Get in Touch with Aubrik Company

Updated July 2026.
A shot blasting machine is a surface-preparation machine that cleans and profiles metal by throwing abrasive media at it with a high-speed centrifugal wheel (typically 60–90 m/s) rather than compressed air. This guide covers how the process works, the six machine types, how to choose abrasive media, what the surface finish standards actually specify — and the one thing most buyers get wrong about them.
In a shot blasting machine a central, motor-driven centrifugal wheel hurls shot or grit of steel at the object, removing mill scale, rust, and old coatings, creating a rough, painted-friendly surface. It filters, separates and recirculates spent media and collects dust into a separate chamber. Three media propulsion methods are outlined in a publication by the U.S.
Environmental Protection Agency: water pressure, air pressure and the centrifugal wheel.
Quick Specs
| Propulsion | Centrifugal wheel (vs air pressure, water pressure) |
| Blast wheel drive | ~2,000–3,600 rpm on 11–22 kW motors (maker-reported) |
| Media exit speed | ~200–300 ft/s (60–90 m/s) (maker-reported, not a published standard) |
| Common cleanliness target | Sa 2½ (ISO 8501-1) / SSPC-SP 10 near-white |
| Typical anchor profile | 1.5–3 mils (38–76 µm), angular |
| Abrasive recovery | ~90–95% per cycle on a recirculating machine (maker-reported) |
| Cast steel shot hardness | 40–51 HRC standard grade (SAE J827) |
| Media size grading | SAE J444 (S-numbers for shot, G-numbers for grit) |
What a Shot Blasting Machine Is and How It Works
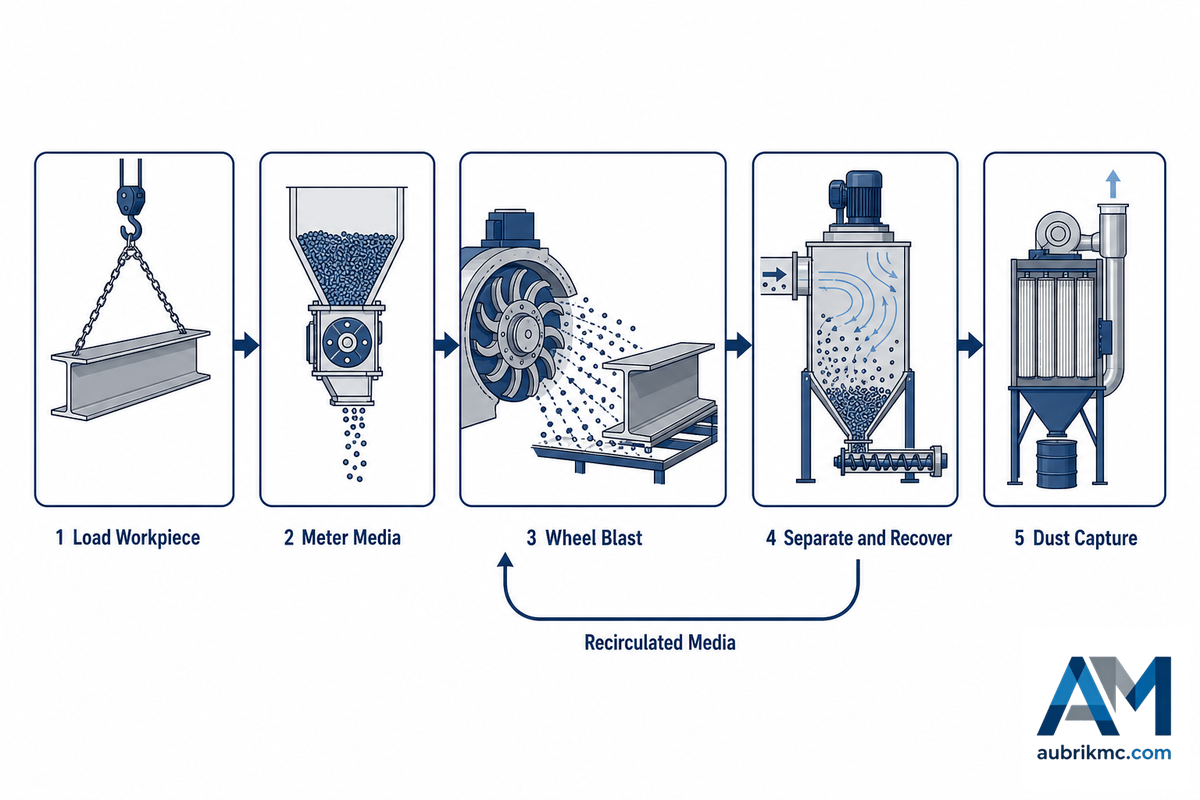
Remove the label, and any machine of the industrial sort will be doing these same five functions. This overview of the shot blasting process – one of the most efficient categories of surface preparation equipment in manufacturing – lets you read a specification sheet critically instead of trusting the brochure.
