Get in Touch with Aubrik Company
Metal welding services are the professional joining, repair, and fabrication of metal parts by a certified provider, covering everything from a single field repair to certified structural fabrication. The biggest risk for buyers isn’t finding a shop that can strike an arc, it’s verifying the one you hire actually meets the code, certification, and inspection standard your welding project requires. This guide walks through how to read a provider’s credentials, which standards apply to which job type, how weld quality gets verified, and what’s changing in the labor market behind it, whatever your welding needs (updated July 2026).
Quick Specs: Common Welding Processes
| Process | Also Called | Typical Use |
|---|---|---|
| Stick | SMAW | Field repairs, rusty/painted steel, outdoor work |
| MIG | GMAW | Fast shop fabrication, sheet to mid-thickness steel |
| TIG | GTAW | Thin/precision work, aluminum, stainless steel |
TIG, MIG, Stick, Which Welding Process Fits Your Job
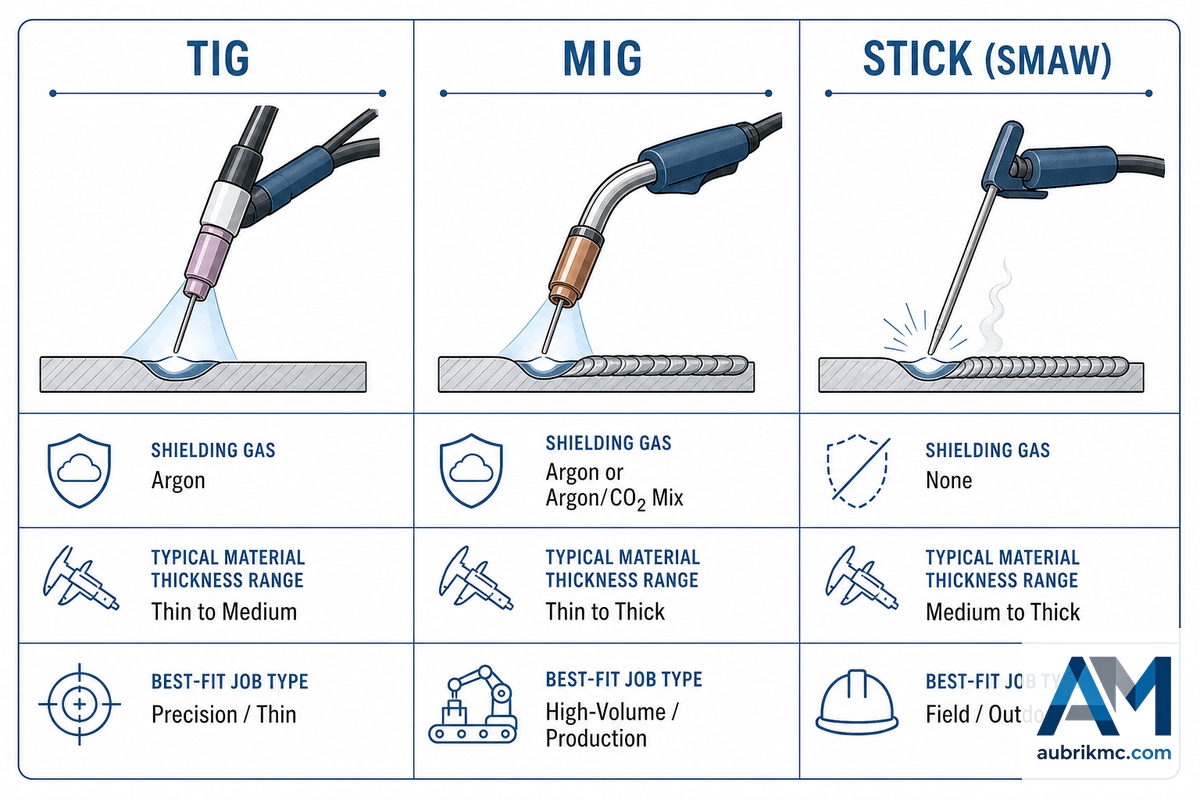
Stick welding (SMAW) uses a consumable electrode and needs no shielding gas, which is why it remains the standard choice for outdoor and field work. It tolerates rust, mill scale, and light paint better than the other two process. Most metal welding services still send a stick-capable welder for farm equipment, pipeline tie-ins, and structural steel repairs done on-site rather than in a shop.
