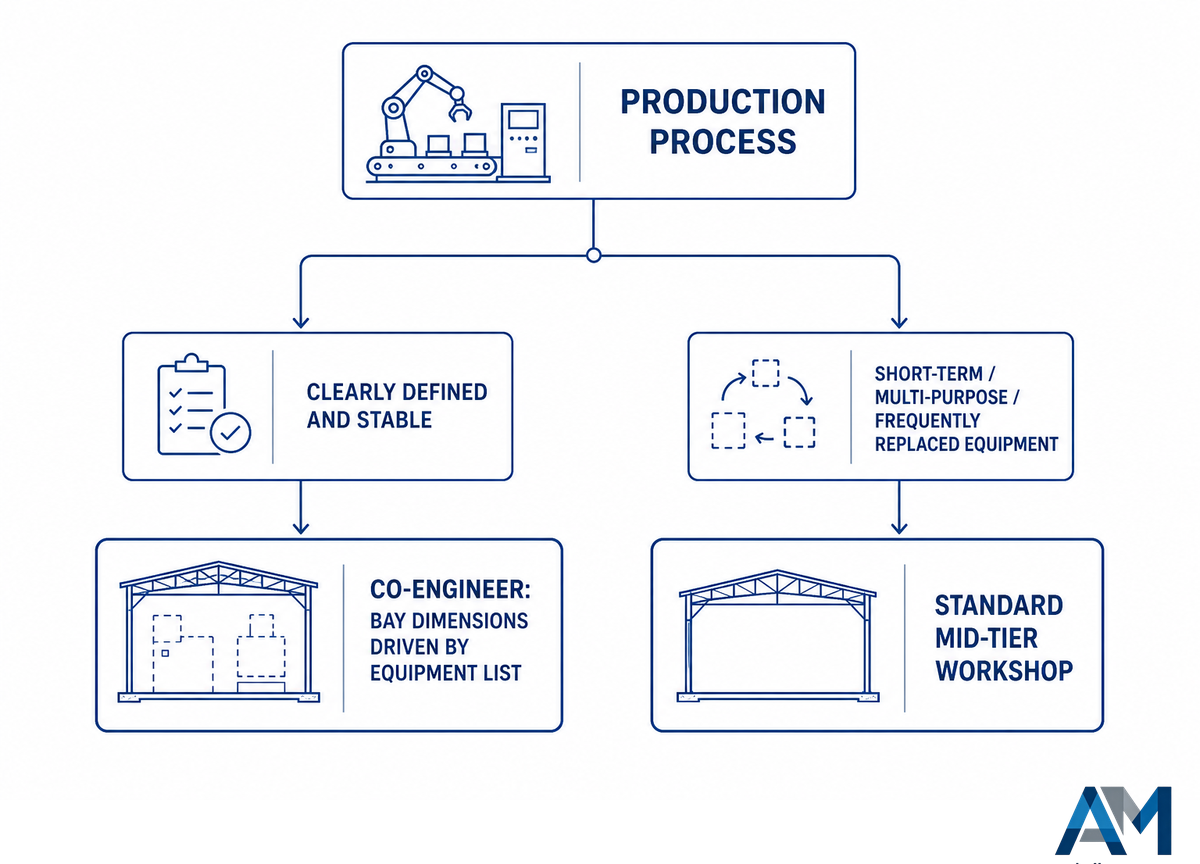
Co-engineering the building around specific equipment pays off only when the production process is clearly defined and stable. For a short-term lease, a multi-purpose facility, or equipment that gets replaced often, a standard mid-tier workshop costs less and wastes less material than a bespoke, fully co-engineered design.
Co-engineering the building around the equipment within isn’t the right approach for every situation. It pays off when a workshop building is constructed, or extended, with a clearly identified, predictable, well-defined production process: just the situation this article describes. If it’s an incidental, one-time fix, a short-term lease, a multi-purpose facility, or a mix of diverse and often-replaced equipment where no single machine dominates the layout decision, the better approach is a mid-tier, generic steel workshop or metal building with reasonable clear heights, rather than a fully co-engineered solution. A standard prefabricated steel workshop design, built for a multi-use shop running some assembly and fabrication, wastes less material from custom-cut pieces than a bespoke steel structure workshop design built around one specific machine. Across both construction types, the equipment list should still drive the final bay dimensions, even when the frame itself is a standard tier. Where the layout question genuinely is process-specific, co-engineer around the equipment; where it isn’t, buy the standard tier and move on. That’s usually the cost-efficient choice, and treating tier selection as a cost-efficiency question up front — not a prestige question after the fact — is what keeps the project on budget.
Why a Positioner-and-Line Maker Also Writes About Workshop Layout
Aubrik manufactures welding positioners, rotators, gantry welding machines, complete H-beam fabrication lines, and steel structure workshops to house them in. This document highlights the kind of interface problems we encounter when a building and the equipment inside it are sourced from separate, uncoordinated suppliers, for instance bay lengths that can’t accommodate gantry rail lengths, or crane hooks unable to get at the reach envelope of positioners. Because position codes and envelope descriptions are how we address, on the job, the real issues our production lines must sit within, it’s a matter that’s of immediate interest to us.
