Get in Touch with Aubrik Company
In short. Custom CNC machining is a computer-controlled subtractive process that cuts finished parts from solid metal or plastic blocks. It holds tolerances competing methods struggle to match, works across dozens of material families, and scales from a single prototype to production runs, but the process, material, and tolerance you choose each move cost and lead time in different directions.
Quick Specs: Custom CNC Machining at a Glance
Core Processes Milling, turning, drilling, wire EDM General Tolerance (ISO 2768-1, medium class) ±0.1-0.3 mm depending on feature size, before any tighter callout Precision Tolerance Range Down to ±0.001-0.002 in (±0.025-0.05 mm) on functional features Materials Aluminum, stainless steel, alloy steel, engineering plastics, select exotic alloys Typical Order Range Single prototype up to multi-thousand-unit production runs
Custom CNC machining turns a CAD file into a metal or plastic part by cutting material away from solid stock, one programmed pass at a time. If you’ve never sourced CNC machining parts before, the number of decisions packed into that one sentence, which process, which material, how tight a tolerance, one piece or ten thousand, is exactly why this guide exists.
Some buyers want an online CNC machining service where you upload a CAD file and get an online quote in minutes; others want a local CNC service with an engineer on the phone. Both routes can deliver excellent custom CNC parts with genuine precision CNC quality, but this guide leans toward the questions that matter regardless of which custom CNC machining services model you pick: precision machining fundamentals, material tradeoffs, and how to read a quote.
- Only ISO 2768-1 (linear and angular dimensions) is current for general tolerances, ISO 2768-2 for geometrical tolerances was withdrawn and replaced by ISO 22081:2021.
- Most shops still design to ASME Y14.5-2009 or even 1994, not the current 2018 (R2024) edition, worth confirming before you approve a drawing.
- 3D printing isn’t automatically cheaper for prototypes once tolerance requirements tighten.
- Medical device machining now falls under the FDA’s QMSR, effective February 2, 2026.
What Is Custom CNC Machining?
Custom CNC machining is the process of cutting a part to a buyer’s exact specifications on a computer-controlled machine tool, rather than pulling a standard part off a shelf. The “custom” distinguishes it from mass-produced stock parts: every dimension, tolerance, and material is set by the buyer’s own CAD file, not a catalog.
How Does CNC Machining Work?
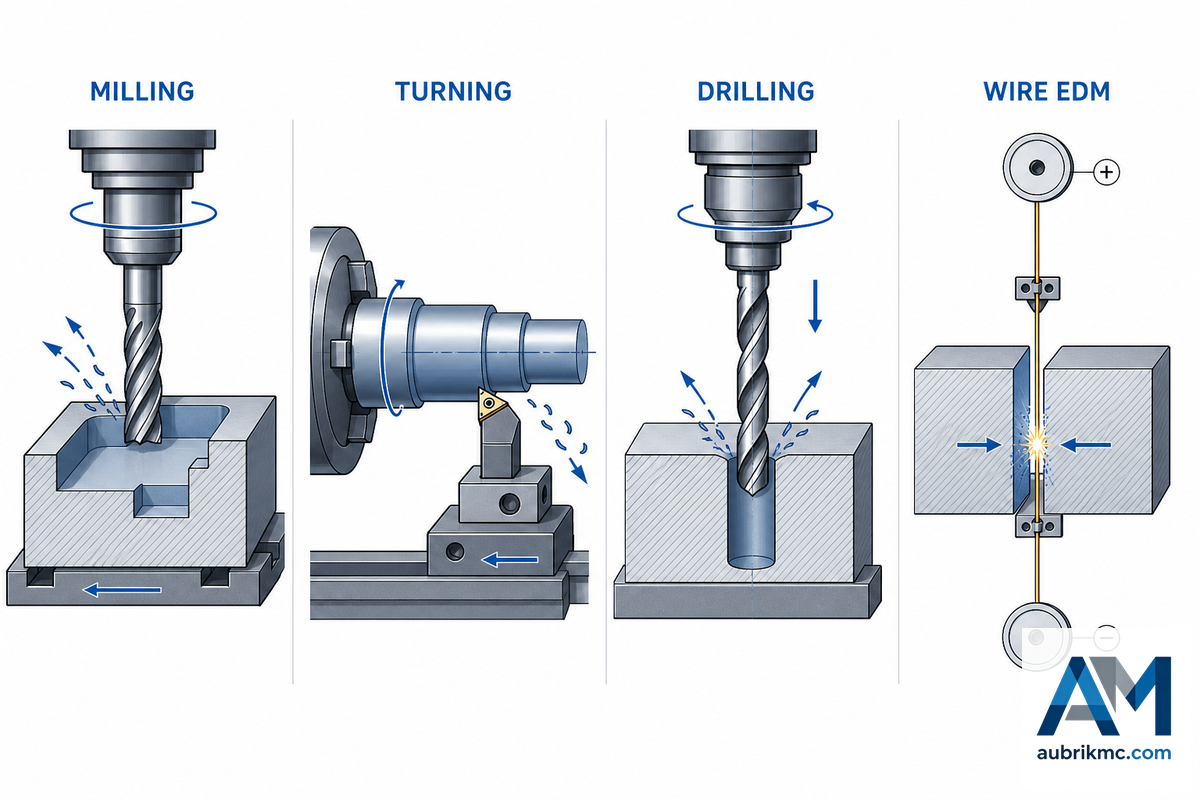
CNC milling is a subtractive manufacturing process that uses 3-axis machining centers to cut solid plastic and metal blocks into final parts, removing material along a toolpath generated from the CAD model until the shape matches the design. CNC turning with live tooling handles the reverse geometry: the workpiece spins against a fixed tool to machine parts with cylindrical features from metal rod stock, producing cylindrical parts without ever touching a square block.