- No shielding gas means stick tolerates wind, rust, and paint better than MIG or TIG – the versatile, portability-friendly choice for field work
- MIG (metal inert gas) welding’s continuous wire feed makes it the fastest choice for high-volume shop runs
- TIG’s separate filler control gives the cleanest welds on thin or cosmetic joints, including aerospace-grade work
MIG welding (GMAW) feeds a continuous wire electrode through a gun, shielded by an external gas supply. That makes it faster and cleaner than stick for shop fabrication – a real advantage on production runs – but wind disrupts the shielding gas, so it’s a poor fit for open-air job sites. TIG welding (GTAW) trades speed for control: a separate filler rod and a non-consumable tungsten electrode produce the cleanest, most precise weld of the three, which is why it’s the default for thin-gauge aluminum, stainless steel, and any joint where the finished weld will be visible.
| Condition | Best Process | Why |
|---|---|---|
| Rusty, dirty, or painted steel | Stick (SMAW) | No shielding gas to lose to wind or surface contamination |
| Thin sheet metal, high-volume shop runs | MIG (GMAW) | Continuous wire feed keeps travel speed high |
| Aluminum, stainless, visible/cosmetic joints | TIG (GTAW) | Separate filler control minimizes distortion and spatter |
| Outdoor/field job with no gas supply | Stick (SMAW) | Wind-tolerant, minimal equipment to transport |
A note on automated welding systems: shops running robotic or cobot cells still choose among the same core processes – the automation change travel-speed consistency and repeatability, not which process fits which material. If a provider quotes automated welding for a one-off repair job, that’s usually a mismatch, not an upgrade.
Metal Weldability, Which Materials Pair Well (and Which Don’t)

Same-metal welds – steel to steel, aluminum welding on aluminum, stainless steel welding on stainless – are straightforward with the right process and the right alloy-matched filler. Dissimilar-metal combinations are where buyers get surprised. Carbon steel to stainless steel is a common one: it’s not a “no,” but it does require a transition filler metal such as 309 or 309L to avoid the brittle, crack-prone joint you’d get from mixing base metals directly, and it takes a shop delivering genuinely high-quality welding to get that transition joint right the first time.
⚠️ What Two Metals Can’t Be Welded Together?
Aluminum to steel: the classic case. Melting point, conductivity, and metallurgical structure are sufficiently dissimilar that fusion (arc) welding usually results in a poor joint. Published research on aluminum-to-stainless-steel joining points buyers who truly need an aluminum-to-steel union toward explosion-bonded transition strips, mechanical fasteners, or friction-stir welding instead, so be sure to ask about qualified methods since this is a narrower specialty than standard arc welding.
Reference: Metal Pairing Compatibility
| Pairing | Direct Fusion Weld? | Notes |
|---|---|---|
| Carbon steel + carbon steel | Yes | Standard SMAW/GMAW, no special filler |
| Carbon steel + stainless steel | Yes, with caveat | Requires 309/309L transition filler metal |
| Aluminum + aluminum | Yes | TIG preferred; requires oxide-layer removal first |
| Aluminum + steel | No | Needs transition inserts, fasteners, or friction-stir welding |
Cast iron sits in a class by itself. Weldable, yes, but the high carbon content makes it prone to cracking if not heated and cooled carefully – repair welds will likely insist on preheating the part and using a nickel-based rod rather than conventional steel filler. If the shop you’re talking to doesn’t inquire about preheating when you mention a cast iron repair, press them for more detail before handing over the part.
