Get in Touch with Aubrik Company
H-Beam & Steel Structure Production Line
One automated system that converts raw steel plate into finished, coated H-beams – cutting, assembly, gantry submerged-arc welding, flange straightening and shot blasting, all in one interconnected flow. Developed by Aubrik for steel structure fabricator shops across the world.
- ISO 9001 & CE certified
- Built to EN / ISO 1090
- 20+ years R&D
- 50+ countries served
- 80+ custom lines delivered

— SYSTEM ANALYSIS
Why Discrete H-Beam Fabrication Drains Time, Steel & Labor
An h beam production line is a connected set of machines that turns flat steel plate into welded h beams — the load-bearing members behind most steel structure buildings, bridges, and heavy machinery frames. When those stages run as separate islands, the cost shows up everywhere except the machine spec sheet.
- Handling & Drift: Plate gets craned between stations. Fit-up drifts. Human welders pause to swap electrodes and chase the weld as they go.
- Fit-up Errors: Rework from fit-up: hole-position and web-flange fit-up errors require re-welds and grinding.
- Inconsistent Welds: hand welding varies operator-to-operator, shift-to-shift.
- Invisible Downtime: in integrated h beam lines, idle time is usually related to material flow and maintenance cycles—not the equipment itself.
The solution isn’t “a quicker welder.” It is a integrated manufacturing line in which cut to fit, assembly, and weld are all automatically transferred, so the H-beam is never left waiting and quality is produced at each stage.
Root cause: in discrete fabrication, every transfer between cutting, assembling, and beam welding adds handling, re-clamping, and a chance for misalignment. Removing those transfers is exactly what a production line does — and it is why a USPTO-published welding-plant method (US20200316727A1) frames eliminating inter-station transport as the key lever for cutting production time.
Rework caused by hole-location and fit-up errors forces re-welds, and each manual re-weld can add up to 3 hours per beam. That is the structural reason Aubrik engineers the line as one flow, drawing on Aubrik factory builds for small/medium fabricators and EU buyers across 50 countries.
Not sure where your shop loses time?
REQUEST A CUSTOM LINE ESTIMATE →
Inside the Aubrik H-Beam Production Line: 5 Core Machines
Aubrik builds the line as one synchronized system, not a catalog of standalone tools. The difference between a shop that struggles and one that runs profitably is how well the equipment talks to each other.
So each machine below is matched on throughput, beam range, and control logic — a modular setup you can scale from a single-torch h beam welding line to a tandem automatic beam welding machine, including a PEB beam welding machine configuration for pre-engineered buildings.

CNC Flame Cutting
Station one is a CNC cutting machine that slices raw plate into precise webs and flanges. Unlike standalone cutting machines, its CNC cutting parameters preset per beam spec for accurate downstream assembly.
- Rail spacing 4000 mm; straight-cut width 80–3200 mm
- Flame cutting thickness 6–100 mm
- nine straight torches and two CNC torches; oxy / acetylene / propane
- Cutting scrap rate held under 1.5%
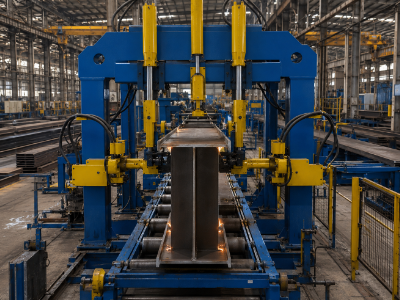
H-Beam Assembly Machine
Three hydraulic clamping units grip the web and flange plates, and the assembly machine tack-welds them into a stable H-beam blank.
- Web 200–1500 mm (6–32 mm thick); flange 150–600 mm
- Web-flange perpendicularity error <0.3 mm/m
- Siemens PLC + laser-vision positioning (±0.3 mm)
- 16-point automatic spot (tack) welding

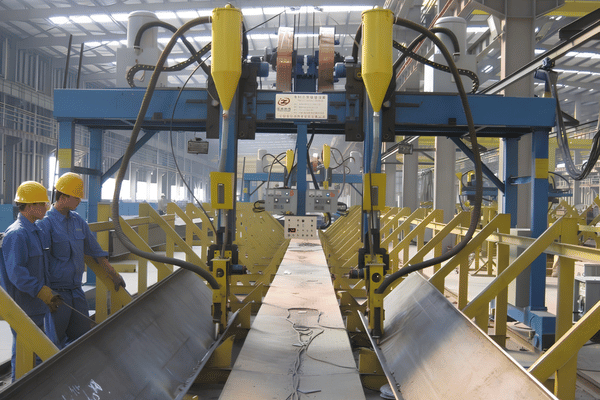
Gantry SAW Welding
Gantry welding creates double-sided sub-arc in a single pass for uniform, deep fusion.
- Welding power 63 kVA×2; current range 200–1000 A
- Beam height 200–2500 mm; length to 18000 mm
- Intelligent seam tracking + automatic flux recovery >95%
- Models AM-HG-4000 / 5000 / 6000

