Get in Touch with Aubrik Company
H-Beam Assembly Machine selection should begin before model names enter the discussion. Ask first whether your shop needs a fit-up station, a welding machine, a straightening machine, or an interconnected H-beam production line that keeps web and flange work moving without a bottleneck.
Quick Specs: What to Confirm Before an RFQ
- Beam profile: h-beam, i-beam, box beam or mixed steel beam possible.
- web, flange range (height, thickness, width, and length envelope)
- Installation method: mechanical positioning, hydraulic clamp, automatic centering, or combined control.
- Weld role: tack only weld, assembly welding, feed gantry welding machine, or submerged line arc welding.
- Path from factory: standalone assembly machine, 3 in 1 welding straightening machine, full production line
- Documents: ISO9001, CE, support to welding procedure, parts list, electrical drawing, and operator training program.
Treat this guide as the buyer’s technical screen. If you are comparing commercial models, review Aubrik’s h-beam assembly machine details after you define the fit-up, welding, and line-layout needs below.
What an H-Beam Assembly Machine Does Before Welding Starts
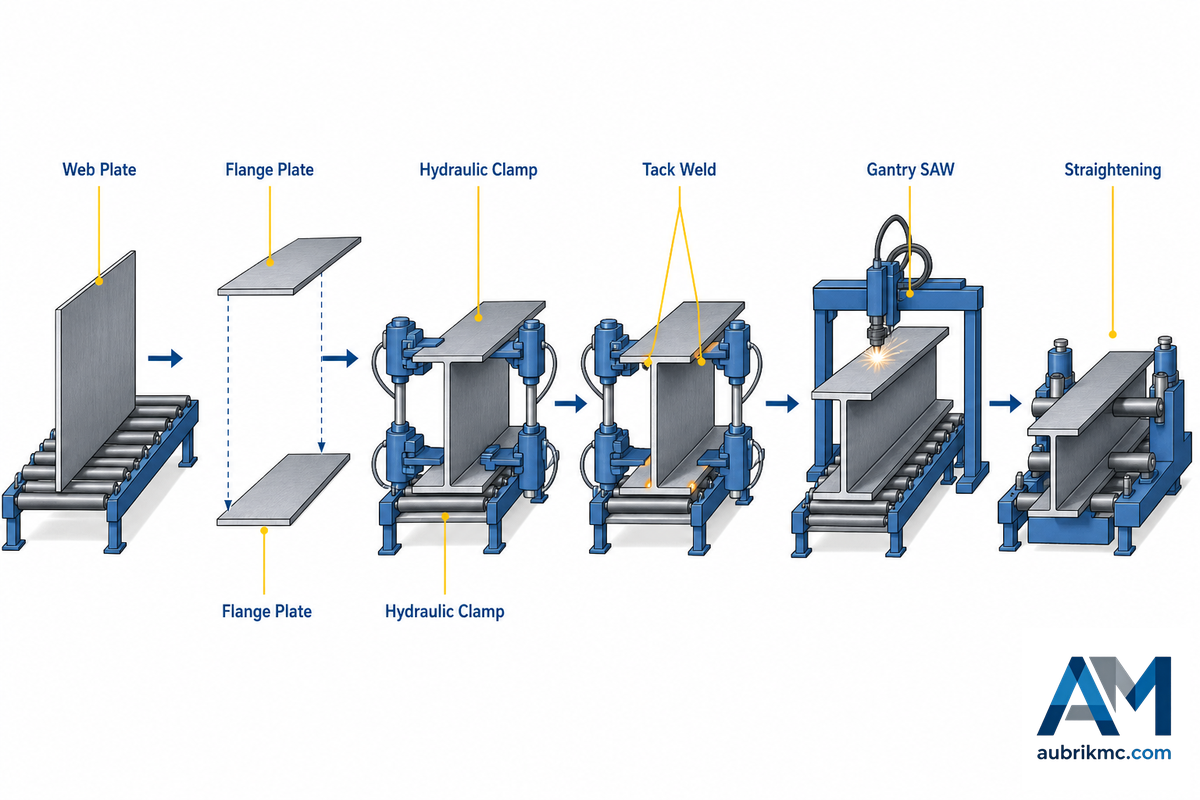
An h beam assembly machine supports the web and flange plates, centers the section, applies clamp force, and adds tack welds so the beam can move to the next welding stage. It does not replace every welding machine in the shop; it prepares the geometry that gantry welding equipment, submerged arc welding tools, and the straightening machine need later.