Metal Welding Services vs. Full Metal Fabrication, Where the Line Sits
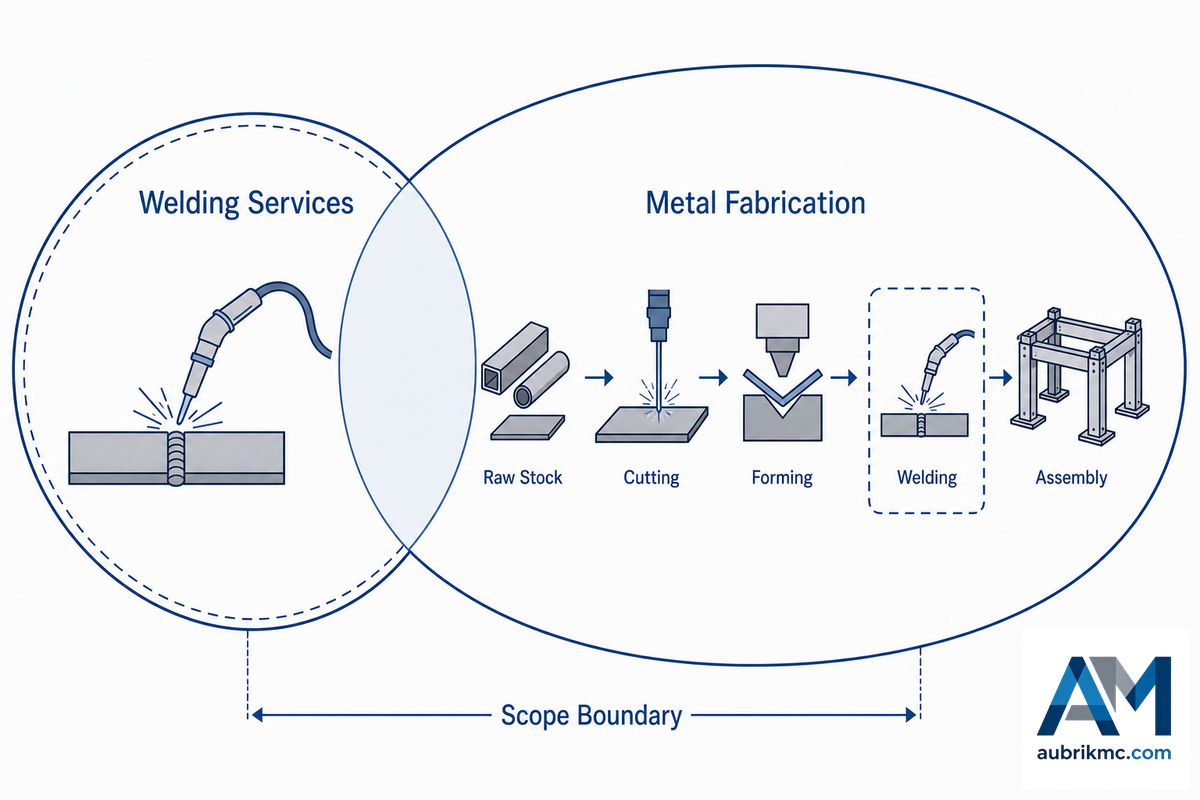
“Welding services” and “metal fabrication” – used interchangeably in marketing, sometimes bundled as “welding and fabrication” or “welding and repair services” – are actually two distinct scopes. A pure welding service or welding solutions provider joins existing metal products you already have (repairing a broken bracket, patching a fence panel, tacking a new gate hinge). Custom fabrication – often sold as fabrication services or custom metal fabrication – is a broader category that includes designing, cutting, forming, and assembling a part from scratch, with welding being just one of several fabrication projects a shop run.