Wire EDM adds a third method for electrically conductive materials, using a charged wire to erode material rather than cut it mechanically.
| Process | What It Does |
|---|---|
| Milling | Rotating tool cuts a stationary or indexed workpiece — flat faces, pockets, non-round features |
| Turning | Rotating workpiece against a fixed tool — round, rotationally symmetric parts |
| Drilling | Rotating tool bores a hole along a single axis |
| Wire EDM | Charged wire erodes electrically conductive material — no cutting force on the part |
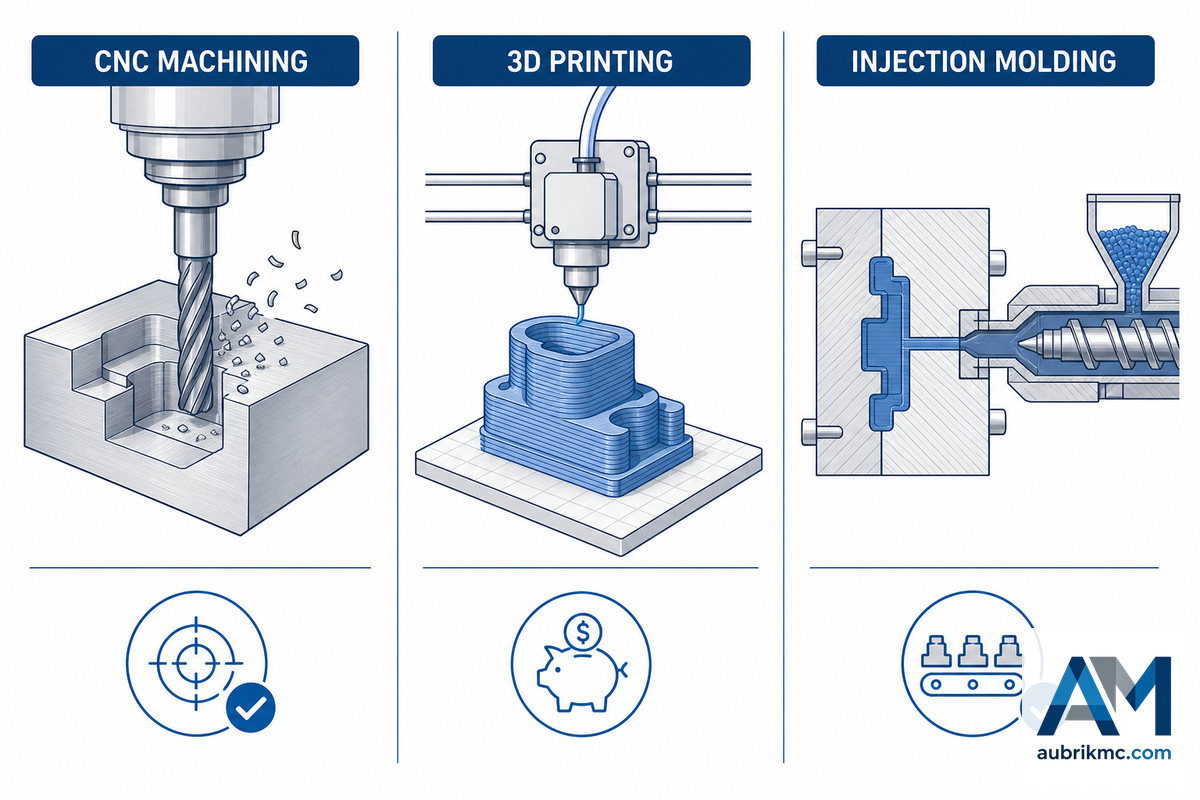
This is subtractive manufacturing: shape comes from removing material, not adding it (3D printing) or injecting it into a mold (injection molding). According to a peer-reviewed review of additive and subtractive manufacturing integration, subtractive processes remain the reference method for holding geometric tolerance and finishing surfaces, which is exactly why hybrid manufacturing setups still route parts through a CNC step even after additive forming.
📐 Engineering Note
Parts needing five setups on a 3-axis mill often need only two or three on a 5-axis machine, because more axes let the tool reach multiple faces without re-fixturing the part. Fewer setups means fewer chances to lose the datum reference the whole drawing is built on.
Community-college machining programs, see Gateway Technical College’s CNC Production Technician curriculumteach this as the first lesson: reading and interpreting the tolerances and symbols on a drawing is inseparable from operating the machine itself. A print isn’t satisfied when the part matches the model visually; it’s satisfied when the part measure inside the print’s stated tolerance zone.
