Get in Touch with Aubrik Company

Quick Specs: What This Guide Covers
| Scope | Failure modes, inspection, preventive maintenance, repair/rebuild, repair-vs-replace, provider vetting |
| Not covered here | Gear type selection and sizing — see our industrial gear capability and sizing guide |
| Governing vibration standard | ISO 20816-3:2022 (supersedes ISO 10816-3:2009) |
| Governing failure-mode standard | ISO 10825-1:2022 / ANSI/AGMA 1010. |
An industrial gear is a toothed wheel — also called a gear wheel — that meshes its teeth with the teeth of another gear to convert rotational motion and torque around a fixed axis of rotation inside a gearbox; they all eventually wear. Power transmission systems linking parallel shafts, intersecting shafts, or offset shafts operate using the same basic tooth-contact principles across most industrial applications, whether the gears are spur, helical, or bevel type — which is why the failure modes below apply regardless of gear type even though this isn’t a gear-selection guide. What follows is what you need to know after the gear is in operation: how it breaks, how to catch failure before it happens, how repairs and rebuilds are performed, and when it stops being cost-effective.
Most premature industrial gear failures trace back to three preventable factors — inadequate lubrication, misalignment, and contamination — not to the gear material wearing out on schedule. Catching the early signals of any of the three, before a tooth actually breaks, is what separates a $2,000-$5,000 repair from a $100,000+ emergency replacement.
Key Takeaways
- industrial gears are deliberately engineered and built for strength well beyond normal duty-cycle stress, so pitting occurs before tooth breakage and visible wear is a warning rather than an immediate threat.
- ISO 10816-3’s vibration thresholds, still widely quoted, come from a standard that has since been withdrawn and superseded by ISO 20816-3.
- Scuffing risk is highest at the start of operation — right after a rebuild — rather than over years of use.
- Statistics for the “percentage of industrial gear failures due to improper lubrication” range wildly from 23% to 90%, and no one source can offer definitive primary research.
- Predictive maintenance has seen a slight decrease in its adoption rates in the industrial sector, a gap which offer opportunities for early adopters as technology outpaces acceptance.
What an Industrial Gear Does on the Floor (and What This Guide Covers)
An industrial gear transfers rotational motion and power between shafts, altering speed or direction within a gearbox — sometimes called a speed reducer — that also contains bearings, seals, and a lubrication system, a role gears fill across today’s wide range of industrial applications.
Regardless of whether your gear was purchased from a specialist industrial gear manufacturer or came with inherited industrial machinery, you’ll likely face the same questions: how long will it last, when should it be inspected, and when does it stop making economic sense to repair — and gears under continuous high-torque loads (mill drives, crushers, mixers) wear faster than similarly sized gears under intermittent loads, so duty cycle should drive your inspection schedule more than calendar age.
- This guide covers industrial gear failure modes, inspection strategies, preventive maintenance approaches, the repair and rebuild process, decision-making around repair versus replacement, and how to evaluate potential repair service providers.
- This guide won’t address the following: specific industrial gear types, gear selection procedures, gear sizing methodologies for precision gears, or precision class specifications; these topics are covered in our industrial gear capability guide, which includes sizing from 200mm to 6000mm and precision class selection.
What follows assumes that you already have a industrial gear in operation and wish to continue operating it, or you need to decide on the appropriate course of action when it ceases to function properly.