If Your Project Needs…
- A repair or emergency repairs on an existing part: pure weld service, faster turnaround.
- A custom welding build from a drawing: fabrication shop, welding is one of many steps.
- A full turnkey build – cutting, forming, and joining: confirm they perform in-house CNC machining (not subcontracting); ask if welders carry certified welding services documentation.
Weld Repair vs. New Fabrication, Does Your Project Need Both?
Repair welding, the bread and butter of most weld repair services, restores damaged parts; new custom fabrication builds a part that never existed. The difference matter for job scoping – repair usually requires no drawings and less lead time, but it needs welder diagnostics to prevent a repeat failure.
On-Site/Mobile Welding vs. Shop-Based Welding
Mobile welding – this service, sometimes sold as mobile services or on-site welding, involves bringing the equipment to a fixed structure, a piece of farm machinery, or anything too large to move. It compromises shop-quality work for transport convenience. For parts that can travel, choose a shop-based approach; better fixturing, lighting, and cleaner work conditions usually lead to more precise, dependable results.
Certified Welding, AWS D1.1, CWI & Welder Qualification Records That Actually Matter

Certified welder gets thrown around, but it masks four things a buyer should be able to tell apart. Asking which one the shop actually has — and seeing the written specification to prove it — is the single most important question to weed out vendors, and it’s how you distinguish genuinely skilled, experienced welders from the shops that just talk big on the phone.
| Credential | What It Certifies | Held By |
|---|---|---|
| AWS Certified Welder | The individual passed a personal skills exam for a given process | The welder |
| D1.1 Performance Qualification | The welder is qualified for a specific process/position under the project’s code | The welder, tracked by the employer |
| WPS / PQR | The welding procedure itself is proven sound — not tied to one person | The shop, filed per job |
| CWI (Certified Welding Inspector) | The individual is qualified to inspect welds against a code — not to weld them | A third-party or in-house inspector |
Welders qualification under AWS D1.1/D1.1M doesn’t expire on a specific date-welders and qa pros talking the code up on AWS’s online training forum and industry groups uniformly explain it’s continuity-based, not time-limited, and it needs re-qualification if you’ve a break in using a particular welding process (a commonly referenced figure of six months). This is someone’s explanation of the code, not a direct quote of the spec’s text itself (which you’d have to buy from AWS)-view this number as a starting point with the provider and make them show you the spec rather than simply saying they’re “certified.” For example, a “certified welder” who has been welding only TIG for a year may no longer be qualified for the stick-welding job you’re quoting even if the cert paperwork doesn’t reflect it.
💡 Pro Tip — What to Ask For Instead of “Are You Certified?”
- The welder’s continuity log or most recent qualification test date
- The specific process and position that qualification covers
- Whether it’s a personal AWS credential or a project-specific D1.1 record
The American Welding Society Certified Welding Inspector (CWI) certification, according to the AWS, denotes the individual has a working knowledge of the various welding process, code requirements and inspection criteria – but the presence of a CWI on staff attests to quality control processes for your welds, not that the shop’s individual welders are currently qualified for your welding needs. Buyers that see “CWI on staff” in shop literature should still pose the same question regarding welder-level qualification paperwork.