CNC Turning vs. CNC Milling
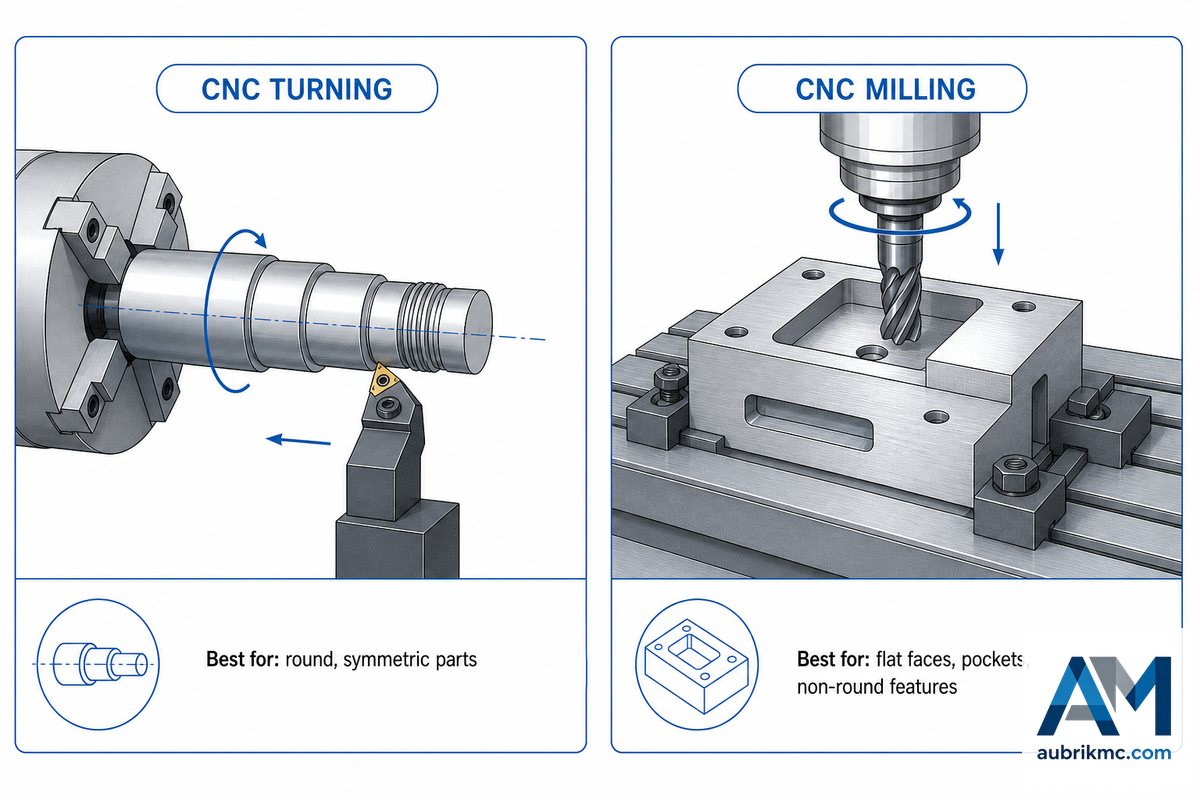
Turning and milling solve different geometry problems, and picking the wrong one for your part’s shape is the fastest way to overpay. Turning holds a spinning workpiece against a fixed cutting tool, which makes it the natural fit for round, symmetric parts. Milling moves a spinning tool across a stationary (or indexed) workpiece, which makes it the fit for flat faces, pockets, and non-round features.
Many shops now cover an entire range of CNC machining processes under one roof, combining CNC milling and turning capabilities on the same platform so a single quote can cover fast CNC turnaround for both geometries.
| Factor | CNC Turning | CNC Milling |
|---|---|---|
| Best-fit geometry | Shafts, bushings, fittings, threaded round parts | Housings, brackets, pockets, non-round profiles |
| Tool vs. part motion | Part rotates, tool is fixed | Tool rotates, part is fixed or indexed |
| Typical axis count | 2-axis, or live-tooling multi-axis for combined features | 3, 4, or 5-axis depending on part complexity |
| When you need both | A part with a round shaft feature AND a flat mounting face typically routes through turning, then milling, in one setup on a mill-turn center | |
Recent patent activity shows this isn’t a static field. A 2025 patent filing (CN120686722A) describes a multi-axis compensation method for gantry CNC milling aimed specifically at holding tighter surface accuracy on large-format parts, and a separate filing (US20210364482A1) applies multi-task machine learning to predict surface roughness and tool wear before a cut even finishes, both signs that turning and milling accuracy are still active engineering problems, not solved decades ago.
💡 Key Takeaway
If your part is round and symmetric end-to-end, ask about turning first. If it has flat faces, pockets, or off-axis holes, it’s a milling part — and most real parts need a bit of both.
Custom CNC Machining vs. 3D Printing & Injection Molding
When Is 3D Printing Cheaper Than CNC Machining?
3D printing isn’t automatically the cheaper prototype option once tolerance requirements move past loose functional fits. A NIST special publication on additive manufacturing economics found that additive process can be cost-effective for small batches, but in many instances their total cost exceeds traditional subtractive methods once post-processing, material properties, and rework are counted. The break-even point depend on geometry and tolerance, not on volume alone, a common assumption worth challenging before you default to “print it, it’s a prototype.”
| Factor | CNC Machining | 3D Printing | Injection Molding |
|---|---|---|---|
| Tooling investment | None | None | Mold cost, often thousands of dollars |
| Achievable tolerance | Down to ±0.001-0.002 in | Typically ±0.005 in or looser | ±0.003-0.005 in, shrinkage-dependent |
| Material properties | Full properties of the source alloy or resin | Layer-dependent, often anisotropic | Full properties, but limited to moldable resins |
| Economical volume | 1 piece to thousands | 1 piece to low hundreds | Thousands+ (tooling amortization) |
The decision rule separates cleanly once you split volume from tolerance. Machine the part regardless of quantity if it needs tight dimensional accuracy or full-strength metal; print it only if a one-off form check is all you need and tolerance genuinely doesn’t matter. Committing to a production run in the thousands on a mold-friendly geometry is the one case where injection molding’s per-part cost eventually undercuts machining, once the tooling investment pay for itself.