Common Failure Modes and Wear Patterns
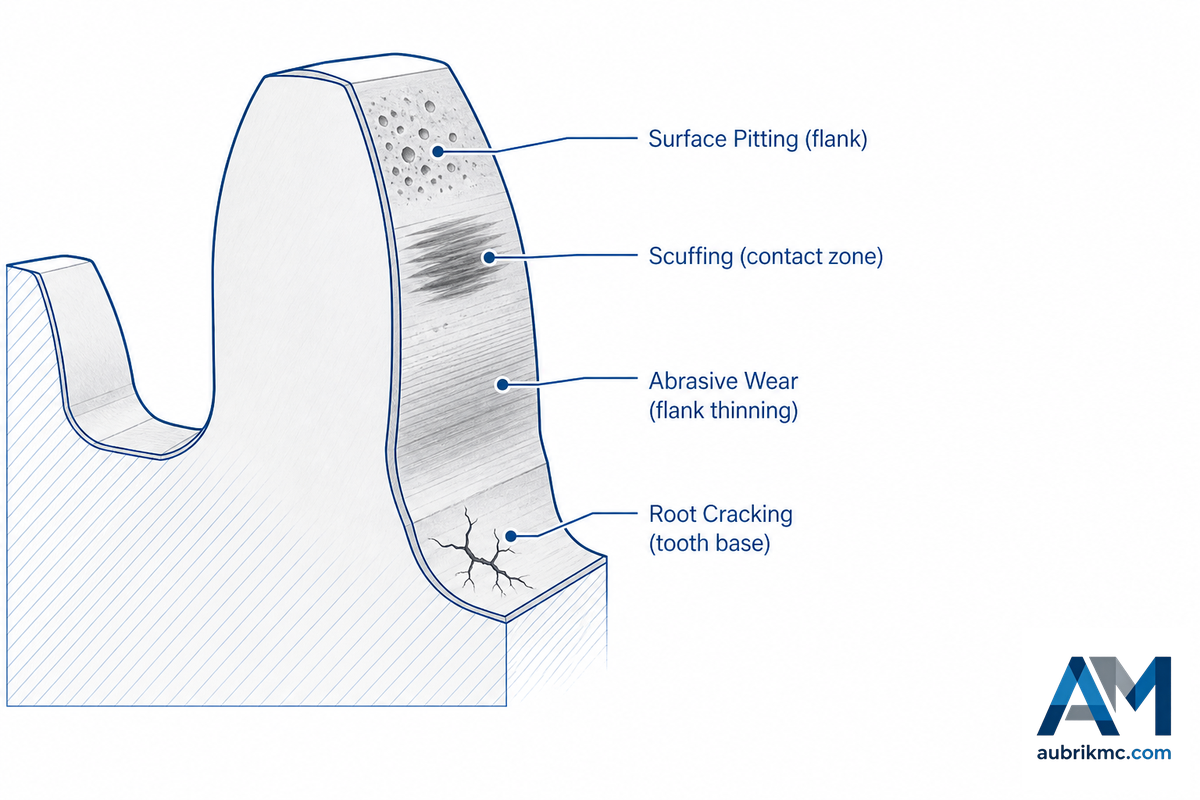
industrial gear systems break in only a handful of ways, each fairly well documented, and knowing which kind you’re looking at clues you into the problem’s severity. ANSI/AGMA 1010 and its international counterpart ISO 10825-1:2022 both list six general classes of gear tooth wear: surface distresses, scuffing, permanent deformation, surface fatigue (pitting), cracking and tooth breakage. ISO 10825-1 was directly based on the older AGMA standard, so the two systems read nearly identically across spur and helical gears, or specialized gear types like differential gears in mobile equipment.
| Failure Type | Visible Symptom | Severity | Typical Urgency |
|---|---|---|---|
| Surface corrosion / sliding wear | Dull, discolored flank surface, no pitting yet | Low | Note and monitor for progression |
| Initial pitting | Small, scattered pits during run-in, often self-limiting | Low | Monitor at next scheduled inspection |
| Progressive pitting / micropitting | Pit density and depth increasing between inspections | Moderate | Schedule inspection within weeks, not months |
| Scuffing | Matte, torn-looking flank surface, often on new or rebuilt gears | Moderate-High | Check lubricant film thickness and load immediately |
| Abrasive wear | Steady flank thinning, metallic debris in oil | High | Investigate contamination source before continuing |
| Plastic deformation / indentation | Visible ripples or dents on tooth flank from overload | High | Confirm load hasn’t exceeded rating |
| Case crushing / spalling | Flaking or chunks separating from the hardened case layer | High | Schedule teardown, do not defer |
| Root cracking | Fine crack at tooth root, may need dye penetrant to see | Critical | Stop and inspect before further operation |
| Tooth breakage | Missing or fractured tooth, sudden noise/vibration change | Critical | Shut down immediately |
What Are the Early Warning Signs of Gear Failure?
The vibration signal at the gear mesh frequency changes first, followed by metallic particles in an oil sample, and then (much later) by audible noise or visible heat, in order of reliability. Once a gear gets audibly noisy, the failure is often well beyond the point of easy fixes.
Research Note. A 2024 peer-reviewed study of vibration analysis showed 99.73% accuracy detecting localized pitting and low lubricant levels prior to being visible, and another 2023 paper applying a CNN model to triaxial accelerometer data achieved 98.9-99.6% accuracy classifying similar defects.
“Very little attention and concern have been devoted to the study of gear tooth wear… this subject primarily concerns gear teeth with low surface hardness or gears with improper lubrication.”