What is an H Beam Assembling Machine and How Does it Work?
An h beam assembling machine feeds web and flange plates into a controlled fixture, then uses guides or hydraulic clamps to center the parts before tack welding locks the shape. The tack weld is not the main value. Repeatable fit-up is: the web stands where it belongs, flange plates stay square, and the beam reaches the primary weld without first-station refit.
- Alternatively, mill (and Web plates) must be cropped to the required length.
- flange plate feeding and string are directed to the assembly machine.
- Use any side guides, upper rollers or a hydraulic clamp.
- Spot-apply welde and tacks welds to fix H in position.
- Move the beam to SAW, flange straighten, inspecial, or shot blast.
💡 Engineering Note
Treat the assembly machine as a geometry-control station. The weld pass is short and temporary, but web orientation and flange position affect the later arc welding pass, straightening load, inspection time, and final beam deformation.
Why Flange and Web Fit-Up Quality Decides Downstream Weld Rework
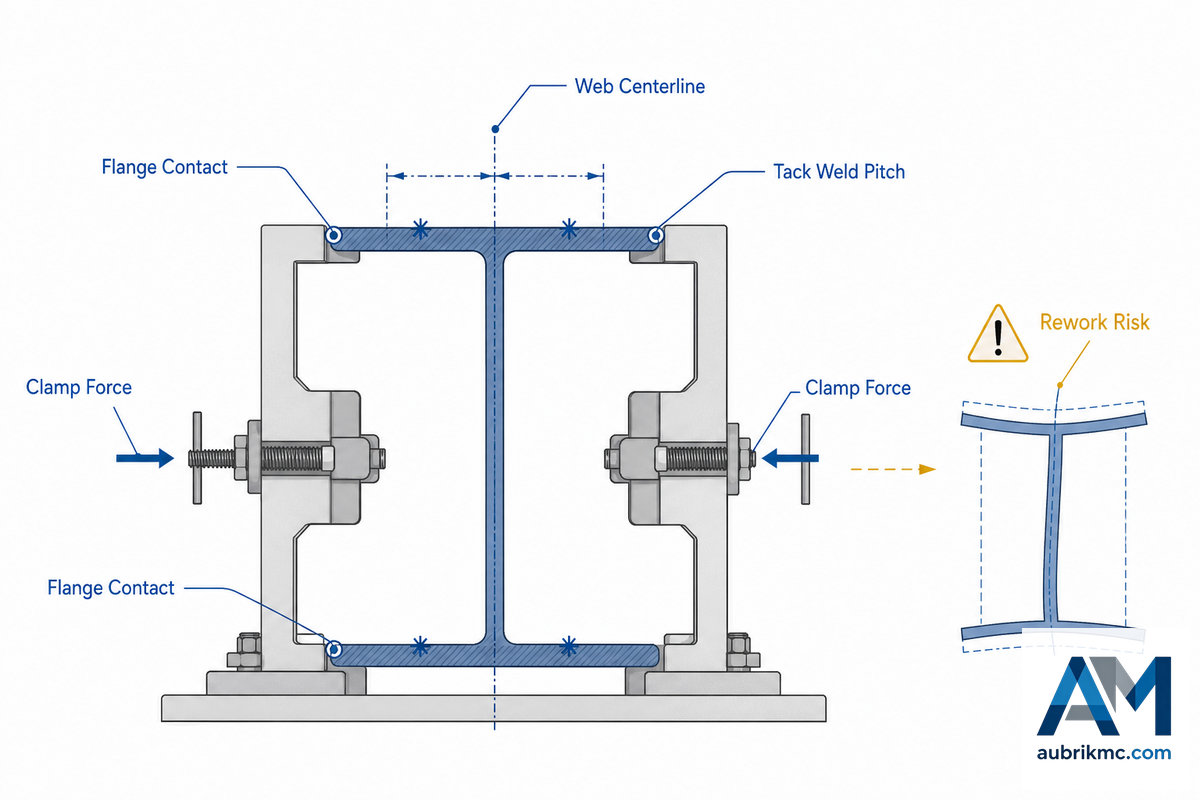
Flange-to-web fit-up is the first quality gate in an h beam production line. If the web is off-center or the flange contact line is unstable, the main weld may still look acceptable while the finished member carries twist, camber, or flange deformation discovered later during straightening and inspection.