Flange Straightening
Heat warps flanges, this station pushes and pulls the warpage back into shape, avoiding heat distortion damage.
- Flange width 200–800 mm (6–40 mm thick)
- Straightening speed up to 16000 mm/min
- Rectifying precision ±0.3 mm with digital readout
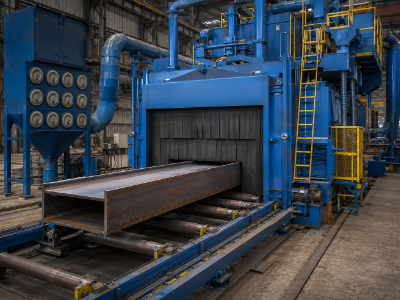
Shot Blasting
This final station knocks oxide and rust away, so coatings actually adhere.
- Workpiece range 800×1500 up to 3000×3000 mm
- Surface finish to ISO 8503-1 (Sa1–Sa3)
- Abrasive recycling saves 30–40%; dust filtration 99.5%
Conveying & Control
Steel movers, turners and hydraulic rollers connect each station, and flip the beams and place the next part automatically.
- PLC-coordinated material flow between stations
- Welding parameter memory for repeatable batch quality
- Configured for 1–2 operators across the whole line
The 5-Station H-Beam Fabrication Sequence
This is the selection matrix our engineers use to build a h beam manufacturing line. Refer to it from top to bottom – this is how raw material moves through the fabricator.
| Station | Function | Key spec | Precision | Aubrik model |
|---|---|---|---|---|
| 1 · Cutting | Plate → webs & flanges (CNC flame / plasma optional) | 6–100 mm thickness | Scrap <1.5% | GS-4000 |
| 2 · Assembly | Clamp + center + tack-weld the blank | Web 200–1500 mm | ±0.3 mm/m | HG-1500 |
| 3 · Welding | Double-sided gantry submerged arc welding | 200–1000 A | Seam-tracked | AM-HG |
| 4 · Straightening | Correct weld-induced flange distortion | Flange to 800 mm | ±0.3 mm | HYJ-40 |
| 5 · Blasting | Surface clean for coating adhesion | To 3000×3000 mm | Sa1–Sa3 | AB-SB |
We size our gantry and assembly stations to the same beam envelope on purpose. If the assembly machine can build a 2-meter web but the welder can’t reach it, you’ve bought a bottleneck – not a line.
Line Configuration Selector
Not every shop needs the heaviest setup. We match torch configuration and gantry gauge to your output and beam mix.
| Your profile | Torch config | Gantry model | Best for |
|---|---|---|---|
| SME / low volume | Single torch | AM-HG-4000 | New entrants, small-batch, mixed specs |
| Mid / high volume | Dual torch | AM-HG-5000 | Steel structure shops, PEB fabricators |
| Heavy / bridge | Tandem torch | AM-HG-6000 | Bridges, heavy machinery, thick multi-pass beams |