Material Selection for Machined Parts
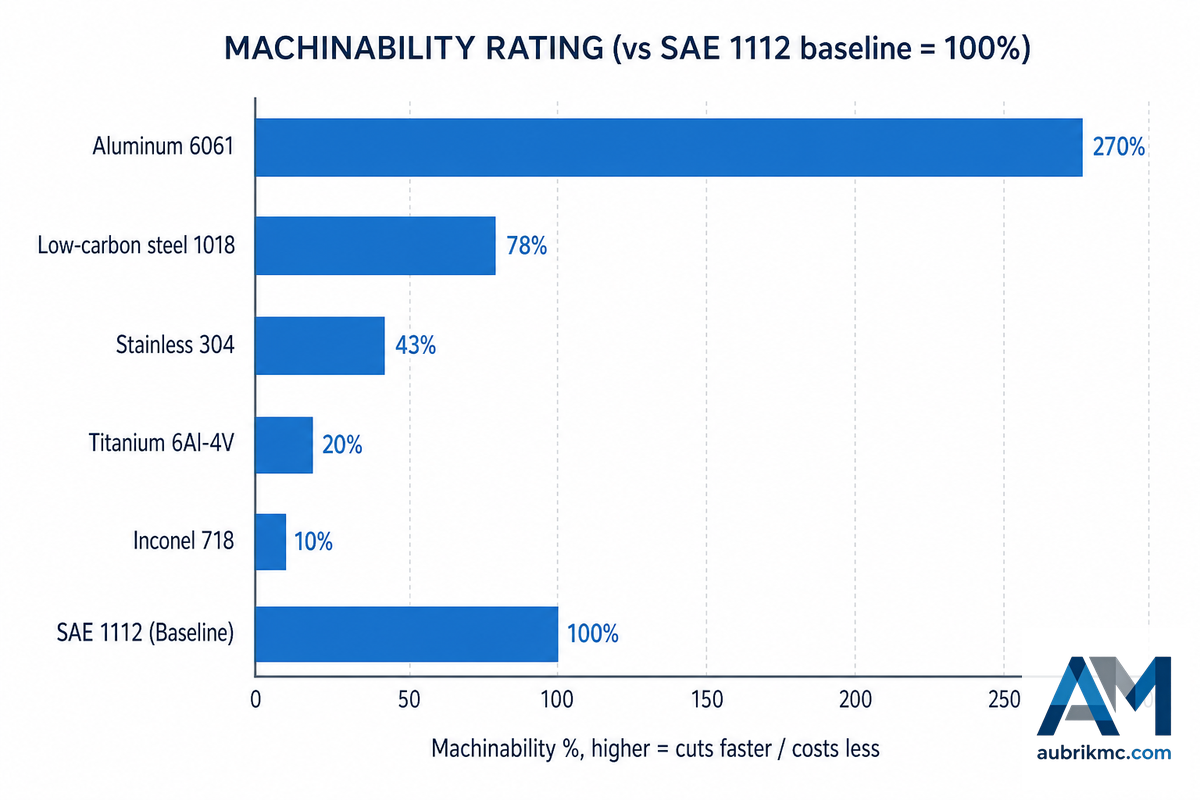
Material choice moves cost more than most buyers expect, because machinability, not just strength, sets how long a part sit in the machine. One widely-used industry reference method, also taught in university manufacturing-engineering courses, rates every material against free-machining steel SAE 1112 (B1112), fixed at a 100% machinability score; materials that cut faster than SAE 1112 score above 100%, materials that cut slower score below it. It’s a relative index, not a certified physical constant, so treat the numbers below as comparative rather than absolute.
The table below covers solid-block machining, but not every job starts from a solid block: sheet metal fabrication handles thin-gauge parts through cutting and bending rather than milling, and plastic machining, including phenolic machining for high-heat electrical insulators, follows different feed and speed rules than metal parts. Simple parts in either family can often skip a full machinability review; complex geometries in metal and plastic parts cannot.
| Material | Class | Machinability Rating |
|---|---|---|
| Aluminum 6061 | Non-ferrous | 270% |
| Aluminum 7075 | Non-ferrous | 170% |
| Low-carbon steel 1018 | Carbon steel | 78% |
| Alloy steel 4140 | Alloy steel | 61% |
| Stainless 304 | Austenitic stainless | 43% |
| Stainless 17-4 PH | Precipitation-hardening stainless | 43% |
| Stainless 316 | Austenitic stainless | 40% |
| Titanium Grade 2 | Commercially pure titanium | 40% |
| Titanium 6Al-4V (Grade 5) | Titanium alloy | 20% |
| Inconel 718 | Nickel superalloy | 10% |
Engineering plastics don’t fit this steel-relative scale at all, which is itself worth knowing: POM (Delrin), PTFE, and ABS generally cut faster and cooler than any metal in the table above, while PEEK runs slower and requires sharper tooling to avoid melting at the cutting edge.