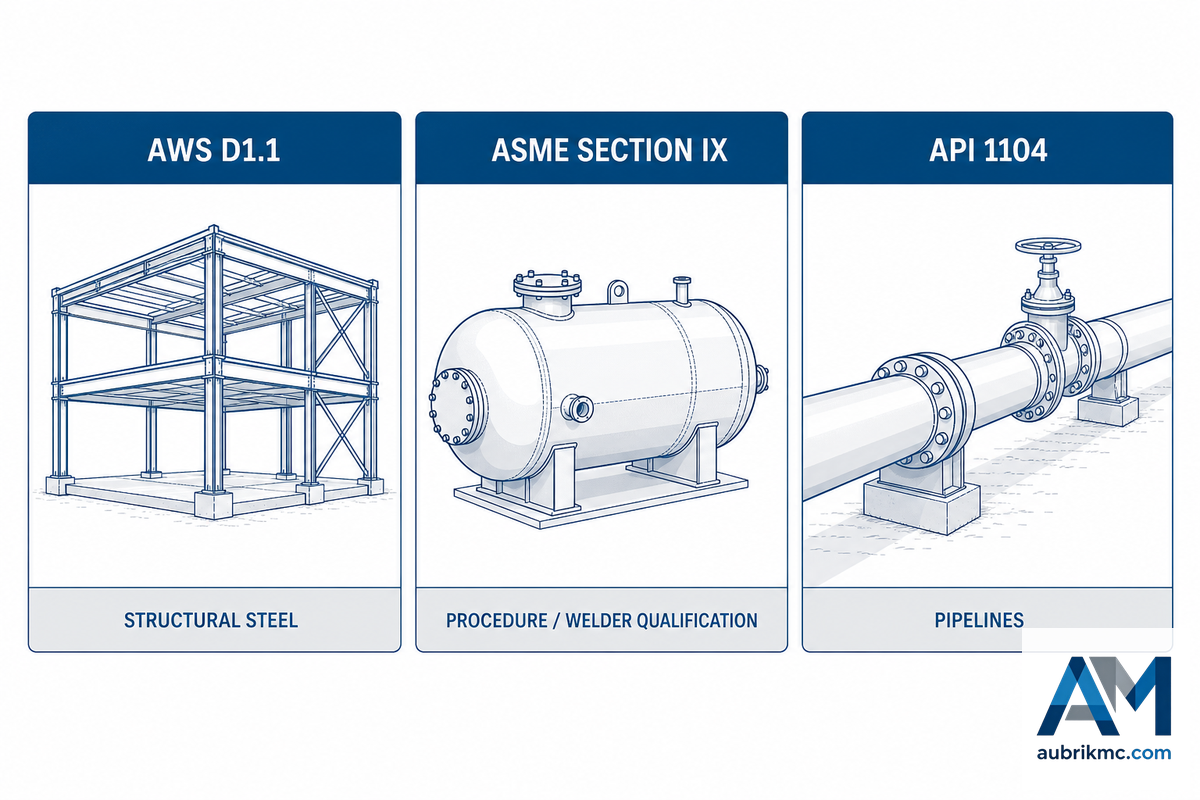
Codes & Standards Your Provider Should Certify To
What you’re building determines which code is relevant; viewing any of them as the definitive “welding code” is an out-of-sync perspective that usually only manifests during an inspection.
| Standard | Scope | Typical Application |
|---|---|---|
| AWS D1.1/D1.1M | Structural Welding Code — Steel | Buildings, bridges, structural steel fabrication |
| ASME BPVC Section IX | Welding, brazing, and fusing procedure/performance qualification | Pressure vessels, boilers, piping systems |
| API 1104 | Welding of pipelines and related facilities | Cross-country and facility pipelines, oil & gas |
📐 Engineering Note
Two separate 2025 updates matter here. The current edition of the structural code is AWS D1.1/D1.1M:2025 — confirm your provider is working from this edition, not a pre-2025 copy still floating around the shop. Separately, ASME Section IX’s 2025 edition revised its own P-Number system for procedure qualification, so a WPS qualified for pressure/piping work under an older IX edition may not carry over cleanly either.
Practical takeaway: For a structure like an H-beam assembly or frame structure (where the applicable code is AWS D1.1 and not ASME IX), a vendor that quotes an “ASME certified” process is addressing a slightly different aspect of the question than the one you’ve posed-they aren’t wrong, but they’re answering a question the way they might prefer to.