Here’s the counterintuitive part: a gear is intentionally designed so that pitting precedes tooth breakage, because a designer would rather have a gear wear obviously than break suddenly and silently, so surface wear can be a scheduling signal rather than an immediate emergency — with one major exception: scuffing. Contrary to popular intuition, scuffing is most likely to occur either right at start-up or right after an overhaul, before the gear teeth have developed the micro-texture that protects them during normal running-in, which is why a gearbox freshly out of the repair shop deserves extra monitoring in its first few weeks, not less.
| Gear Type | First Wear Location | Why |
|---|---|---|
| Worm gear | Worm wheel contact zone | Wheel is the softer, sacrificial member by design |
| Bevel gear | Root fatigue at small end of tooth | Bending stress concentrates there |
| Helical gear | Spread evenly across tooth profile | Angled teeth mesh progressively, not all at once |
| Planetary gear set | One planet gear, silently overloading others | Multiple gear meshes between planet, ring gear, and central gear hide load capacity loss |
| Rack and pinion | Most-traveled section of the rack | Repeated flank contact concentrates there |
spiral bevel gears break using the same tooth-root-fatigue mechanism as straight bevel gears, just distributed along a curved tooth profile. Contamination can exacerbate these modes – in one 2021 peer-reviewed study of gearboxes in a mining conveyor system, coal dust mixed in the oil was found to accelerate abrasive wear, scuffing and pitting in case-hardened gear steel, and a diamond-like carbon coating increased wear resistance significantly, even with dirty oil.
Inspection and Verification Protocols
Routine inspection helps catch these failure modes while they’re still relatively inexpensive to repair, and vibration analysis and oil analysis — the two best tools available — each find things the other might miss. A case study at the Palo Verde Nuclear Generating Station, originally published in Analysis magazine and republished by several maintenance publications, shows the benefit of using both: 40% of bearing defects were detected by oil analysis, 33% by vibration, and the remaining 27% only by the combined application of both techniques. Treat those exact figures as representative rather than a guarantee for your equipment, but don’t drop either method if you want full coverage.
📐 Engineering Note: Vibration Zone Boundaries. ISO 10816-3:2009’s Annex A vibration severity tables — still the numbers most commonly quoted online — were withdrawn in 2022 and replaced by ISO 20816-3:2022. Under the older, verified tables, a large machine (>300 kW) on a rigid foundation moved from Zone A/B at 2.3 mm/s RMS to Zone C/D at 7.1 mm/s; a medium machine (15-300 kW) on rigid supports moved from 1.4 mm/s to 4.5 mm/s over the same zones.
These numbers are a useful working reference, but the governing document today is ISO 20816-3 — confirm the current edition or your gearbox OEM’s commissioning spec before treating any single number as an acceptance limit.
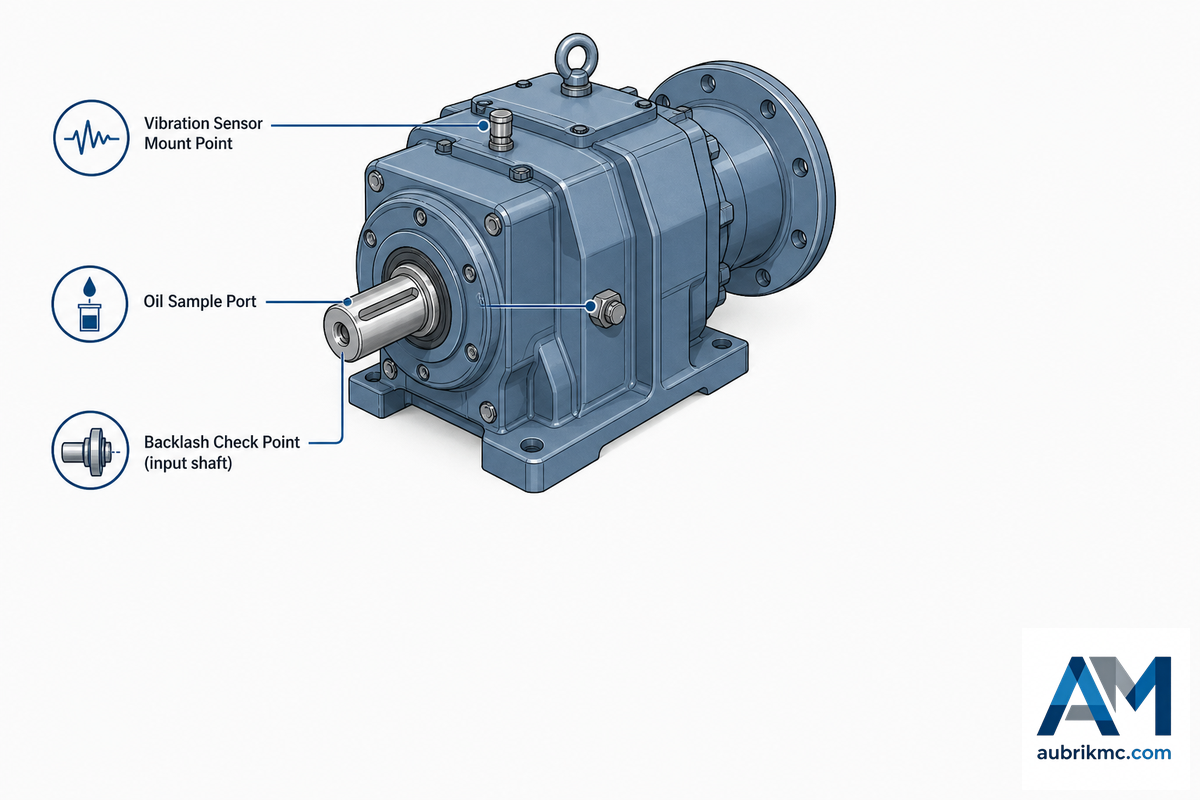
Beyond vibration, three checks belong in every inspection interval: backlash measurement with a dial indicator, since an increase in backlash signals wear on the meshing gear teeth — distributed across the gear’s full number of teeth — that often isn’t visible to the naked eye; visual and borescope inspection of spur gear teeth and other tooth flanks for pitting progression; and oil analysis for viscosity drift, water content, and metal particle count.