On its occupational profile, the U.S. Bureau of Labor Statistics describes welding work as reading specifications, measuring dimensions, inspecting structures or materials, watching the welding process and maintaining machinery. For h-beam work, your RFQ should ask more than assembly speed. It should ask how the equipment measures, clamps and stabilizes the section before welding.
| Fit-Up Check | What to Ask | Why It Matters |
|---|---|---|
| Web centering | How is the web centered before tack weld? | Prevents skew that later becomes straightening load. |
| Flange contact | How are both flange plates pressed and held? | Reduces gaps before arc welding. |
| Clamp force | Is clamp pressure mechanical, hydraulic, or mixed? | Controls movement without marking or bending the plate. |
| Tack weld pitch | What spot welding pattern is used before transfer? | Keeps the H shape stable during handling. |
| Inspection handoff | What does the operator inspect before unloading? | Catches fit-up drift before SAW adds heat. |
A steel structure shop considering buying their first assembly machine might lead off with, “How many meters per minute?” In their first month of running, the better question might be, “How many minutes of straightening time did we save?” If two fitters spend the morning wrestling a web into place, the gantry weld is just locking in poor geometry faster than they could achieve manually. A slightly slower assembly machine with better centering can outperform a much faster station that is sending twisted beams to a stand-alone straightening machine.
Assembly Machine vs H-Beam Welding Machine vs 3-in-1 Line
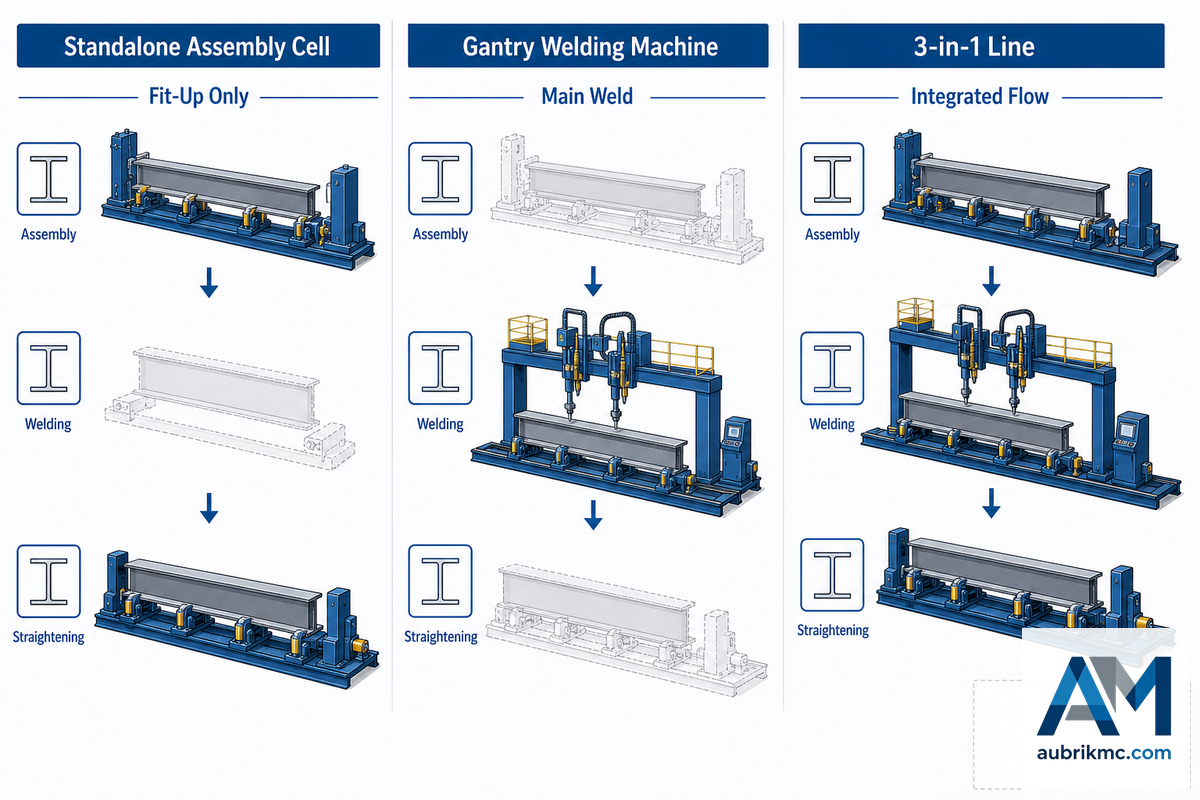