How to Verify Weld Quality, Visual, UT, X-Ray & NDT Methods

Inspection method isn’t an add-on-under AWS D1.1, 100% visual inspection of every weld is the standard minimum (according to guidelines issued by the American Institute of steel Construction concerning its non-destructive examination standards). Which type of secondary testing method(s)-ultrasonic or magnetic-particle inspection-is required will be driven by code, application, and the specifics of each joint; some connections with seismic applications will require further testing in addition to a visual check.
| Inspection Method | Catches | Misses / Limits |
|---|---|---|
| Visual (VT) | Surface cracks, undercut, spatter, profile | Anything below the surface |
| Dye Penetrant (PT) | Surface-breaking cracks invisible to the eye | Subsurface flaws entirely |
| Magnetic Particle (MT) | Surface and near-surface cracks, faster than PT on ferrous parts | Ferromagnetic materials only – useless on aluminum or austenitic stainless |
| Ultrasonic (UT) | Internal porosity, lack of fusion, thick-section flaws | Requires a trained operator to interpret correctly |
| Radiographic (RT / X-ray) | Internal porosity, inclusions, volumetric defects | Requires a safety exclusion zone during exposure |
| Eddy Current (ET) | Surface cracks and coating-thickness checks on conductive metals | Non-conductive materials; limited depth penetration |
| Acoustic Emission (AE) | Active, growing cracks detected while the part is under load | Needs multiple sensors to localize the flaw precisely |
| Leak Testing (LT) | Through-wall defects in pressure vessels and piping | Confirms a leak path exists but not its exact cause |
The Nuclear Regulatory Commission’s technical guidance on weld inspection covers this same core method set (visual, dye penetrant, magnetic particle, radiographic), which is a useful independent check on any provider’s claimed NDT capability. For pipeline work under API 1104, radiographic or ultrasonic examination is written into the acceptance-criteria and procedure-qualification requirements themselves rather than offered as an add-on – so treating NDT as a line-item upsell is the wrong mental model for code-governed work. On non-code repair or fabrication jobs, visual plus dye penetrant is often a reasonable, lower-cost baseline; ask what triggers the provider’s decision to escalate to UT or RT rather than assuming it’s automatic.
In-House Welding Team vs. Contract Welding Services, The Real Decision Factors

The honest answer to “should we hire welders or out source” depends on project continuity, not company size. A steady stream of welding work justifies the fixed cost of an in-house team; intermittent or spike-driven demand almost always favors a contract welding services provider you can scale up and down without carrying idle payroll.
✔ In-House Advantages
- Full control over scheduling and priority
- No markup on labor for continuous work
- Institutional knowledge stays in-house
⚠ In-House Limitations
- You own the OSHA hot-work compliance burden (fire watch, ventilation, permits) instead of transferring it to a contractor
- Idle payroll during demand troughs
- Recruiting and re-certifying welders in a tight labor market
That compliance point is easy to overlook: OSHA 29 CFR 1910.252 puts fire prevention, fire watch, ventilation, and confined-space controls for welding and cutting work on whoever’s doing the welding. Contract out the work and you’re contracting out that regulatory responsibility along with it – one more reason to confirm a provider’s safety program, not just their weld quality, before signing.
⚠️ What Actually Drives the Cost of Outsourced Welding
- Process type (TIG runs slower and costs more per inch than MIG or stick)
- Field vs. shop (travel, setup, and generator time add to field rates)
- Geography and local labor market conditions
On cost: multiple online contractor rate-comparison platforms put general welding labor in the $50-$150 per hour range as of 2026, with field work running higher than shop work and process/complexity moving the number more than certification tier does. Treat that range as directional – get an itemized quote for your specific job rather than anchoring on a headline rate, since none of these figures come from a single verified government wage survey.
