Get in Touch with Aubrik Company
Rotary Welding Positioner — Aubrik 9-Model Series for Pipe, Tank & Heavy Structure Welding
Rotates, tilts, locks – cut 60-80% of arc-time wasted on manual repositioning, with a sized-right positioner for everything from 50-kilo precision parts to 5,000-kilo fabrication assemblies.
- ✔ CE 2006/42/EC
- ✔ ISO 9001:2015
- ✔ Founded 1999 · 26 years
- ✔ Exports to 50+ countries
- ✔ 12-month warranty · 24-hr global support

PROCESS DEEP DIVE / ROI ANALYSIS
Why Manual Repositioning Wastes 60-80% of Arc Time — and How a Rotary Welding Positioner Improves Weld Quality
A rotary welding positioner holds, rotates, and tilts a workpiece so the welder works in flat or horizontal position instead of fighting gravity. Stable weld flat lifts deposition rates 15-20% and triples arc-on time — from 25% manually to 70-85% with the right positioner.
The Hidden Cost on Nobody’s Invoice
Manual repositioning never shows up as a line item. A loaded US welder costs $50,000 each year, and on any shift, your operator breaks arc every few minutes to re-chock or re-clamp. Load that wasted time into hours and hourly wage. One shift silently burns the price of a benchtop ABK-WT-200 positioner.
01
Arc-Time Bleed
Manual repositioning consumes 60-80% of the shift. Arc-on time stays near 25%.
02
Off-Angle Defects
Out-of-position welding raises porosity and undercut risk. Field studies cite 5-8% manual defect baselines vs <1% for positioned work.
03
Welder Fatigue
Awkward postures drive welder turnover near 20% per year. Loaded replacement cost $30K+ per hire.
04
Inconsistent Bead
Heavy structural plates show 8% rework rate when welders fight gravity — quality and schedule both slip.
The Over-Sizing Reflex — The Second Hidden Cost
Purchasing dogma says “get the biggest positioner you can afford.” Field practitioners on welding forums know the opposite is true. An oversized positioner is not a free upgrade. It actively damages the weld in four ways:
- Excess weld wire — wider arc gap drives higher fill volume than the joint design needs.
- Excessive heat input — over-annealing softens the base metal in the HAZ.
- Part distortion — uneven cooling on an oversized chuck twists thin-wall assemblies.
- Weaker weld than spec — the heat-affected zone exceeds the engineer’s tolerance.
The Real Mechanism
Deposition success in flat-position welding depends on chuck stability, not chuck oversize. Every WP-series chuck at Aubrik is engineered for stability — so SMB shops, mid-tier fabricators, and EU buyers can size right without paying for industrial-grade frame mass.

The Field Data Backs It Up
5-8% defect rates on manually welded steel structures translate directly to rework, scrap, and customer complaints. Controlled shops running rotary positioners cut that number below 1%. Search volume confirms the shift: “welding turntable” and “rotating welding table” queries are climbing as shops notice the drain. The pain shows up across every welding trade:
Car exhaust shopsTube-to-flange MIG, 50-200 kg parts.
Pressure vessel buildersCircumferential SAW seams, 1,500-5,000 kg shells.
Sub-assembly linesBrackets and frames, 300-800 kg.
Heavy fabricatorsExcavator booms and structural beams.
ShipbuildingHull subassemblies and ladder welds.
One conversion-side micro-CTA before the lineup: ready to size the right model?
Open the 9-Model Sizing Worksheet →The ABK Difference Comes from the Factory Floor
Lincoln Electric and Koike Aronson sell a single “catch-all” positioner and ask the buyer to retrofit every weldment to it. Aubrik ships a nine-model lineup instead, with each tier carrying its own engineered frame, table, and chuck. The next section walks you through the matrix. Find your fit in roughly 60 seconds.
One Lineup, Full Application Range
A medical shop welding 50-kg stainless instrument trays wants a 6-inch chuck benchtop. A wind-tower fabricator rotating 5,000-kg flange shells needs a heavy-duty positioner wired to a Fanuc robot over PROFINET. The load class changes; the decision template stays the same — and the Wuxi plant has shipped that same template to Spain, Germany, India, and Brazil since 1999.