Supplier catalogs often use assembly, welding and straightening terms loosely, but they point to different buying decisions. An assembly machine sets the H shape; an h beam welding machine performs the primary longitudinal weld. Integrated 3 in 1 equipment combines assembly, welding and straightening in one path, reducing floor movement while increasing dependency on one system.
What is the role of a gantry welding machine in the production of H beams?
In most shop layouts, a gantry welding machine follows the assembly station. After the web and flange plates are tack welded, the gantry welding machine makes the longitudinal weld, often with submerged arc welding or a similar arc welding process. Assembly quality determines whether the gantry weld starts from clean geometry or from a correction problem.
| Equipment Choice | Main Role | Best Fit | Buyer Risk |
|---|---|---|---|
| Standalone assembly machine | Fit-up and tack weld | Shops with existing welding machine capacity | Transfer handling can become the next bottleneck. |
| Gantry welding machine | Main longitudinal weld | Plants that already control fit-up well | Poor fit-up makes weld quality harder to repeat. |
| Straightening machine | Correct flange deformation | Lines with regular thermal distortion | Cannot fix every upstream alignment error. |
| 3 in 1 machine | Assembly, welding and straightening | Space-limited plants with repeat beam sizes | One integrated path has less process flexibility. |
Advantages
- Easier diagnosis because the stations (fit-up, weld, straightening, inspection) have clear ownership.
- Small and stand-alone options can fit into a small shop before investing in a line.
- Reduced repeat handling for less diverse product mixes.
Limitations
- Supplier websites and sales brochures often describe these activities collectively.
- One machine speed number does not prove line output.
- This equipment can be the wrong application if a shop profiles a widely diverse mix of beams.