Vetting a Metal Welding Provider, The 9-Point Due-Diligence Scorecard

Score a candidate provider against these criteria before signing. A high-quality, reliable service shows up as timely, specific answers that restore full functionality to the part on the first attempt – not just confident sales talk; a provider that can’t answer two or more of these directly, or hedges on a simple repair job like a bent ladder or railing, is worth a second look regardless of how durable their marketing claims sound.
| Ask For | Red Flag If… |
|---|---|
| Welder qualification records for your specific process | Only a general “AWS certified” claim, no process/date detail |
| Which code applies to your job (D1.1 / ASME IX / API 1104) | Provider can’t name the applicable standard |
| A written WPS for the joint type/material | “We just weld it based on experience” |
| Inspection method used and by whom (in-house vs. third-party CWI) | No documented inspection step at all |
| Whether NDT (UT/RT) is included or a separate line item | Ambiguous quote with no scope breakdown |
| A written OSHA hot-work / fire-watch program | No documented safety program |
| Whether cutting/forming is done in-house or subcontracted | Vague answer on who actually touches the part |
| Itemized quote (labor, process, NDT, lead time) | Single lump-sum number, no breakdown |
| References from a similar past project | Can’t produce one on request |
Nearly every red flag in this list traces back to one of the earlier sections – the certification confusion from the qualification table, the standards mismatch from the codes comparison, the inspection gap from the NDT methods above. If a provider handle all nine cleanly, they’re operating at the level Aubrik documents on its own metal welding services process routing – a useful baseline to compare a quote against.
What’s Changing in Metal Welding Services, The Certified-Welder Shortage

What’s changing is a certified-welder shortage that two federal-adjacent sources size differently, and buyers should weigh both figures rather than just the more dramatic one. AWS-backed workforce numbers peg U.S. demand at roughly 320,500 additional welding professionals needed by 2029, across all industries.
That AWS figure is published via an AWS-affiliated tracking site rather than AWS’s primary standards page, and it’s worth reading with AWS’s vested interest in growing welding-training enrollment in mind. It works out to about 80,000 job openings a year, driven mainly by retirement and replacement rather than overall job growth.
| Source | Annual Openings | Basis |
|---|---|---|
| AWS (industry association) | ~80,000/year (320,500 by 2029) | Total replacement demand, broad category |
| BLS (federal statistics agency) | 45,600/year, 2% growth (2024–2034) | Net occupational growth, narrower category |
The difference between the two numbers boils down to approach: AWS is forecasting overall replacement demand across a wider professional field, while BLS is calculating the net growth of occupational demand for a specific job title.
“Even under BLS’s more conservative estimate, the welding trade isn’t producing surplus capacity, the buyer-relevant conclusion holds regardless of which forecast you trust.”
Trade coverage of the 2026 fabrication outlook also suggests shop capacity growth – 5.5% growth predicted in 2026 compared to 2.19% growth in 2025 and a 0.74% contraction the year prior – meaning that demand for welding labor is likely growing at a faster rate than even these forecasts anticipate in new welders. In practice, this should serve as another impetus to establish a reliable contracted welding partner relationship before your next capacity pinch.
FAQ
Q: How much does it cost to weld a piece of metal?
Show Answer
There’s no per-item charge, as most shops charge per hour, joint or linear inch of weld, depending on the nature of the job. Looking at multiple rate-comparison tools, the shop average for 2026 falls in the $50-$125 range per hour for basic labor, with structural and pipe welding leaning toward roughly $80-$150 due to added inspection time and process. Small jobs on your existing equipment, like a broken bracket or a warped gate (repair), are typically flat minimum fee instead of hourly rates, so ask before you assume the latter applies.
Q: What do most welders charge per hour?
See Answer
Costs range from $50 to $125 per hour for shop welding, while mobile welding (field welding) typically commands higher rates that cover additional labor involved with travel and setup time. Process, material and the work’s location-on-site versus in the shop-seem to be more critical to the total than your welding certification level; three independent commercial rate comparison sites all reported identical patterns.
Q: What two metals cannot be welded together?