SYSTEM COMPARISON
Integrated Line vs. Standalone Machines vs. Manual Welding
Buyers rarely fail by picking the wrong single machine. They fail by underestimating what the handoffs between machines cost. The honest way to choose is to model your own labor hours, rework, and throughput – not to trust a generic payback figure.
| Factor | Manual welding | Standalone machines | Aubrik integrated line |
|---|---|---|---|
| Operators (per shop) | 5–8 skilled welders | 3–5 | 1–2 |
| Weld consistency | Operator-dependent | Per-machine | Seam-tracked SAW, batch-repeatable |
| Web-flange accuracy | ±2–3 mm typical | ±1 mm | ±0.3 mm/m assembly · ±0.5 mm finished |
| Material handling | Manual crane between steps | Manual between islands | Powered conveyors + turners |
| Deposition rate | Stick/MIG, frequent stops | Varies | SAW: high-deposition, continuous feed |
| Throughput | Baseline | +10–20% | +30–40% vs. manual |
Welding is where the gap is widest. Submerged arc welding deposits far more metal per hour than open-arc hand welding – single-wire SAW reaches around 40lb/hr and runs at 98-99% deposition efficiency, with no electrode-change stops.
The honest version: more automation does not always win. The trade-off is real — a line sized to the wrong beam envelope is a compromise you keep paying for, because material flow and maintenance, not the machine, drive most downtime. Aubrik scopes conservatively for that structural reason, drawing on factory builds for small/medium fabricators and EU buyers.
Want this compared against your current shop numbers?
Get a free line configuration & ROI estimate →
SPECIFICATIONS & COMPLIANCE
Built to International & European Standards
Most buyers hesitate over whether a line sourced outside Europe or North America will meet local code. Aubrik builds to the standards your inspectors already use – and we put the numbers on the table for audit.
A compliance gap that sinks a customer audit stops the line before it ever runs. Because Aubrik certifies to EN/ISO 1090 and CE, EU buyers and US buyers can pass a factory acceptance test (FAT) on Aubrik’s 20+ years of build experience.
The welds produced on line conform to standards, such as AWS D1.1 and the European structural frameworks EN 1090/ISO 5817. Certificates and audit inspection reports are supplied ready for your own or third-party inspection.
ISO 9001
Quality management system
CE
EU conformity marking
EN / ISO 1090
Steel structure execution
AWS D1.1
Structural welding code — steel
GB/T 11263
Hot-rolled H-beam dimensions
ISO 8503-1
Surface profile (blasting)
PROCUREMENT POLICY
Procurement Guide: Configuration, Lead Time, Installation & Warranty
A production line isn’t a product from the stockroom. It’s a configuration, a set up for a future production process – it’s best viewed as a relationship that may run a quarter-century or longer, so price and delivery schedules are dictated by reality, not sales fantasy.
What drives your quotation
- The gantry line dimensions vary: beam web height ranges and beam flange widths configure sizes.
- Torch configuration: single / dual / tandem welding heads.
- Automation scope: conveyors, turners, seam tracking, parameter memory.
- Cutting choice: CNC flame and optional plasma cutting capability.
Our customers’ beam mix is as unique as your own. Because a solution must fit its application, price and delivery schedule are calculated based on customer specification. Request a lead-time estimate with your specs and we respond fast.
What Aubrik commits to
- 1-year equipment warranty (including original spare parts).
- On-site installation & commissioning plus operator and maintenance training.
- Design and build for you: customized, OEMs accepted.
- Audit-prepared: inspections, client references, and certificates from a supplier you can verify.
Installing a machine line isn’t the goal — making it run is. We provide you with maintenance schedules and a list of wear parts, helping ensure your uptime on an ongoing basis, because unplanned downtime is rarely related to the installation itself.
AVOID BLIND INVESTMENT
Lead-time delays and alignment problems add unplanned expenses. here’s the truth: as it turns out, specs influence cost – since this is a custom-configured production line.
Send us your beam configuration; we’ll deliver a configuration, production time, and certificates your auditors will require — from our ISO 9001-certified line, for customers including SMEs and industrial fabricators planning ahead for budget and build.
FACILITY OVERVIEW
Manufacturing Facility Showcase

ZONE-01

ZONE-02

ZONE-03

ZONE-04

ZONE-05

ZONE-06

ZONE-07

ZONE-08
RESOURCES
Engineering Tools & Calculators
Digital engineering resources for H-beam fabrication line planning.
PROJECT EVALUATION
Scope Your H-Beam Production Line
Aubrik will process this by evaluating your specification and will reply with an estimate on production time and relevant certificates for review by your auditors – based on your needs.
KNOWLEDGE BASE
H-Beam Production Line FAQ
What machines make up an H-beam production line?
Five core machines: CNC flame cutting, an assembly (tack-welding) machine, a gantry submerged-arc welding machine, a flange straightening machine, and a shot blasting machine — linked by powered conveyors.
How does the gantry SAW welding process work?
The gantry moves a torch along the beam while wire feeds under a bed of granular flux. The arc burns submerged, shielded from air, producing deep, porosity-free welds on both sides in one pass.
Can the line handle my H-beam size range?
Standard models cover web heights from 200 mm up to 2500 mm and lengths to 18000 mm. Span, speed, and torch count are customizable to your beam mix.
Should I buy an integrated line or standalone machines?
Standalone machines suit very low or irregular volume. If you weld H-beams as a core product, the integrated line removes the handling and re-clamping between stations — which is where most hidden cost lives.
How do I verify quality before buying from overseas?
Request a factory audit (your team or third party), client references for H-beam lines specifically, and the ISO 9001 / CE certificates. Aubrik provides all three on request.
What lead time, installation, and warranty should I expect?
Lead time depends on configuration; we provide an estimate with your quote. Every line includes on-site installation, commissioning, operator training, and a 1-year free warranty with spare-parts supply.