Core RFQ Specifications: Web Height, Flange Width, Clamping, Speed and Power
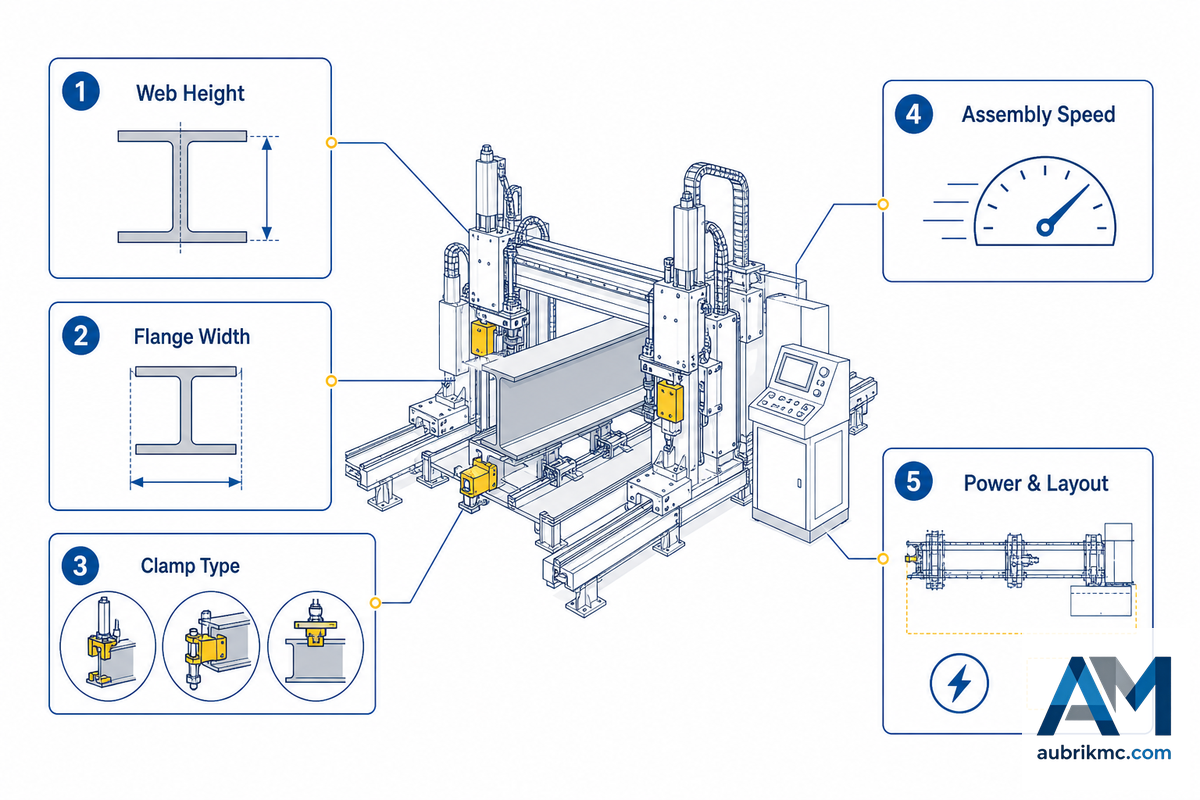
Send actual beam geometry with the RFQ instead of asking for a generic assembly machine estimate. Public model sheets show why: one page lists workpiece height from 200-1800 mm, web thickness from 6-16 mm, flange width from 200-800 mm, workpiece length from 4000-15000 mm, conveying speed of 6000 mm/min and welding speed of 150-1500 mm/min, while another lists assembly speed of 500-800 mm/min for several KZL models. Use those numbers as guide points, not fixed specification promises.
⚠️ Important
It’s common to see single source, model specific data from manufacturers, but these specifications should be used to formulate your questions for the supplier. Inquire about your specified web depth, flange width and thickness, workpiece length, clamp method, power and welding speed, etc.
| RFQ Field | Send This | Ask the Supplier to Confirm |
|---|---|---|
| Web height and thickness | Minimum, normal and maximum sizes from recent jobs | Whether the same clamp setup covers all sizes |
| Flange width and thickness | Actual flange plate range and flatness condition | Side positioning method and adjustment time |
| Workpiece length | Shortest and longest beam length | Conveyor support and unloading method |
| Welding process | Tack weld only, SAW handoff, or integrated weld | Wire, torch, gun and power-source compatibility |
| Electrical supply | Plant voltage, frequency and local code constraints | Panel design, spare parts and commissioning support |
When manual fit-up is replaced with an automated station, the shortest payback story may seem to come from higher assembly speed. In a shop producing mixed beam sizes, better profitability may come from clamp settings that change without repeated manual intervention. Good centering in assembly lets the gantry welding machine start from clean drawing geometry instead of correcting an assembly defect. Production efficiency comes from that repeatable changeover; high efficiency matters only when the geometry stays stable. If an operation is 70 percent medium web height steel and 30 percent heavy flange material, smooth clamp changes can beat higher nominal speed that needs frequent manual adjustment.