Read Answer
aluminum cannot be bonded to steel via conventional arc welding because of incompatible melting points and metallurgy – such joints would be too brittle. Transition inserts, mechanical connections or friction-stir welding should be used when bonding aluminum to steel, or any other welding job involving metals that don’t respond well to standard fusion (check “Metal Weldability” in this Guide for more info).
Q: Can welding services handle both stainless steel and aluminum in the same shop?
Expand Answer
While most full-service shops can work with both materials, each process requires separate tooling and setup, and even separate workspace to keep steel dust (which will corrode aluminum when ground and transferred to the latter’s surface) from contaminating aluminum components. Ask whether processes are kept distinct.
Q: What welding process works best on rusty, dirty, or poorly-prepped material?
Show Details
Stick welding (SMAW) can tolerate better surface contaminations than MIG or TIG, which is why it is the go-to on field repairs for farm and construction equipment that isn’t shop-prepped. It is no substitute for the right prep on code-governed work though.
Q: Is pipe welding and fitting a standard capability or a specialty add-on?
Show Answer
This one is closer to a specialty. Code-governed pipe welding under API 1104 needs its own procedure qualification and often its own NDT protocol, so a general fabrication shop might not have that qualification even if they weld structural steel very well. Double check for API 1104 experience specifically if your job involves pipelines or process-piping.
Q: Why do welders drink milk after welding?
View Answer
A very long-standing job-site myth that goes hand-in-hand with “metal fume fever,” flu-like symptoms from the zinc oxide fumes of welding galvanized steel. There is absolutely nothing real about the myth that drinking milk is the cure; safety guidelines on occupational exposure to welding fumes-per OSHA’s hot work standards-emphasize ventilation and respiratory protection, not diet remedies. Ask a welder on your jobsite whether they are using local exhaust ventilation or wearing a respirator for welding or cutting galvanized steel, or if they believe this one.
Why We Write This
Aubrik (Wuxi ABK Machinery) provides welding automation equipment, in addition to providing contract metal welding and CNC machining services. This dual focus puts us on both ends of the certification discussion this guide covers – we require raw material welded to spec, and we’re ourselves certified to our customers.
We rely heavily on source documents like AWS, ASME, and OSHA in our writing, rather than on company-specific numbers, because the goal here is a vendor-neutral reference guide for buyers rather than internal promotion.
References & Sources
- AWS D1.1/D1.1M:2025, Structural Welding Code, Steel – American Welding Society
- Certified Welding Inspector (CWI) Program – American Welding Society
- 29 CFR 1910.252, Welding, Cutting, and Brazing – Occupational Safety and Health Administration
- Occupational Outlook Handbook: Welders, Cutters, Solderers, and Brazers – U.S. Bureau of Labor Statistics
- Selecting a Welding Unit for the Farm or Ranch – Ohio State University Extension
- BPVC Section IX, Welding, Brazing, and Fusing Qualifications – ASME
- Comparative Study of FSW, MIG, and TIG Welding of AA5083-H111 – National Institutes of Health, PubMed Central
- Friction Stir Welding of Dissimilar Al 6061-T6 to AISI 316 Stainless Steel – National Institutes of Health, PubMed Central
- Non-Destructive Examination (NDE) Methods FAQ – American Institute of Steel Construction
- Nondestructive Testing Methods for Welds – U.S. Nuclear Regulatory Commission
- Welding Workforce Data – American Welding Society-endorsed workforce projections
- Outlook, Trends, and Pay for the Welding Workforce According to AWS Data – The Fabricator
Related Articles
- Robotic Welding Cell: Types, Costs & ROI Guide – when automation makes sense instead of manual contract welding
- Wind Tower Welding Equipment Guide – heavy structural welding at scale
- Wind Tower Girth Welder Guide – NDT verification protocols for code-governed circumferential welds
- Aubrik Metal Welding Services – contract TIG/MIG/SAW welding process routing
- About Aubrik – welding equipment manufacturer and contract services background