Water content above roughly 0.1% in gear oil is associated with meaningfully reduced bearing life, and a viscosity drift beyond about 10-15% from the specified grade is a standard action threshold across multiple industrial lubrication references.
| Duty Class | Visual/Backlash Check | Oil Sample | Vibration Route |
|---|---|---|---|
| Critical (single point of failure) | Monthly | Monthly | Continuous or monthly |
| Standard industrial | Annually | Quarterly minimum | Quarterly |
| Severe environment (dust, wash-down, thermal cycling) | Quarterly | Monthly | Monthly |
One inspection point that’s easy to skip is gear ratio and backlash verification against the original spec – if backlash has grown beyond the gear design tolerance, that alone confirms flank wear even when the surface still look acceptable under a flashlight.
Industrial gear manufacturing and inspection standards typically specify an acceptable backlash range at build; whatever your OEM documentation lists as that range is the number to re-check at every major inspection, not a generic industry figure. Shops that produce gears in-house can typically hold tighter tolerances on this figure than shops that outsource machining.
Preventive Maintenance and Lubrication Scheduling for Gear Trains
Lubrication quality is the single maintenance variable with the biggest effect on gear life, but the exact percentage of failures it causes is genuinely disputed in published sources – figures span roughly 23% to over 90% depending on who’s counting and what they’re counting.
That spread itself is a useful finding: treat any single precise percentage with skepticism, and focus instead on the maintenance actions that are consistently recommended regardless of which number you believe.
How Should Industrial Gears Be Maintained?
industrial gears should be serviced on a set oil-sampling and visual-inspection routine keyed to duty level, with sampling results compared to baseline rather than individual values. NASA and Army Research Lab studies of spur gear pairs indicate wear rate decreases with increasing lubricant viscosity and specific film thickness – meaning an incorrect viscosity for a given load and speed does more than create a leak, it shortens gear life directly, and through a specific, quantifiable mechanism.
- Two common mistakes appear repeatedly in maintenance literature:
- A progressive blend of incorrect viscosity lubricant as a leak is “topped off”, which destroys the correct film thickness.
- The common (and erroneous) “safety margin” of over-lubrication, which increases churning, builds heat, and causes high enough hydraulic pressure from a grease gun that a bearing seal blows out.