Where SAW, Spot Welding and Straightening Fit After Assembly
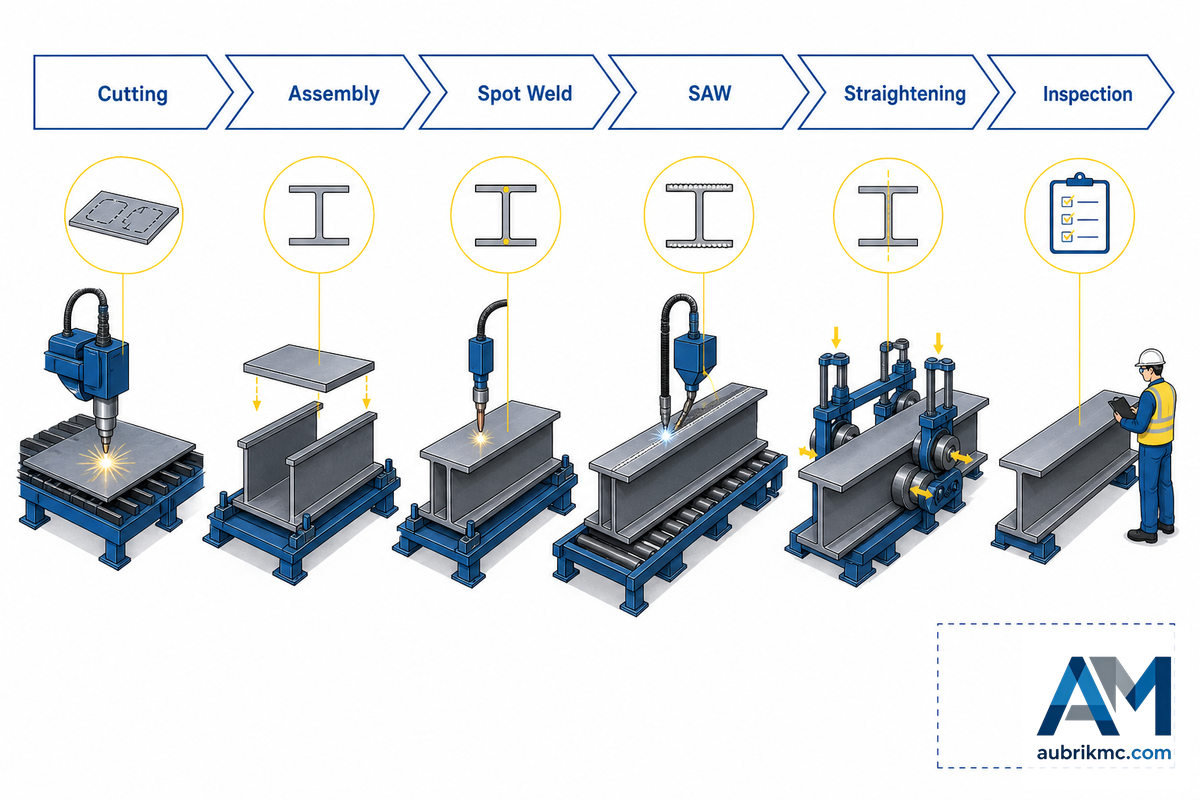
Spot welding in h beam assembly is a holding step. Submerged arc welding is normally the production weld that builds the final seam. Straightening follows because heat input can bend or deform the flange. A buyer should map all three steps before choosing the assembly machine, because a weak handoff can erase the benefit of automatic centering.
What is the significance of tack welding in H beam assembly?