How We Compare to Lincoln, Pandjiris, and Koike Aronson
Catalogs from Lincoln Electric and Pandjiris start at industrial-grade pricing, leaving SMB shops without a fit. The ABK entry-level WP-300 lands 40-60% cheaper (pre-freight) than equivalent U.S.-built machines.
The tradeoff is honest: shorter lead time and lower price in exchange for a 70-year U.S. legacy. We backfill with a serial-traceable certificate pack and on-site case-study verification.
Ready to see which model fits your weldment?
Run the 60-second sizing check →
Where ABK Fits in the Shopper Search Map
The lineup answers the queries SMB buyers actually type:
- “Welding positioner for sale” — versus Red-D-Arc rental inventory.
- Benchtop alternatives — versus Roto-Star and CertiFlat DIY kits.
- Industrial heavy-weights — versus Pandjiris and Lincoln Electric positioning equipment.
- Robot-cell integration — versus Koike Aronson welding positioners.
- “Welding positioner price” — versus our FOB China direct pricing.
- “Welding turntable for TIG” — versus our WT benchtop series.
The brand-agnostic question underneath all of them: what load class and tilt range fits my weldment?
System Architecture
Aubrik 9-Model Lineup — Match Your Workpiece in 60 Seconds
The pain shops feel most: buying a positioner that turns out to be either too small (workpiece deflects and the chuck slips under load) or too large (wasted floor space, extra power draw, weld-wire bleed). Our Wuxi factory hears this complaint every quarter, which is why the ABK lineup is built as a 9-step ladder rather than a 3-tier wide-jump.
Three Series + One Custom Track
- ABK-WT — Benchtop: Single-axis rotary, 50-200 kg. Lab + small fabrication.
- ABK-WP — 2-Axis Standard: Rotate + tilt, 300-1,500 kg. General fabrication + robotic cell entry.
- ABK-HD — Heavy-Duty: Servo-driven, 2,000-5,000 kg. Pressure vessel + structural + shipbuilding.
- ABK-C — Custom Track: 6,000-50,000 kg. Aerospace chucks, field-service skids.
Buyer Fit per Tier
The line spans a 100-fold capacity range, from the 50-kg WT-50 to the 5,000-kg HD-5000. Vevor catalogs stack many entry-level sizes for hobby tube welding; ABK ladders the full SMB-to-industrial spectrum instead.
WT fits small-to-mid fabrication shops. WP fits regional buyer fleets and 2-axis robotic cells. HD fits US and EU large-batch compliance procurement. The chart is tier-specific — not a one-size-fits-all oversized frame.
The 3-Lens Sizing Method — Read the Chart in 60 Seconds
Lens 1 · Workpiece Weight
Pick capacity ~25% above your heaviest part. Avoids both wobble and oversize.
Lens 2 · Welding Process
TIG/MIG need smooth low-RPM rotation. Flux-core tolerates faster speeds.
Lens 3 · Throughput
Mid-volume → semi-auto PLC. Robotic cell → servo-driven HD with PROFINET.