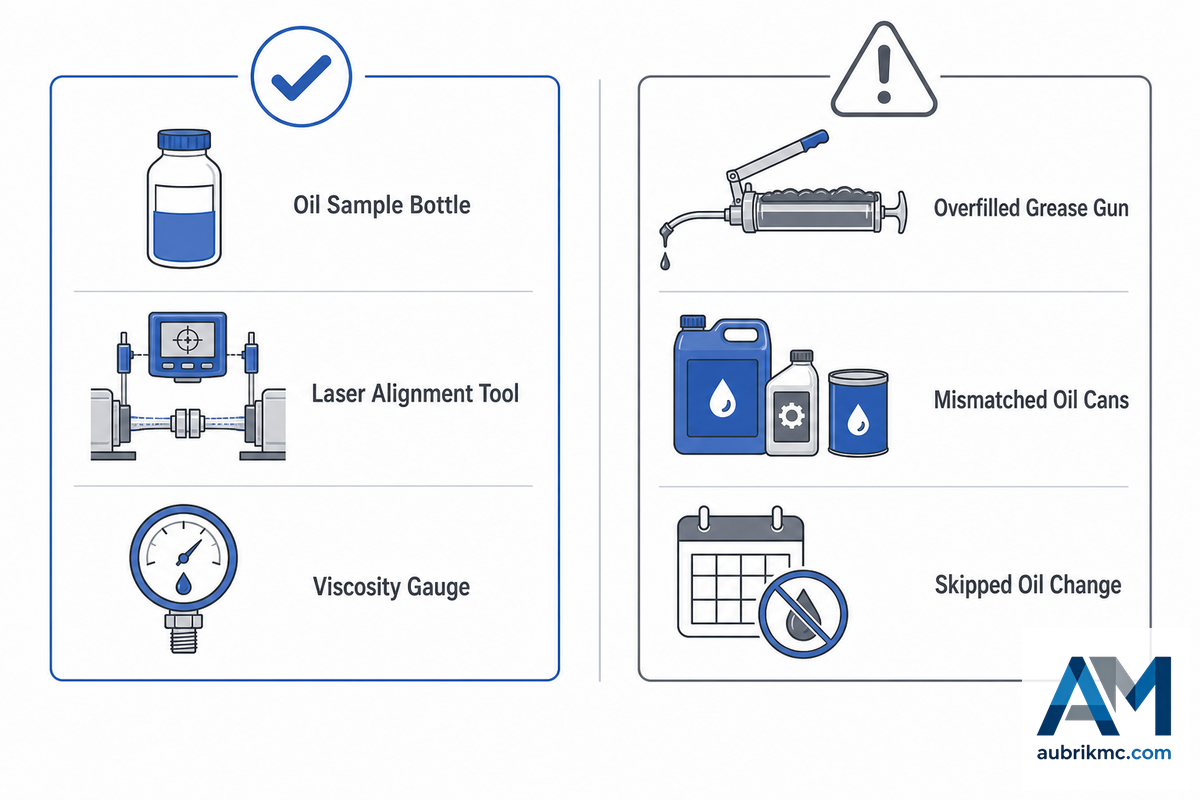
✔ What Actually Extends Gear Life
- Oil sampling on a fixed interval, same port, same operating condition each time
- Matching viscosity grade to duty cycle and ambient temperature range
- Laser alignment checked after commissioning and again after thermal soak
⚠ What Quietly Shortens It
- Over-lubrication treated as a safety margin instead of a failure mode
- Mixing synthetic and mineral oils with incompatible additive packages
- Skipping the break-in oil change after a rebuild or new install
Misalignment deserves a standalone category; it’s independently listed in numerous reports as one of the most frequent preventable cause of early gear and bearing failure, often appearing first as an elevated running-speed, axial vibration component, and can precede audible noise by weeks. A laser-aligned coupling may have been checked once upon commissioning, but that’s not the same as checking it after the machine has come up to steady-state temperature – shaft position changes with thermal growth. “Hot check” three months after installation may be required to catch alignment issues missed by a “cold check” at start-up.
Field Example. An OEM field-service engineer described a version of this that plays out constantly on the shop floor: a small oil seal starts weeping on an otherwise healthy gearbox, the leak gets logged and ignored because the unit still runs fine, and eighteen months later that same $8 seal has let in enough dirt and lost enough lubricant that the gearbox has to be pulled for a full rebuild — turning a five-minute seal swap into a multi-day teardown. The mechanism is almost always the same: a small, cheap fix deferred long enough becomes an expensive one, and the deferral itself is what does the damage, not the original defect.
The Repair and Rebuild Process for an Industrial Gearbox
⚠️ Before Teardown: Lockout/Tagout. Any gearbox teardown is a servicing operation under OSHA 29 CFR 1910.147, which requires verifying a zero-energy state before work begins — a step maintenance-safety trainers report is skipped more often than any other lockout/tagout requirement. Confirming zero energy before disconnecting a coupling or opening a housing is not optional paperwork; it’s the step a qualified gear technician takes to prevent an unexpected re-energization injury.
Every machine shop repairing industrial gearboxes will perform the work according to the same basic five-step process. Failure analysis – stage 2 – is often shortchanged; it’s the stage that determines if you fix the cause of the problem or just replace the component that broke first.