Tack welding matters because it preserves geometry between fit-up and the main welding process. Light tack welds may break during handling. Excessive tack patterns can waste time and create heat before the main weld. Practical tack spacing should hold the web and flange without turning the assembly station into the real welding bottleneck.
| Line Step | Primary Job | Quality Risk |
|---|---|---|
| Assembly | Center web and flange, clamp, tack weld | Off-center web or uneven flange contact |
| SAW / arc welding | Make the main longitudinal weld | Heat input and weld tracking errors |
| Straightening | Correct flange deformation after welding | Trying to correct an upstream fit-up fault |
| Inspection | Check geometry, weld condition and document status | Finding the problem after too much value was added |
OSHA’s welding, cutting and brazing standards page groups welding safety under general industry, maritime and construction standards. OSHA also notes that fixed-location production welding can call for local ventilation or airline respirators depending on circumstances. For automated beam welding, this turns ventilation and maintenance access into layout requirements, not only safety paperwork.
Standalone Cell or Full H-Beam Production Line? The Fit-Up Bottleneck Map

Use the Fit-Up Bottleneck Map as a procurement matrix: it helps decide whether to buy a standalone assembly machine, add a welding machine or straightening machine, or quote the full h beam production line. Start from the bottleneck you can observe on the shop floor.
| Observed Bottleneck | Likely Procurement Path | RFQ Question |
|---|---|---|
| Manual fit-up takes longer than welding | Standalone assembly machine | How fast can the clamp and center setup change between beam sizes? |
| Main weld queue is the delay | Gantry welding machine or SAW capacity | How does the assembly station feed the welding path? |
| Heat deformation drives rework | Straightening machine plus process review | Which deformation is normal after weld and which points to poor fit-up? |
| Floor handling consumes operator time | Connected beam production lines | What conveyor and unloading layout fits the plant width? |
| Operator skill varies by shift | Automatic centering and documented setup | Which adjustments are stored, locked or measured? |
| Export documentation is strict | Supplier with CE, ISO9001 and technical file support | Which documents ship with the machine and in what language? |
| Service risk is the concern | Supplier with warranty, spare parts and commissioning support | How are 1 year warranty claims, remote service and replacement parts handled? |
| Beam mix changes weekly | Flexible assembly cell before full integration | How much time is needed to reset guides, clamps and welding speed? |
“Wrong h-beam line choices usually do not come from difficult steel. They happen because the buyer specified a machine before naming the bottleneck: fit-up time, weld queue, straightening load, inspection delay, or operator variation.”
Supplier Checklist for an H-Beam Assembling Machine: Documents, Service and Delivery

Use a supplier checklist to avoid treating every h beam assembling machine as the same steel frame with a different logo. Check documents, factory capacity, service response, spare parts and whether the supplier can explain the assembly and welding process in your beam terms.
- Ask for the machine drawing, electrical layout, hydraulic diagram and spare-parts list.
- Check whether ISO9001 refers to the supplier’s quality management system, not a generic claim.
- For CE projects, confirm the declaration, manual, guarding, emergency stop and risk documentation.
- Ask how commissioning is handled: remote video, local technician, or on-site service.
- Match the machine to your beam mix, not the largest size in the brochure.
Aubrik, formerly Wuxi ABK machinery, was founded in 1999 and focuses on welding equipment and CNC cutting machine R&D, production and sales. The company reports more than 20 years of R&D team experience, annual capacity of 1,000 sets of welding equipment and 200 sets of cutting equipment, ISO9001 and CE certifications, a one-year free warranty, and OEM service for custom needs. Use those facts as due-diligence prompts: ask any supplier to document capacity, compliance and service before accepting a quote.
ISO explains ISO 9001:2015 as the international quality management standard used to help organizations deliver consistent products and services, improve efficiency and meet customer or regulatory expectations. For machine buyers, that does not replace machine inspection, but it does give a framework for checking process control.
Export buyers should also keep the EU machinery framework in view. The European Agency for Safety and Health at Work notes that CE marking indicates machinery meets health and safety requirements and can be traded in the internal market. For h-beam equipment, ask for the technical documents required by your destination market.
What Is Changing in Structural Steel Fabrication Automation in 2026?
In 2026, the practical issue is less about replacing every welder and more about controlling repeat work. American Welding Society workforce data reports 320,500 projected new welding professionals needed in the U.S. by 2029 and 80,000 average annual openings from 2025 to 2029. Labor pressure makes documented fit-up, faster training and repeatable welding automation more valuable in structural steel fabrication.