✔ Advantages of matching material to machinability
- Aluminum 6061/7075 cut fast and cheap, the default unless the application demands more
- Stainless and titanium hold up in corrosive or high-heat environments the aluminum can’t survive
- Engineering plastics (POM, PEEK, PTFE) cut fast and skip corrosion entirely for the right application
⚠ Limitations to plan around
- Titanium 6Al-4V and Inconel 718 machine markedly slower than aluminum 6061, a 13-27x gap on the machinability-rating scale above, budget lead time and tooling cost accordingly
- Titanium concentrates roughly 80% of cutting heat at the tool edge rather than dissipating into the chip, accelerating tool wear
- Upgrading a non-critical feature to an exotic alloy is a common way to inflate cost without a functional reason
Cutting speed differences follow the same pattern. Machining-shop technical references commonly cite titanium surface speeds around 30-60 surface feet per minute versus roughly 70-100 for stainless steel, figures that vary by shop, tooling, and coolant strategy, so treat them as directional rather than a spec you can hold a supplier to without a real quote.
Tolerances & Precision: How Tight Is Too Tight?
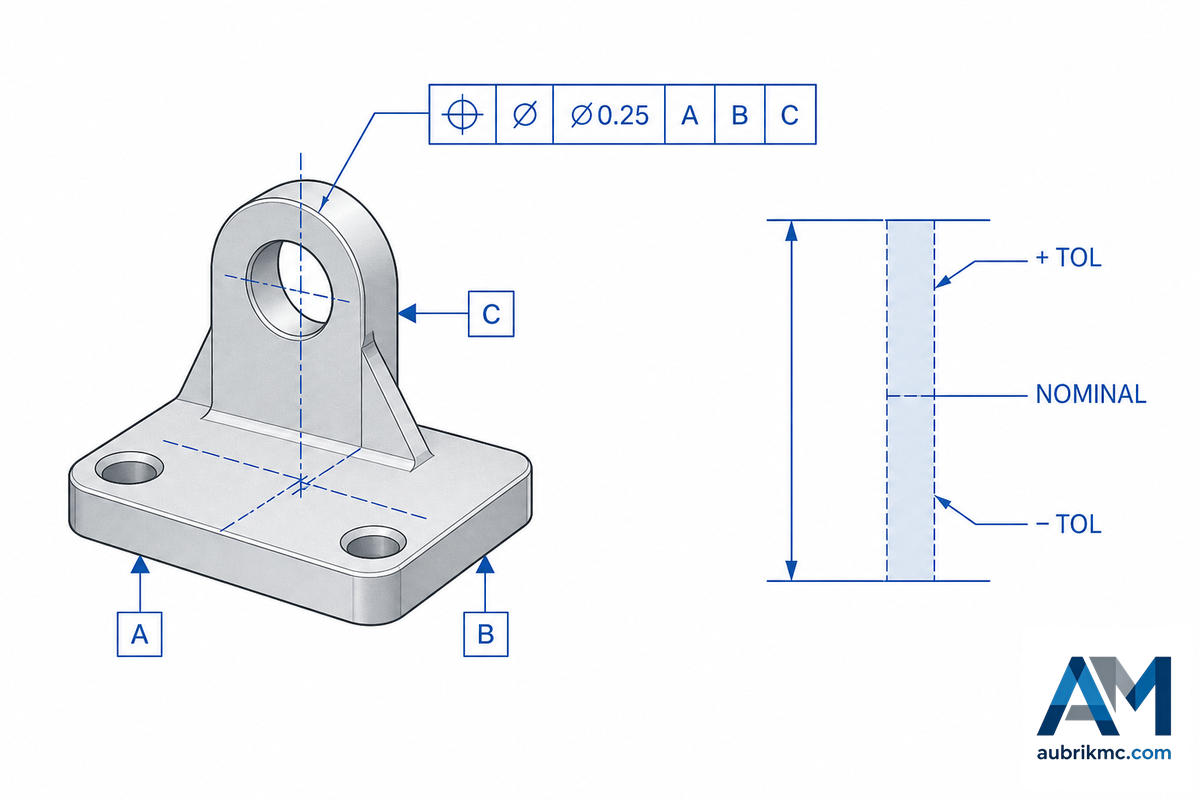
A tolerance is too tight the moment it costs more to hold than the part’s function requires. General callouts (ISO 2768-1, medium class) cost little; precision callouts down to ±0.001-0.002 in cost meaningfully more in setup, inspection, and scrap rate, so the right answer is “as loose as the assembly allows,” not “as tight as possible.”
What Tolerance Can CNC Machining Actually Hold?
General-purpose CNC machining reliably holds the tolerance classes defined in ISO 2768-1 for linear and angular dimensions, and tighter precision work can reach ±0.001-0.002 in (±0.025-0.05 mm) on functional features. Only ISO 2768 Part 1 is current, though: ISO’s own standard catalog lists ISO 2768-2 (which covered geometrical tolerances) as withdrawn, with ISO 22081:2021 as its replacement, so a drawing citing “ISO 2768” for form or position callouts is citing a withdrawn document.
| Feature Class | Standard Tolerance | Precision Tolerance |
|---|---|---|
| Metals (aluminum, steel, brass) | ±0.005 in (±0.127 mm) | ±0.001-0.002 in (±0.025-0.05 mm) |
| Plastics (ABS, POM, PC) | ±0.010 in (±0.254 mm) | ±0.003-0.005 in (±0.075-0.127 mm) |
| Small features (≤1 in) | ±0.003 in (±0.075 mm) | ±0.0005 in (±0.0127 mm) |
“The most expensive tolerance on a drawing is usually the one nobody double-checked against the part’s actual function. We ask buyers one question before quoting a tight callout: what physically happens if this feature is 0.002 inches looser? Half the time the honest answer is nothing, and that’s a real cost conversation, not a compromise.”