- Teardown and cleaning
- A failure analysis based on a taxonomy of common defects (pitting, missing teeth, root cracks, general wear, broken teeth, compound fault types) rather than an informal visual check (“does this gear look okay”)
- Component procurement or in-house re-machining (gear shaping, hobbing, or grinding)
- Precision reassembly to OEM tolerances
- Quality testing before the unit ship back
Where the path splits is in how the gear is fixed, once damage has been proven. A breakdown of gear repair options from Plant Engineering’s trade press – dated (2002), but still the most detailed cost hierarchy available on this question – clearly illustrates this cost range: reverse-symmetrical refurbishment of an existing gear runs 5-15% of new-gear cost with a 1-2 day turnaround; reconstructive grinding runs about 25% at 2-3 days; recutting a new pinion against a remanufactured bull gear runs about 50% with a 2-3 week turnaround; and a full regrind or reduction-and-recut runs about 60% with a 4-5 week turnaround. Treat these as rough relative proportions to check against actual quotes, not current absolute prices, but they illustrate the order-of-magnitude differences.
💡 Pro Tip. This is a manufacturer’s differentiated advantage — a shop with in-house CNC gear cutting, gear hobbing, and welding capability, like Aubrik’s custom gear re-cutting and remanufacturing service, can offer full gear solutions for custom industrial rebuilds across that whole spectrum rather than defaulting straight to full replacement. Cracked or corroded gearbox housings are a separate repair track handled the same way — certified structural welding repair, of the kind offered through Aubrik’s welding services, can restore a housing that would otherwise force a full-unit replacement.
Field Example. One food-processing plant’s shaft-mounted packaging-line gearbox illustrates a rebuild done right: teardown found worn bearings, one worn gear, and leaking seals, but the housing and remaining gears were still sound. Shop technicians replaced the bearings, upgraded the seals, machined one new gear, and flushed the lubrication system — finishing in under two weeks at roughly 60% of a new unit’s cost and adding an estimated five years of service life. That is the outcome the 40-60% conditional band in the next section is describing in practice, not just in theory.
Worth flagging honestly: one large-scale wind-industry gearbox reliability study covering 280 documented failures found that dynamic load and field service conditions — not just rebuild mechanics — determine when gearbox components finally give up. Connecting that observation to the repair paths above is our own editorial reading, not a claim from the study itself: any rebuild that doesn’t include a root-cause analysis of why the original gear failed simply puts off the same fate.
Repair-vs-Replace: The 4-Tier Repair-Replace Threshold

Deciding whether to replace or repair an industrial gear comes down primarily to one variable: repair cost as a percentage of the cost of a new unit, modified by lead time, criticality, and repair history — the same cost-ratio logic behind the NIST Handbook 135 life-cycle cost methodology used more broadly across federal equipment-replacement decisions.
Is It Cheaper to Repair or Replace an Industrial Gear?
You’re almost always better off repairing a gear than replacing the full unit, until the repair cost climbs to about 60% of the price of a new one — a cost-ratio rule of thumb that traces back to at least a 2002 Plant Engineering study and is still in use by gear repair shops today.
Under that ratio, repair is cheaper; over it, a new unit comes with a warranty, current efficiency, and a known service life that a rebuilt housing with an unknown fatigue history can’t match.
The 4-Tier Repair-Replace Threshold
- Repair cost < 40% of new unit cost: Repair. That falls squarely within normal economics for a first repair on a gear with no history of repeated failures.
- Repair cost 40-60% of new unit cost: Conditional. Consider the lead time (repair is typically days to weeks vs. 5 to 30+ weeks for a new custom large unit) vs. the number of times this gear has already been repaired.
- Repair cost > 60% of new unit cost: Replace (unless the gear is non-critical or lead time on a new unit is the real issue).
- Any repair cost if it’s the second or third failure in under three years: Replace, regardless of percentage – repeated failure indicates an issue with the original choice of gear or its operating conditions, not just bad luck.
How critical the gear is changes how you should read that threshold. For non-critical gearboxes with a spare on the shelf, a 40-60% repair cost falls comfortably within the conditional range, and repair is fine because downtime cost is negligible. For a production-line single-point-of-failure gearbox, the economics shift: emergency labor, secondary damage, and lost production from an unplanned failure routinely exceed the difference between a scheduled repair and replacement, which is why scheduling a repair at the first sign of wear is consistently cheaper than waiting for failure to force the decision.
Illustrative Example. A widely used industry cost model for a grain-plant shaft-mounted conveyor gearbox shows that math in practice, not as a verified single incident but as a realistic composite: a scheduled rebuild at the first sign of wear runs an estimated $8,000-$10,000, while an unplanned failure of the same unit adds up to roughly $97,500 once emergency shipping, overtime labor, eight hours of lost production, wasted raw material, delayed-shipment penalties, and collateral damage to a bearing and coupling are all included — nearly ten times the cost of the repair that scheduling would have avoided.