| Series | Model | Load (kg / lb) | Table Ø (mm / in) | RPM Range | Tilt | Power (kW) | Best-Fit Application |
|---|---|---|---|---|---|---|---|
| ABK-WT | WT-50 | 50 / 110 | 300 / 11.8 | 0.5 – 5 | Fixed | 0.18 | Lab + precision benchtop weldments |
| ABK-WT | WT-100 | 100 / 220 | 400 / 15.7 | 0.3 – 7 | Fixed | 0.25 | Surgical instruments, exhaust tips, automotive sub-assembly |
| ABK-WT | WT-200 | 200 / 440 | 500 / 19.7 | 0.2 – 5 | Fixed | 0.37 | Stainless components, small flange welds |
| ABK-WP | WP-300 | 300 / 660 | 600 / 23.6 | 0.1 – 3 | 0° – 90° | 0.75 | General fabrication, brackets, automotive frames |
| ABK-WP | WP-800 | 800 / 1,760 | 800 / 31.5 | 0.1 – 2 | 0° – 120° | 1.5 | Medium structural, mid-size pressure parts |
| ABK-WP | WP-1500 | 1,500 / 3,300 | 1,000 / 39.4 | 0.05 – 1.5 | 0° – 135° | 2.2 | Heavy bracket assemblies, robotic cell entry |
| ABK-HD | HD-2000 | 2,000 / 4,400 | 1,200 / 47.2 | 0.05 – 1 | 0° – 135° | 3.0 | Excavator booms, mid-size tanks |
| ABK-HD | HD-3500 | 3,500 / 7,700 | 1,500 / 59.1 | 0.05 – 0.8 | 0° – 135° | 4.0 | Crane jib sections, wind tower flanges |
| ABK-HD | HD-5000 | 5,000 / 11,000 | 1,800 / 70.9 | 0.05 – 0.5 | 0° – 120° | 5.5 | Heavy pressure vessel fabrication, shipbuilding subassemblies |

ABK-WT Series — Benchtop & Light-Duty (50-200 kg)
The WT series is a compact benchtop welding positioner device with a cast iron base and an automatic 3-jaw centering chuck. Variable speed from 0.2 to 7 rpm allows precise fine work like TIG welding of stainless tube as well as fast MIG welding for exhaust assembly pre-piping.
Both frame and table are heat treated to allow vibration free rotation, the standard 6″ 3-jaw chuck is suitable, with custom soft jaws, for delicate workpieces. The center-of-gravity clearance and a 90 detent enable vertical axis welding without the need to re-rig.
Best-fit signals: workpiece less than 200 kg; tube / pipe rotation; workstation can be used by one operator; parts per shift below 80.
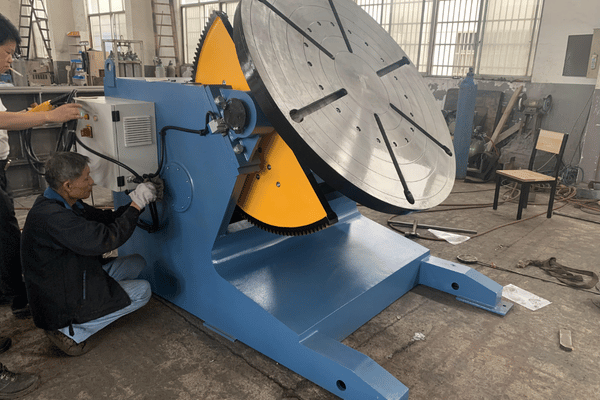
ABK-WP Series — Standard 2-Axis (300-1,500 kg)
WP – Adding powered tilt (0-135) on top of the variable speed rotation brings WP to the top end as the go-to for general metal fabrication. A worm-gear reducer ensures the tilt will move smooth but hold on to itself under power load and prevent slip in an arc.
Frequency-converted drive offers stepless speed controls in 15 tilt increments on pendant control. A 3 or 4-jaw chuck(8-10 inch) clamps weldments from light brackets to middle-pressure parts. The WP-1500 can have optional servo-interface connection for coupling robotic welding cell.
Best-fit signal: workpiece 300 – 1 500 kg, if there are 2 axis tilt; semi- or robotic cell access; the automotive chassis assembly welding, pressure part of assembly to mid-size parts.
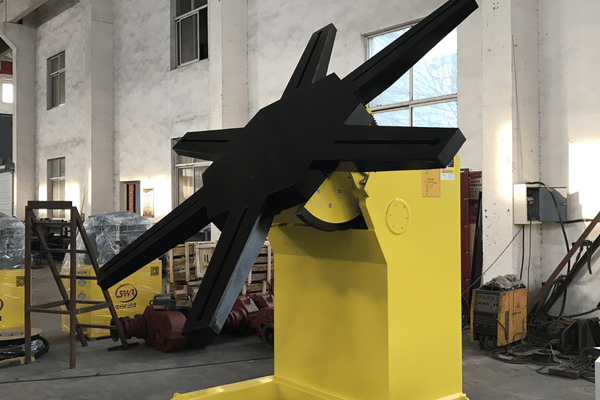
ABK-HD Series — Heavy-Duty (2,000-5,000 kg)
We designed the HD Series for workpiece breakage The Work That Breaks Those Smaller positioners excavator boons, wind tower flange,heavy pressure vessel hull. Their high torque servo drives maintain backlash free rotation even under 5,000 kg workpiece weights. You can see the hardened construction rated for prolonged heavy duty welding.