Robotics data points in the same direction. The International Federation of Robotics describes World Robotics as an annual report covering industrial robot statistics, trends and forecasts by country, application, industry and robot type. Its 2025 sources and methods document explains that installation and stock data is collected from major robot suppliers and national robotics associations.
Structural steel shops also see the value of digital workflows. In AISC’s 2025 SteelDays program, one free webinar, as an example, touched on the opportunities for artificial intelligence; however, an equipment purchaser, at this time, has no need to search out machines whose brochures contain “AI.” It is instead advisable to inquire if the equipment captures repeatable fit-up set-up information, provides operators with confirmation of clamp and weld status, and contains documentation for five or more years of service.
2026 Action Checklist
- If you feel that the constraints are staffing, it will be best to consider automatic centering with less setup training and clear operator inspection.
- If you are experiencing rework, focus on flange and web fit-up accuracy first rather than SAW speed.
- If you’re hindered by export documentation requirements, seek out CE, ISO9001 and full technical file support before price alone.
- If handling is your concern, order a production line layout plan rather than an individual assembly machine.
FAQ
Q: What is an H beam assembly machine?
View Answer
A fit-up station at your facility can center, clamp, and tack weld plates prior to main welding for both web and flanges.
Q: Is an H beam production line automatic?
View Answer
Partly, sometimes. Many installations use automatic plate feeding, hydraulic clamp positioning, gantry welding, straightening and conveyor transfer, while operators still set beam size range, check tack weld quality, monitor welding speed and handle final inspection. Treat “automatic” as a scope question: ask which adjustments are stored digitally and which remain manual.
Q: What are the components of an H beam production line?
View Answer
A practical line may include cnc cutting, web and flange assembly, gantry welding, straightening, conveyor movement, hydraulic power and controls, plus optional inspection or post-work processes such as face milling machine work or shot blasting.
Q: How does an H beam straightening machine fit into the line?
View Answer
That processes happens after welding. welding heat can alter flange profiles causing distortions that straightening corrects prior to the final fit up or coating processes.
Q: What should buyers check before choosing an H beam assembling machine supplier?
View Answer
First verify beam envelope reality including beam height, overall width, beam thickness, total length, overall weight. Second verify clamp process, welding, electric engineering, hydraulic parts, spare-parts supply, commission planning, warranty conditions, as well as ISO9001 or CE documents. A good supplier ought to indicate how their assembly machine is customized for your diagrams rather than quoting a single code number.
Q: Can a standalone assembly machine be upgraded into a full production line later?
View Answer
Yes, when the cell layout leaves space for conveyors, a straightening machine, maintenance cabinets, operator access and side feeding. Ask for a future-line expansion drawing before delivery, or the standalone cell may need to be moved when the full production line is assembled.
Ready to Check Your Beam Schedule?
Email your web height, flange width, workpiece length, welding process and factory layout. Aubrik can match the assembly machine or production line profile to your drawings.
About This Buyer Guide
This guide is for steel structure fabrication teams comparing h-beam fit-up, welding and production line equipment. Aubrik’s contribution is limited to company history, manufacturing capacity, certifications, warranty and OEM service details; external safety, employment and robotics data can be checked in the sources below.
Related Aubrik Resources
References & Sources
- Welders, Cutters, Solderers, and Brazers — U.S. Bureau of Labor Statistics
- Welding, Cutting, and Brazing Standards — Occupational Safety and Health Administration
- 29 CFR 1910.252 General Requirements — Occupational Safety and Health Administration
- Welding Workforce Data — American Welding Society Foundation
- World Robotics Reports — International Federation of Robotics
- World Robotics 2025 Industrial Robots: Sources and Methods — International Federation of Robotics
- SteelDays 2025 — American Institute of Steel Construction
- ISO 9001 Explained — International Organization for Standardization
- Regulation 2023/1230/EU – Machinery — European Agency for Safety and Health at Work