How to Vet a Gear Repair or Rebuild Provider

When selecting a gear repair vendor, don’t just pick “the one who answers the phone.” Approach this as a due-diligence process the same way you would when selecting among gear manufacturing companies, industrial gear suppliers, or independent repair shops — from regional names like Houston Gear USA, Southern Gear, Buffalo Gear, and Brelie Gear up to larger, leading industrial gear manufacturers. Ask these questions before you send off that critical gearbox to a shop.
The Gear-Shop Vetting Filter
- Does the shop issue a written failure-analysis report prior to providing a repair quote, or just give a price? A written report is the difference between a diagnosis and a guess.
- Is their measurement and calibration equipment traceable to NIST or certified to NVLAP under ISO/IEC 17025? That’s a rarely-asked question separating shops that measure tolerance to their manufacturer specifications versus shops that estimate based on feel.
- Do they hold ISO 9001 certification, and–separate from that–do they have documented gearbox-specific failure-analysis and re-machining experience? ISO 9001 validates a quality management system, but not gearbox expertise specifically — even top gear manufacturers sometimes hold the certificate without deep gearbox-specific competence, so don’t just ask one question.
- Do they machine and manufacture gearbox gears in-house or out-source to a third-party vendor and then markup the work? In-house machining capability is how any shop offers you the 5%-60% repair-cost range from the previous section.
- What are the terms and conditions of the warranty for a repair versus a full rebuild, and does this vary for older and/or obsolete units? Warranty terms for a repair aren’t standardized; make sure they’re documented prior to shipping.
- Do they have documented experience machining specialty gear types — straight bevel, herringbone gears, or epicyclic gear sets — or only standard spur and helical profiles? Shops that only handle the common profiles will often outsource anything unusual, adding time and cost.
Calibration traceable to NIST and the ISO 9001-versus-gearbox-experience distinction are both the two least-asked and two most-revealing questions in this guide, since few shops are ready for questions about the accuracy of their own measurements, even though many can produce estimates for turn-time and price on demand.
Industry Outlook: What’s Changing in Gear Maintenance
Condition-based monitoring is becoming an accessible capability for mid-sized shops as well as large operations in demanding industrial environments, which changes the repair-vs.-replace calculation from the first part of this guide; an early-stage pitting failure in a gear discovered via vibration or oil analysis will often become a repair candidate (where the same failure only discovered after the gear begins to audibly fail will often necessitate a replace), and one of the top industrial maintenance trends for 2026 cited by several analysts is, in fact, advanced condition monitoring, which is now readily integrated with real-time speed and load tracking in automation and motion control systems; even inexpensive MEMS-type accelerometers used in monitoring devices today have a bandwidth of 10kHz, perfectly adequate for many rotating applications (with specialized piezo sensors available for higher speed units).
27%
Predictive maintenance adoption, 2025 (down from 30% in 2024)
10kHz
Bandwidth of current mid-range MEMS accelerometers
A key honest caveat is that the technology has outpaced adoption, and an industry survey in early 2025 indicated adoption of predictive maintenance actually declined by a few percentage points between 2024 and 2025 (down to 27%), so any organization looking to the 2026 calendar for maintenance upgrades has a unique opportunity: condition-monitoring capabilities are now widely affordable and widely deployed by leading equipment manufacturers, but few of the maintenance service providers to mid-size operators have yet adopted them at scale.
Separately, the broader industrial gearbox repair and maintenance services market is projected to grow at a moderate single-digit rate through the mid-2030s — useful context for long-range planning, though it isn’t the reason to act on any of the above; the condition-monitoring adoption gap is.
Frequently Asked Questions
Q: How often should an industrial gearbox be inspected?
View Answer
A standard-duty industrial gearbox typically needs a quarterly oil sample and an annual visual/backlash check, while a critical, single-point-of-failure unit warrants monthly oil sampling and either continuous or monthly vibration monitoring. Severe environments — heavy dust, wash-down, wide thermal swings — shorten every interval, often to monthly across the board.
Q: How often should industrial gear lubrication be checked or changed?
View Answer
Oil condition should be sampled on the same cadence as inspection — quarterly for standard duty, monthly for critical assets — rather than changed on a fixed calendar alone. A viscosity drift beyond roughly 10-15% from spec, elevated water content, or rising particle counts should trigger an oil change regardless of how recently the last scheduled change occurred.
Q: What does an industrial gearbox rebuild typically involve?
View Answer
A rebuild starts with teardown and cleaning, followed by a failure-analysis step that identifies the actual root cause rather than just the broken part, then component procurement or in-house re-machining of the damaged gear, bearing, or seal, precision reassembly to OEM tolerances, and a quality-test run before the unit returns to service. Depending on what’s damaged, the repair path can range from a low-cost reverse-symmetrical reuse of an existing gear at roughly 5-15% of new-unit cost, up through full regrinding or recutting in the 50-60% range. Failure analysis is the step most likely to get rushed by a shop under schedule pressure, and it’s the step that determines whether the fix actually addresses why the gear failed in the first place.