Heavy-duty 4-jaw custom rotary chuck and bolt-on tooling fit custom cast iron tables (1,200 – 1,800 mm). The machine base frame includes durable, anti-corrosion powder coating designed to prevent damage from weld spatter and shop wear. The HD-5000 comes equipped with PROFINET and DeviceNet communication protocols for easy, direct connection to Fanuc, ABB, KUKA, and Yaskawa welding robotics.
Best-fit signals: workpiece 2,000 to 5,000kg, vessel fab, struct steel, robotic welding cell, large-parts heavy-duty welding.
Rotary vs 2-Axis vs Headstock-Tailstock — Cost-Per-Joint Comparison
The three families are formally documented in AWS PRGP2008 and the chuck mechanics are covered by USPTO patent US 10,328,538 (rotary positioner with outriggers).
The Hidden Cost of Vague Comparison Tables
Most vendor comparison tables fall back on “Good / Better / Best” labels and skip the cost-per-job math entirely. That ambiguity is exactly where SMB buyers get trapped.
The matrix below replaces the vague labels with hard numbers: setup time per part, max workpiece envelope, relative cost-per-joint, labor savings vs manual.
View from the Factory Floor
We ship ~1,000 positioner units per year. Our application engineers see the rotary-versus-2-axis disconnect every week — when a fabricator orders a single-axis rotary for an odd-bracket part, the upgrade call usually comes within 3 months. The frank admission: the lowest-cost family is not always the lowest-cost-per-joint family.
| Dimension | Rotary (single-axis) | 2-Axis (rotate + tilt) | Headstock-Tailstock | Manual baseline |
|---|---|---|---|---|
| Setup time per part | 2 – 4 min | 3 – 6 min | 5 – 10 min | 8 – 15 min (re-clamp every flip) |
| Max workpiece size | Round, < 200 kg, < 500 mm Ø | Irregular, 50 – 5,000 kg, 300 – 1,800 mm Ø | Long, up to 50,000 kg, > 5 m length | Operator-lifted only |
| Cost-per-joint (relative) | 0.45 | 0.40 | 0.55 (heavy fixtures) | 1.00 (manual baseline) |
| Labor savings vs manual | 40 – 55% | 45 – 60% | 50 – 65% (heavy structure) | 0% (baseline) |
| Typical use | Pipe rotation, flange circumferential weld | General fabrication, brackets, mid-weight assemblies | Wind tower, shipbuilding, long beams | One-off jobs, on-site repair |
| Recommended Model | WT-100 / WT-200 | WP-300 → HD-5000 | Custom track | — |
When Each Family Wins — Read by Weldment Shape
-
Rotary (single-axis) Wins
Round weldment, <200 kg, <500 mm Ø. Pipe spinning, small flange circumferential. Matches WT-100 / WT-200.
-
2-Axis Wins
Irregular geometry, 50-5,000 kg. Welder approaches bead from any angle, no re-clamping. Matches WP-300 → HD-5000.
-
Headstock-Tailstock Wins
Long heavy parts, up to 50,000 kg, >5 m. Wind tower flanges, shipbuilding subassemblies, vessel girth welds. Matches Custom track.
2-Axis is the logical default for SMB fabrication, regional buyer fleets, and quality-review committees. The wrong family pick surfaces inside 90 days as rework cost — we write that risk into every quote.
Where Our 9-Step Ladder Fills the Mid-Market Gap
Some manufacturers ship industrial-grade pipe welding positioners — rugged, but their portfolios jump straight from light-duty to enterprise. That leaves SMBs overpaying for capacity they will never use.
The 300-2,000 lb class represents roughly 70% of the costly sizing mistakes we see in RFQs. Our 9-step ladder is built specifically to cover that gap.
How We Compare by Tier
Versus compact units, our lineup runs deeper on the heavy end. Versus traditional industrial-class units, our lineup runs deeper on SMB fit. The lineup spans both edges by design.