The defining feature is how it projects the media. According to the EPA’s AP-42 background document on abrasive blasting, “the three propelling methods used in abrasive blasting systems are: centrifugal wheels, air pressure, or water pressure,” and centrifugal wheel systems “use centrifugal and inertial forces to mechanically propel the abrasive media.” No air compressor. No nozzle.
No hose. The wheel. The motor driving the wheel.
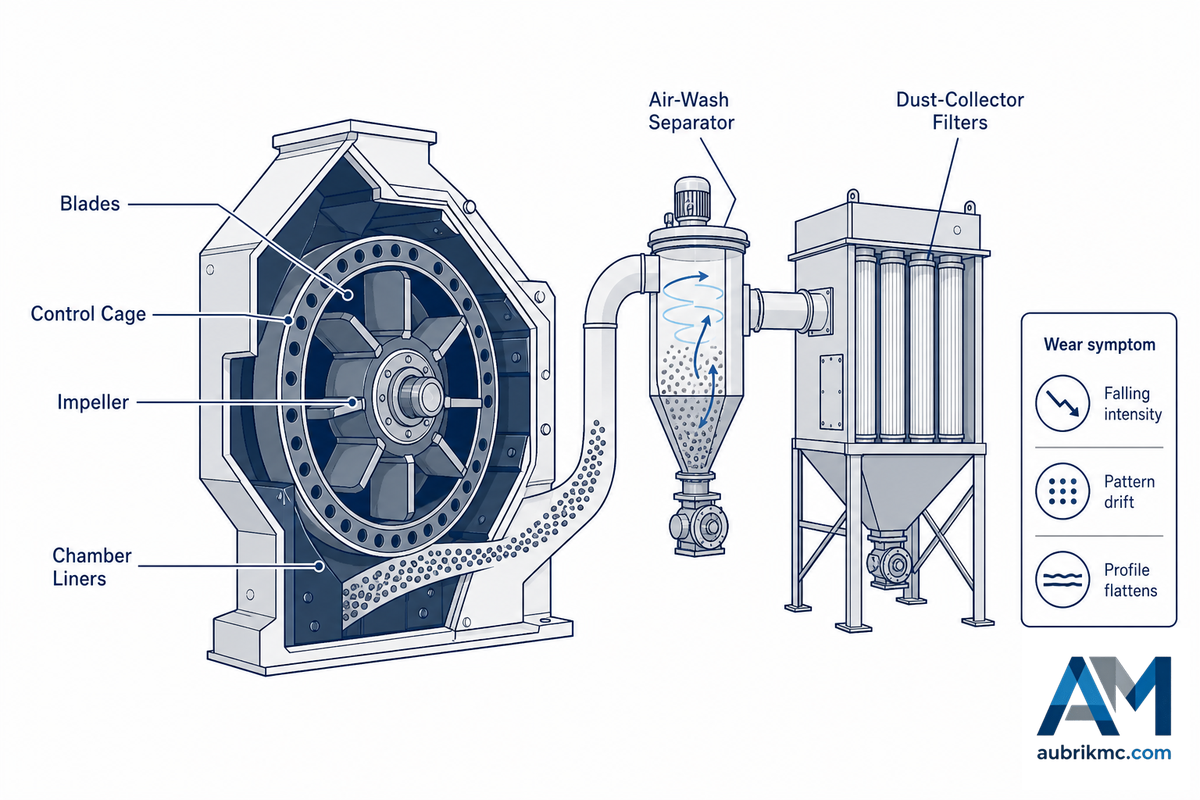
The wheel has blades.
- Loading The piece come into the loading zone in one of the following ways; hook, belt, barrel, table.
- Media to scale. A rough metering feed valve into the wheel’s control cage adds shot or grit which can range from 0.2-2.0mm diameter.
- Blast. The electric-motor-driven wheel throws the media at high speed on a programmed path across the substrate – the entire energy transfer is a mechanical process, there’s no need for compressed air.
- Separating and Recycling Media is hoisted up via a bucket elevator to an air wash separator which falls out fines, scale, broken shot – anything roughly less than 3 mm in size – and returns the reusable media back to the hopper. Makers claim anywhere between 90-95% reclamation per cycle.
- Remove particulate matter. Fine particulate matter goes to a dust collector before exhausted into the air.
Wheel speeds of 2,000 to 3,600 rpm, with media leaving the wheel at 200 to 300 ft/s (60 to 90 m/s), are the numbers that equipment suppliers often quote. Those numbers are typical vendor claims rather than authoritative constants – there’s no government or industry agency with an official wheel velocity.
What is a shot blasting machine used for?