ASME Y14.5-2018 (reaffirmed as ASME Y14.5-2018 (R2024)) is the current U.S. dimensioning and tolerancing standard, though one GD&T training provider’s own review of its client base, not an official ASME survey, but a directionally useful data point, put roughly half of companies still designing to the 2009 edition and over a quarter still on 1994, with only a small share on 2018. That gap is a real communication risk, since two shops working from different editions of the same standard can interpret a feature control frame differently. Ask which edition a drawing was built to before you approve it, not after a part fail inspection.
Prototype to Production
Moving from a single prototype to a production order change more than quantity, it changes which cost drivers matter. Setup and programming cost gets absorbed by one part in a prototype run, but that same fixed cost spreads across hundreds or thousands of parts in a production run, which is why per-unit price drops sharply as volume rises even though the machine time per part barely changes. One machinist community thread on scaling from prototypes to small production runs makes the same point from the shop floor: issues that never surfaced on a one-off part, fixture wear, tool-life drift, finish consistency, start showing up once you multiply by ten or a hundred.
Rapid prototyping and production do not have to be two separate machining projects with two separate quotes: many shops can carry prototypes and production parts on the same setup, adjusting only fixturing and batch size once the design is locked. Ask early in any CNC machining process discussion whether your shop treats prototyping and production as one continuous job or as a hard restart, since that answer changes both CNC machining costs and lead time.
- Confirm the prototype uses the same material and process as the intended production part, a prototype cut from a different alloy to save time can hide a machinability problem that only show up at volume.
- Ask whether your supplier requires a minimum order quantity for production, or can scale the same setup from 1 to 1,000+ pieces without re-quoting the whole job.
- Re-check tolerances at the production quote stage, a tolerance that was fine for a single fit-check prototype may need tightening once parts have to interchange across a full batch.
Use a lead-time and MOQ estimator to sanity-check how your specific quantity and complexity map to a realistic delivery window before you commit to a launch date around it.
Industries That Rely on Custom CNC Machining

Aerospace, medical device, automotive, and industrial equipment manufacturers are the heaviest users of custom CNC machining, and each brings a different compliance layer on top of the basic process.
| Industry | Typical Compliance Layer |
|---|---|
| Aerospace | AS9100 certification on top of baseline ISO 9001, built around traceability and documentation demands |
| Medical devices | FDA QMSR (effective Feb 2, 2026), incorporating ISO 13485:2016 into 21 CFR Part 820 — scope depends on finished-device/accessory status |
| Automotive | Tighter recordkeeping than general industrial work, short of finished-device regulatory scope |
| Robotics / industrial automation | General industrial tolerance and inspection practice — a missed tolerance misaligns an assembly, it doesn’t scrap a regulated batch |
The compliance layer change what “quality documentation” means in practice, not just how strict it’s. An aerospace buyer needs traceability records tied to AS9100; a medical device buyer needs to confirm whether QMSR applies to their specific part classification before assuming it does.
How to Evaluate a Custom CNC Machining Partner

Marketplace, local job shop, or manufacturer-direct: when you compare custom CNC machining manufacturers, the three sourcing models solve different problems, and picking based on habit rather than fit costs buyers real money and schedule risk. A small local machine shop and a larger CNC machining factory can quote the identical print very differently, so the sourcing model matters as much as the price.
Every shop that offers CNC manufacturing describes its own machining capabilities a little differently: one covers a broader variety of CNC machining solutions across dozens of materials, another advertises quality CNC machining but stays narrower on the range of applications it will quote. Ask what a shop’s advanced CNC machining capabilities actually cover, not just what the homepage claims, before you assume any two quotes are directly comparable.
A recurring pattern in machinist forum discussions is buyers evaluating a supplier’s engineering credentials, degrees, titles, certifications, while giving less weight to hands-on machining experience, even though shop-floor experience is often the stronger predictor of whether a design will actually machine cleanly. A supplier’s paper qualifications and its actual production track record are not the same signal.
- ✔Ask whether quotes come with cost-driver transparency (material, tolerance, geometry, finish broken out) or a single opaque number, the former let you redesign for cost, the latter doesn’t.
- ✔Confirm whether you’ll have direct access to the engineers running your job, or only a sales layer between you and the machine shop.
- ✔Check inspection and material-certification documentation practices before you order, not after a batch arrives.
- ✔For cross-border orders, confirm who owns tariff/duty classification and landed-cost estimation, an “instant quote” that excludes these isn’t the final price.
Instant-quote marketplaces win on convenience for a one-off, low-stakes part: upload a file, get a number, done. Manufacturer-direct shops like Aubrik’s custom CNC machining service trade a little of that self-serve speed for direct engineering access and a published cost-driver breakdown, worth the tradeoff once a part matter enough that you want the same team on the prototype and the production run. A factory-direct-versus-platform landed cost calculator is a fast way to see whether that tradeoff pencils out for your specific volume and destination.
The 5-Step Spec-to-Shop Sequence
- Define the process fit, turning, milling, or both, based on part geometry
- Select material by machinability and performance need, not habit
- Set tolerance by function, feature by feature, not a blanket tight callout
- Confirm CNC machining is actually the right method versus 3D printing or molding at your volume
- Evaluate the supplier model (marketplace / local shop / manufacturer-direct) against what step 1-4 actually require
Work the sequence in this order and the supplier conversation in step 5 becomes a fit-check against known requirements, not a guess.