How much does it cost to build a steel structure workshop?
Frame-and-cladding cost runs $45–140/sqm depending on tier, with fully installed cost landing between roughly $258–463/sqm once foundation and site work are included. Basic, Standard, Heavy, and Custom tiers each map to a different span, eave-height, and crane-capacity bracket.
Basic level (15-24 m span, no or light crane) costs about $45-75/m2; Standard level with light crane costs about $65-95/m2; Heavy level with bridge-crane support and rock-wool insulation can cost $90-140/m2. Foundations, electrical and crane equipment costs are quoted separately due to variations in ground conditions and load cases. Simply select your tier level from the chart above and multiply by your project square meterage to get your project budget!
What span lengths can steel workshops achieve without internal columns?
Clear-span steel workshops routinely reach 15–60 m without an interior column, with engineered custom designs extending to 80 m for aircraft-hangar-scale projects. Eave height scales with span and crane capacity, typically 6–25 m across the tier range.
A typical 4-span portal frame warehouse project that could be covered by standard tier costs in this report, located in the UK, had a clear span of 35m with façade columns spaced at 8m intervals and internal columns spaced at 16m – both of which are well within our standard tier capacity. Spans exceeding about 60m, however, typically move away from standard tier into custom engineered territory where lead-times can increase significantly.
Why does a 5-tonne crane change the certification requirements?
Crane presence pushes a workshop from a static-load execution class into a fatigue-loaded one, because the runway cycles load thousands of times over the building’s life, not because of steel grade alone.
A critical component for many industrial buildings is a crane runway system, but the execution class required is governed by SC2, which addresses fatigue-loaded conditions, instead of SC1 which is generally used for static and quasi-static building loads. The crane capacity and duty cycle will determine where this transition occurs but it is not a fixed value for every code – check with your fabricator for an engineer’s assessment for your crane’s tonnage and cycle rating.
Can I expand my steel workshop later?
Yes, if the column grid was designed with modular bay spacing from the start. Reserved capacity adds under 2% to the original build cost, versus 2-3x more for a retrofit added later.
Reserved capacity adds under 2% to the original cost, versus 2-3x more for a retrofit later.
How long does construction take compared to traditional buildings?
Prefab steel workshops typically run 3–6 months design-to-handover, roughly 40–60% faster than the 9–18 months conventional concrete construction takes on a comparable industrial project. The time saving comes from fabricating the steel frame at the factory while site foundations are still being poured.
Most of the time savings achieved in the schedule arise from fabricating steel sections in parallel with the site foundation construction process; while your foundations are curing, your steel frame is manufactured at our factory. This allows for immediate assembly upon sign off of your slab foundation; the Modular Building Institute, for example, reports a case study in which a 13,000 square foot, 12 classroom facility was constructed in just 100 days as opposed to a more traditional year or more timeline.
Are steel workshops suitable for HVAC-heavy industries?
Yes, as long as ventilation and dust-extraction routing are engineered zone-by-zone into the structural design rather than retrofitted after the steel is up. Retrofitting ventilation later runs about 3x what it would have cost if specified upfront.
A building’s bay functions dictate their ventilation load, with a maintenance or crane bay requiring substantially more air changes than a storage bay next to it. Professional facility designs often specify varying ventilation rates for different bays instead of using one global figure for the entire structure.
References & Sources
- 29 CFR § 1910.179, Overhead and Gantry Cranes U.S. OSHA (via Cornell Law LII)
- 29 CFR § 1910.176, Handling Materials — General U.S. OSHA
- New Fatigue Provisions for the Design of Crane Runway Girders AISC Engineering Journal
- Execution of Steel Structures, Technical Note SN32 British Constructional Steelwork Association
- EN 1090 Standard Testing & Certification TÜV SÜD
- Steel Construction: Cost Steel for Life / BCSA
- How Long Does It Take to Build and Install Modular Buildings Modular Building Institute
- Public Works Maintenance Facility, Programming and Schematic Design Report City of Poulsbo, WA
- Four-Dimensional Crane Rail Measurement Systems, US11995841B2 USPTO
- Factory Building Post Arrangement Structure, CN223469097U CNIPA
- AWS D1.1:2025 Structural Welding Code, Steel American National Standards Institute
- Prefabricated Buildings, Construction Timeline Benchmark PEB Steel
- 8 Things to Know Before Investing in a Prefab Industrial Building HC Steel Structure
- Preparing a Small Welding Shop for Growth The Fabricator
- Greenfield Factory Layout Mistakes Audit iFactory
- Design and Structural Analysis of the Modular Post-Tensioned Steel Structure for Halls 3, 4 and 6 of Fira de la Gran Vía in Barcelona MDPI Buildings/CivilEng
Related Articles
- H-Beam & Steel Structure Production Line: Process Flow, Machine Stack, and RFQ Checks the 5-machine fabrication line that runs inside a workshop like the one described here
- AM-HG Gantry Welding Machine the equipment envelope behind the Machine-Envelope Layout Check
- Industrial Shot Blasting Machines the dust-extraction load behind the ventilation section
- Welding Positioners sizing the equipment that a workshop bay has to clear
Now ready to assign your project to a tier? Explore Aubrik Steel Structure Workshops →