Q: What’s the typical cost range for an industrial gearbox rebuild?
View Answer
Published cost tiers vary enormously by gearbox size and the specific repair path chosen: a minimal reverse-symmetrical gear swap runs roughly 5% of new-unit cost, while a full regrind or recut climbs to about 60%. Get an itemized quote broken out by repair option rather than a single number, since the spread between options is wide enough to change the repair-vs-replace decision on its own.
Q: What questions should I ask before hiring a gear repair shop?
View Answer
Ask whether they provide a written failure-analysis report before quoting, whether their calibration equipment is NIST-traceable or NVLAP-accredited, whether ISO 9001 certification is backed by gearbox-specific repair experience, and whether gear machining happens in-house or is outsourced and marked up. The calibration-traceability question in particular is rarely asked and reliably separates rigorous shops from ones that estimate.
Q: What are industrial gears made of?
View Answer
Industrial gears are often cut from alloy steel — case-hardened steel gears are the norm — through carburizing, induction hardening, or nitriding to combine a hard wear-resistant tooth surface with a tough, crack-resistant core. Bronze, cast iron, and engineering plastics appear in specific lower-load or noise-sensitive applications, and mining gears or marine-duty units typically lean toward more aggressive case depths for abrasion resistance.
Q: Can a cracked or chipped gear tooth be repaired, or does the whole gear need replacing?
View Answer
A single chipped or cracked tooth on a large gear is often repairable through weld buildup and re-machining or a partial tooth replacement, since scrapping a large gear over one damaged tooth is rarely economical — practitioners generally agree cost-effective repair only makes sense once the gear itself is large. On small or moderately sized gears, a cracked tooth more often signals full gear replacement is more economical than attempting a partial repair, since re-cutting a full new gear can cost less than a highly custom single-tooth fix.
Why We Wrote This
Aubrik builds welding automation and, more recently, custom and large-diameter industrial gears and slewing systems, which means our engineering team fields repair-vs-replace and inspection questions from customers who bought gears years ago from other suppliers, not just from customers buying new.
This guide reflects that maintenance-side conversation — the questions we actually get asked once a gear has been running for a few years, not the selection questions covered in our sizing guide. Cost and timeline figures throughout are compiled from multiple published industry sources and will vary by gear size, material, and shop; treat them as planning ranges, not quotes.
References & Sources
- ISO 10825-1:2022, Gears, Wear and Damage to Gear Teeth — International Organization for Standardization
- ISO 20816-3:2022, Measurement and Evaluation of Machine Vibration, Part 3 — Swedish Institute for Standards (SIS)
- ISO 9001:2015, Quality Management Systems Requirements — International Organization for Standardization
- National Voluntary Laboratory Accreditation Program (NVLAP) — U.S. National Institute of Standards and Technology
- Keeping Industrial Teams Compliant with an OSHA Refresher — Machinery Lubrication (Noria Corporation)
- Gearbox Fault Diagnosis via Vibration Signal Analysis — Sensors (MDPI), peer-reviewed, 2024
- CNN-Based Gearbox Defect Detection from Vibration Signals — Sensors (MDPI), peer-reviewed, 2023
- Wear-Resistant Coatings for Mining Conveyor Gearboxes — Materials (MDPI), peer-reviewed, 2021
- Wind Turbine Gearbox Failure and Lubrication Analysis — Materials Today: Proceedings (Elsevier), peer-reviewed
- Gearbox Fault Dataset: Defect Classification Under Variable Speed and Load — arXiv
- Rebuild, Upgrade, or Replace That Gear Drive? — Plant Engineering
- Fail Better: The History Behind Gear Failure Nomenclature — Gear Technology
- The Top 10 Industrial Maintenance Trends for 2026 — Advanced Technology Services
- The 2025 State of Industrial Maintenance — MaintainX
- An Experimental Investigation of the Influence of Lubricant Viscosity on Spur Gear Wear Rate — NASA Technical Reports Server
- NIST Handbook 135, Life Cycle Cost Manual for the Federal Energy Management Program — National Institute of Standards and Technology
Related Articles
- Industrial Gear Capability Guide — Sizing 200-6000mm and Precision Class Selection
- Slewing Bearings — Specs, Types, and Slew Drives
- Slewing Bearing Maintenance and Repair-vs-Replace Guide
- Custom CNC Machining and Gear Remanufacturing Capability
- Custom CNC Machining: What to Expect Guide
- Metal Welding Services: A Buyer’s Vetting Guide