Industry Outlook: What’s Changing in Custom CNC Machining
The clearest near-term shift buyers should track is standards and documentation catching up with automation, not the market-size headlines that dominate CNC industry coverage. Two concrete changes matter more than any growth forecast: the FDA’s QMSR taking effect February 2, 2026 for medical device machining, and AI-driven process monitoring moving from pilot projects into standard shop-floor practice on precision work.
- ✔If you’re sourcing medical device parts, confirm whether QMSR (effective Feb 2, 2026) applies to your specific part classification before your next order.
- ✔Ask a prospective supplier whether they’ve adopted predictive process monitoring, it’s a fair proxy for whether their quality system is current or legacy.
- ✔Confirm which edition of ASME Y14.5 your supplier designs to, given how unevenly the 2018 edition has been adopted industry-wide.
On the technology side, machine-learning models that predict surface roughness and tool wear before a cut finishes, the subject of recent patent filings such as US20210364482A1are moving from academic research into production shop floors. NIST’s own research into hybrid additive-subtractive manufacturing reflects the same direction: CNC machining isn’t being displaced by additive methods, it’s being integrated with them as the finishing step that holds tolerance additive alone can’t.
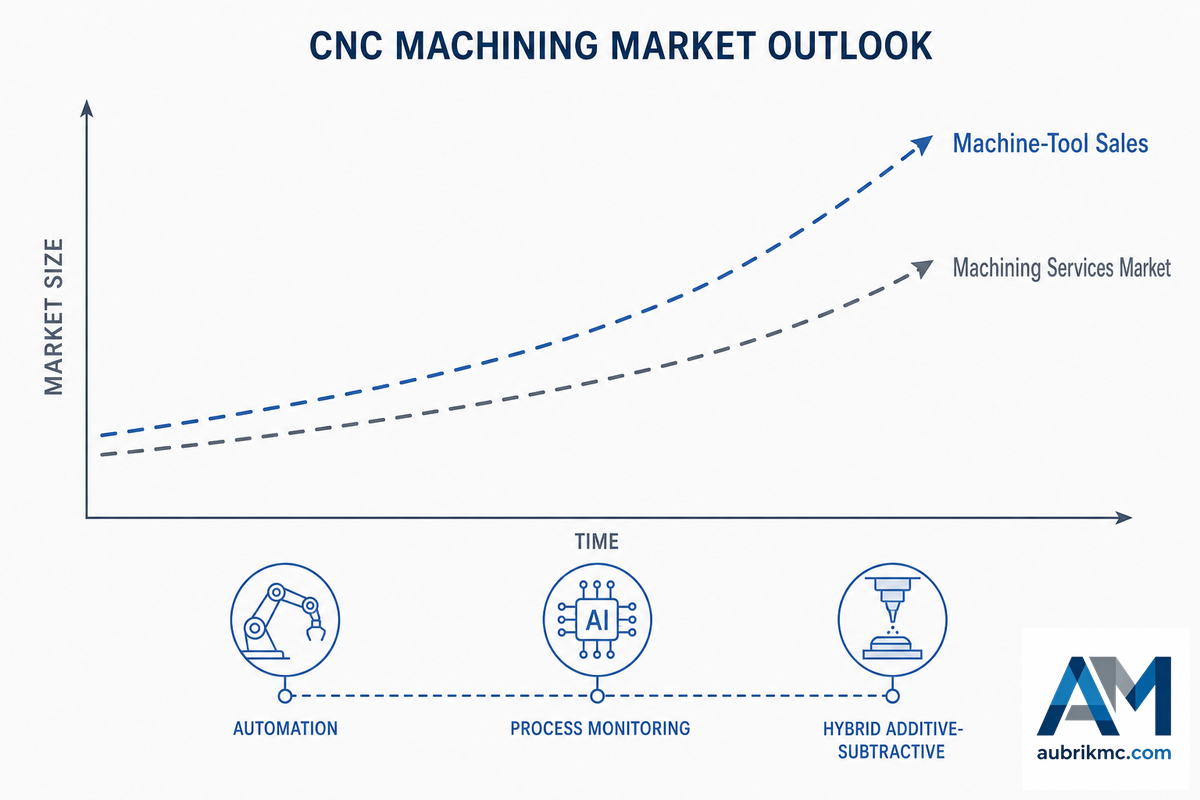
Market-size estimates for “the CNC machine market” swing wildly depending on which research firm you read, published figures for overlapping forecast windows range from the $50 billion neighborhood to well past $180 billion. Part of that spread is methodology, but a bigger part is category confusion: many reports measure CNC machine-tool sales, equipment manufacturing, NAICS 333517rather than the job-order custom machining services market (NAICS 332710) that buyers in this guide actually purchase from. Treat any single CAGR figure cited for “the CNC market” as illustrative at best, not a number to plan a budget around.
FAQ, Custom CNC Machining
These CNC machining FAQs cover the questions buyers ask most before requesting a quote, from CNC machining design constraints and CNC machining materials selection to CNC machining applications across industries, plus how quick-turn parts and other parts made through custom manufacturing typically get priced through general manufacturing services.
Q: What is CNC machining and how does it work?