The “Rotary Is Always Cheapest” Misconception
The folklore says rotary positioners are the lowest-cost choice, so default to rotary on any welding job. Field data says the opposite for non-round parts. Shops that force off-axis brackets onto a rotary spend the savings on extra clamping cycles and rework. For off-axis brackets, a two-axis WP-800 typically pays back the upgrade premium over rotary in roughly four months.
Note for Used-Equipment Shoppers
Buyers often compare new equipment pricing against used inventory on surplusrecord listings or eBay marketplace ads. A new WP-300 typically falls inside the price band of used equipment once you adjust for warranty coverage, spare-parts availability, and delivery timeline.
How Customers Cut Welding Time 45-58% — 3 Real Cases with ROI Math
Manual positioner-free welding burns 60-80% of a fabricator’s arc time on re-clamping and re-orienting. The losses show up as rework, scrap, and overtime — rarely as a positioner line item on the P&L.
The three cases below come from ABK customer shipments across automotive exhaust manifold welding, construction machinery boom fabrication, and medical-device precision welding. Each case shows the manual baseline, the deployed ABK configuration, the measured improvement, and the labor-cost payback window — the math behind the percent-improvement claim. All three customers are repeat buyers, and our Wuxi engineering team conducts annual on-site service visits in two of the three plants.
Automotive · Exhaust Manifold
Global Auto Parts Supplier — 20 × ABK-WP-300Before
120 parts/day · 8% defect rate · 20% welder turnover
After
162 parts/day (+35%) · 1.2% defects (−85%) · turnover halved
Configuration & Payback
20 WP-300 with PLC pendant + 3-jaw 8-inch chuck
Payback: ≈ 11-14 months on labor savings alone
Construction · Excavator Boom
Heavy Equipment Manufacturer — 8 × ABK-HD-5000Before
6 hours per excavator boom · ~45% rework-touch rate
After
2.5 hours per boom (−58% cycle time) · zero rework
Configuration & Payback
8 HD-5000 integrated with Fanuc robot welding arms via PROFINET
Payback: ≈ 7-10 months · stable 3-year operation reported
Medical · Surgical Instruments
Precision Medical Welding Shop — 5 × ABK-WT-100Before
Manual TIG bench, inconsistent bead on small stainless components
After
Output +25% in 6 months · positioning repeatability within chuck spec
Configuration & Payback
5 WT-100 with custom soft-jaw 6-inch chucks for delicate parts
Payback: Output gain rather than labor swap — payback via throughput
We do not sell ROI estimates — we ship positioners and document what our customers measure on them. The 58% cycle-time savings on the excavator boom case came from fabricating the same part on the old manual fixture for three weeks, then on the ABK HD-5000 robotic welding cell for three weeks. The customer measured 58% — it is not a marketing estimate from ABK.
The ROI Honesty Disclaimer
ROI on any positioner is a function of load mix, shift configuration, and regional labor cost.
Industry studies on welding automation report payback ranges of 12-22 months at single-shift and 8-14 months at two-shift operations. The three cases above fall inside those bands.
Why Every ABK Case Is Customer-Verified
Vendor case studies in this category have a credibility problem. Lincoln Electric publishes generic “X% improvement” claims without methodology. Koike Aronson claims a “40% weld-time improvement” without ever publishing the customer-measured baseline.
ABK runs the opposite playbook:
- On-site customer audit by our Wuxi engineering team for every published case.
- Verification report filed against the actual product serial number.
- Traceable claim — SMB shops, regional buyer fleets, EU compliance officers, or US procurement audits can trace any number back to the original customer measurement.
The Structural Reason We Verify
The SMB welding market has been worn down by twenty years of inflated marketing claims. The ABK promise: never publish a number we cannot support with internal documentation. An honest “58% cycle-time gain on an excavator boom” reads as “the customer measured 58% on a specific HD-5000 + Fanuc robot cell with a specific workpiece — expect 45-60% on your workload.” Low-tier China brands race to the bottom on claims; ABK races to the top on verifiable measurement.
Application Pressure Categories
High-volume automotive
Minute-per-part counts compound across the shift. Defect rate and cycle time drive margin.