View Answer
CNC (computer numerical control) machining is a subtractive manufacturing process: a computer-controlled machine tool removes material from a solid block of metal or plastic to produce a finished part. The machine follows a toolpath generated from a CAD file, guiding a rotating cutting tool (in milling) or a rotating workpiece against a stationary tool (in turning) through programmed X/Y/Z-axis movements. Because the toolpath is digital rather than manually operated, CNC machining repeats the same cut with the same accuracy across one part or ten thousand parts, which is why it remains the default choice for precision metal and plastic components.
Q: How does CNC machining differ from traditional (manual) machining?
Show Answer
Manual machining relies on an operator physically turning handwheels to move the cutting tool, so accuracy and repeatability depend on that operator’s skill and fatigue level. CNC machining replaces manual control with a pre-programmed toolpath executed by servo motors, which removes operator-to-operator variation and allows unattended multi-hour runs. The tradeoff is upfront programming time: a CNC job needs CAM toolpath generation before the first cut, while a simple manual job can start immediately.
Q: What are the advantages of CNC machining over other manufacturing methods?
View Answer
Compared with manual machining, CNC delivers repeatable tolerances across large batches without operator variation. Compared with 3D printing, CNC machining produces parts in production-grade metals and engineering plastics with better mechanical properties and finer surface finish, since it cuts from solid stock rather than building up layers. Compared with injection molding, CNC machining requires no tooling investment, so it stays economical for prototypes and low-to-mid volume runs where a mold’s up-front cost would not be justified.
Q: What industries rely on custom CNC machining?
Show Answer
Aerospace, medical device, automotive, and industrial equipment manufacturers are the heaviest users, since these fields combine tight tolerance requirements with the need for material traceability and inspection documentation. Consumer electronics and robotics also rely on CNC machining for structural brackets, housings, and precision shafts.
Q: What materials can be CNC machined?
View Answer
Most CNC shops machine three material families: metals (aluminum, stainless steel, alloy steel, brass, titanium), engineering plastics (ABS, POM/Delrin, nylon, PEEK, PTFE), and select exotic alloys (Inconel, Hastelloy) for high-temperature or corrosive environments. Aluminum and free-machining plastics cut fastest and cheapest; stainless steel and exotic alloys machine slower due to work-hardening and tooling wear.
Q: What tolerances and dimensional accuracy can I expect from CNC machining?
Show Answer
General-purpose CNC machining reliably holds tolerances in the ±0.005 in (±0.13 mm) range on metals under standard classes like ISO 2768-1, and precision work can tighten to ±0.001-0.002 in (±0.025-0.05 mm) on critical features. Plastics typically run a class looser than metals due to thermal expansion. Tighter tolerances than a part’s function actually requires simply add cost without adding value.
Q: How does surface finish affect CNC-machined part performance?
View Answer
Surface finish affects both function and cost. Rougher as-milled surfaces are fine for internal, non-mating faces, while sealing surfaces, bearing bores, and cosmetic exteriors need a finer finish or secondary processing like anodizing or polishing. Specifying a mirror finish on every surface of a part — rather than only where it is functionally needed — is a common source of unnecessary machining cost.
Q: What’s the history of CNC machining?
Show Answer
CNC machining descends from numerical control (NC) machines developed in the early 1950s at MIT, which read punched paper tape to drive a milling machine — a US Air Force-funded project aimed at machining complex aircraft parts more consistently than manual operators could. Punched tape gave way to magnetic tape, then to onboard computers by the 1970s, which is when “NC” became “CNC.” The shift from tape-fed instructions to programmable computer control let shops store and re-run toolpaths without re-punching tape for every job, which is the foundation of today’s CAD/CAM workflow. Five-axis machining, live-tooling turning centers, and CAM software that generates toolpaths directly from 3D models are the most significant developments of the last two decades.
Ready to get a quote on your next custom CNC machining job?
Why We Wrote This Guide
Most of what ranks for “custom CNC machining” is a quote form with a materials list attached, which is why we wrote this guide. We wanted a page that answers the process, material, and tolerance questions a buyer actually has before they’re ready to request a quote, including the standard-scope corrections (ISO 2768-1 vs. the withdrawn 2768-2, the ASME Y14.5 edition-adoption gap) that most machining-service pages skip entirely. Reviewed by the Wuxi ABK Machinery technical team.
References & Sources
- Review of Intelligence for Additive and Subtractive ManufacturingNational Center for Biotechnology Information (PMC)
- CNC Production Technician ProgramGateway Technical College
- Additive Manufacturing Economics Special PublicationNational Institute of Standards and Technology (NIST)
- ISO 2768-2 Standard Status (Withdrawn)International Organization for Standardization
- ASME Y14.5-2018 (R2024): Dimensioning and TolerancingAmerican Society of Mechanical Engineers
- AS9100 Series: Quality Management CertificationNSF International
- Quality Management System Regulation (QMSR)U.S. Food and Drug Administration
- Machinability of Materials Reference ChartMachining Doctor (SAE 1112 / B1112 baseline methodology)
- Materials and Manufacturing: Machinability Lecture NotesUniversity of Pennsylvania School of Engineering and Applied Science
- 2022 NAICS ManualU.S. Census Bureau
- Effect of the Additive Manufacturing Process on Cutting Forces in Hybrid ManufacturingNational Institute of Standards and Technology (NIST)
Related Articles
- Aubrik’s contract metal welding servicesfor parts that need machining and welding under one roof
- CNC machining and metal welding services overviewthe full capability set for custom part sourcing
- Tolerance and material selector toolnarrow down a material and tolerance class for your part
- CNC cost driver estimatorsee which design choices move your quote before you request one