Heavy industrial structural
Hour-per-beam or hour-per-assembly cycle time decides the project schedule.
Precision medical
Chuck repeatability is the limiting factor, not parts per hour.
Each pressure type carries a different dollar-per-weld value — and a different ABK model fit.
One micro-CTA before procurement: want to see the labor-cost math against your shift pattern? Request a detailed engineering quote and custom test estimate →
Quality Assurance Framework
Certifications & Compliance — CE, ISO 9001, AWS D1.1 Aligned
The procurement pain that drives certification scrutiny: a missing or unverifiable certificate at audit time blocks the shipment, delays the project, and burns the buyer-supplier trust. Procurement teams have learned to ask for the actual certificate PDF, not just the badge on the spec sheet.
Why Certification Icons on a Spec Sheet Are Not Enough
CE 2006/42/EC
Machinery Directive — EU export conformity
ISO 9001:2015
Quality management system, audited annually
AWS D1.1 ALIGNED
Positions weldments for code-compliant flat/horizontal welding
ISO 9283 READY
Servo-driven HD units carry industrial robot performance interface
What Each Certification Actually Controls
CE 2006/42/EC
Machinery safety for the European market — guards, e-stops, control logic.
ISO 9001:2015
Full scope of ABK’s quality management system — annual third-party audit.
AWS D1.1 ALIGNMENT
Code-compliant flat/horizontal positioning rates and visual-acceptance standards.
ISO 9283 READINESS
Robot positioning accuracy + repeatability interface for Fanuc, ABB, KUKA, Yaskawa.
Procurement Guide — Lead Times, Pricing, OEM & Support
Procurement teams asked us to publish the structural answers — lead time windows, payment terms, customization scope — instead of forcing every buyer through a sales call to learn the basics. The card below is the disclosure version of the ABK quote sheet.
Dimension
Aubrik Standard Terms
MOQ
1 unit (no minimum for standard models)
Lead time — standard model
7 – 15 working days from PO
Lead time — custom (ABK-C)
20 – 30 working days
Payment terms
30% T/T deposit + 70% before shipment (alternatives negotiable)
Incoterms
FOB Shanghai / Ningbo · CIF · DDP available
Customization
Chuck size, table diameter, load rating, control mode (PLC, servo, robot interface)
OEM service
Available — paint, labelling, control panel branding
Warranty
12 months from delivery, covers manufacturing defects and component failure
Support SLA
24-hour technical response (email, video, phone) · global on-site service via partner network
Pricing Transparency — FOB China vs Landed Cost
As a direct manufacturer, our standard-config WP-300 lands at roughly half the cost of an equivalent unit from Pandjiris, Profax, or Lincoln Electric at the FOB China price — 40-60% cheaper before freight and tariff.
Total landed cost closes the gap once you account for a 25% tariff and ocean freight. That is exactly why purchase decisions belong in TCO columns, not in the unit-price column.
Five-Year TCO Beats Sticker Price
Procurement teams compare TCO first: lifecycle maintenance, spare-part availability, warranty cost, and switching cost if you ever change vendors. We ship standard spare worm-gear sets and chuck jaws with every WP and HD unit, and stock spare consumable jaws across 50+ countries through our partner warehouse network.
What Ships With Every Unit
- Spare worm-gear set for the matching tilt drive.
- Spare chuck jaws sized to the ordered chuck (8-inch / 10-inch / custom).
- Static test load report filed against the serial number.
- Original certified compliance PDF in the crate.
- Interface spec sheet if the unit ships with PROFINET / DeviceNet / EtherCAT.
Need a lead-time confirmation for your model + quantity?
We will reply within one business day with availability and FOB price.
Factory Assembly & Production








Frequently Asked Questions
How do I choose the right rotary welding positioner model for my workpiece?
Can Aubrik positioners integrate with Fanuc, ABB, or KUKA welding robots?
What is the typical lead time, warranty, and after-sales support?
Manual, semi-automatic, or fully automatic — when should I step up?
What is the difference between a welding positioner and a welding rotator?
Can ABK build a custom load capacity (6,000 kg, special chuck, or skid-mounted unit)?
Trending now