Four kinds, mostly. Knocking the rust and mill scale from hot-rolled steel prior to painting. Sand, cores, flash, etc from castings after they exit the mould.
Scale, burrs from forgings, barstock, fasteners, And peening – where the objective isn’t cleaning, but placing a compressive layer of stress onto the surface, thus giving the part a better fatigue life. Same wheel, it just’s a matter of changing the media, intensity and duration of application.
Shot Blasting vs Sandblasting vs Shot Peening
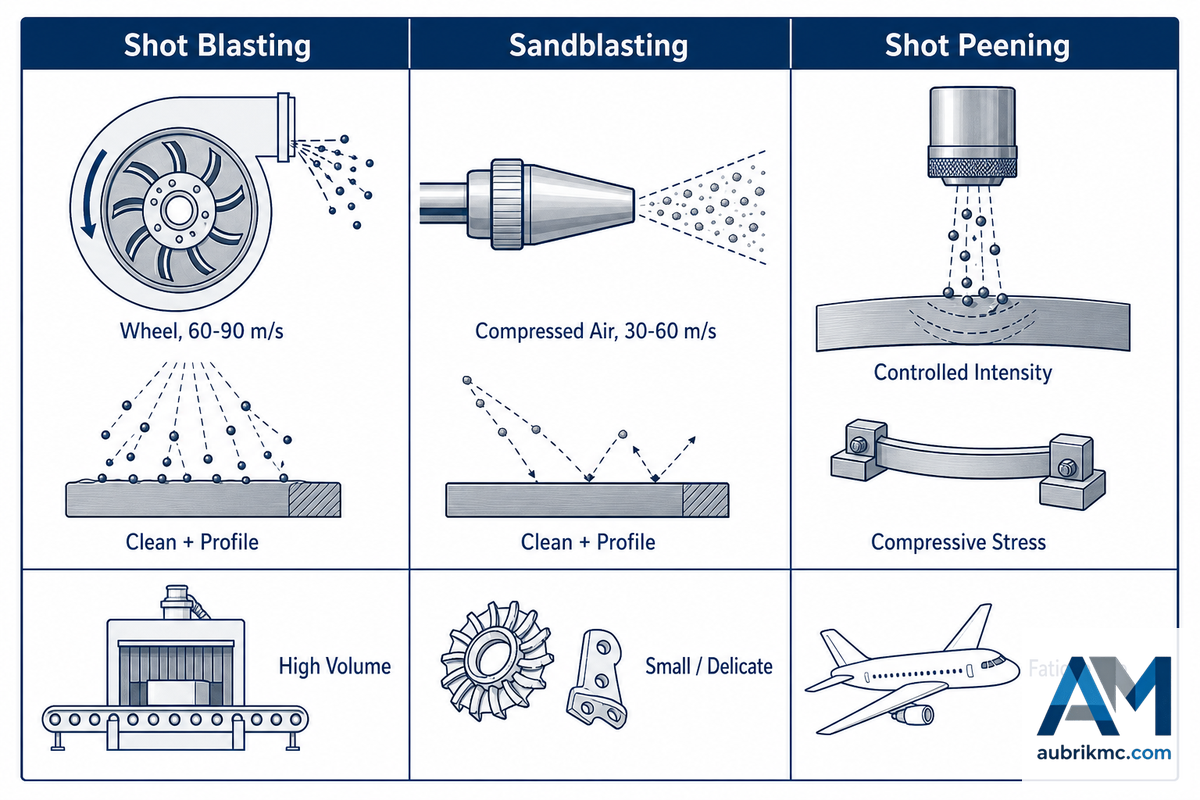
These three are used in purchasing discussions, often interchangeably, and they shouldn’t be. Two are cleaning processes that differ mainly in how the abrasive is propelled – the EPA’s AP-42 abrasive blasting document separates centrifugal-wheel systems from compressed-air systems for exactly this reason – while the third is a metallurgical process that happens to use similar media.
| Shot blasting (wheel) | Sandblasting (air) | Shot peening | |
|---|---|---|---|
| Propulsion | Centrifugal wheel, motor-driven | Compressed air through a nozzle (~30–60 m/s) | Either, at controlled intensity |
| What it produces | Cleaned surface + anchor profile | Cleaned surface + anchor profile | Compressive stress layer (fatigue life) |
| Where it wins | High volume, repetitive, sturdy parts | Small batches, delicate work, blind pockets, on-site | Springs, gears, shafts, landing gear |
| Media confinement | Enclosed cabinet, media recirculated | Cabinet, room or open site | Enclosed, media closely controlled |
| Verified by | Cleanliness grade + profile | Cleanliness grade + profile | Almen strip intensity + coverage |
Is shot blasting better than sandblasting?
⚠️ Important
No. Not on the figures most people quote. A wheel throws much more abrasive media per minute than a nozzle, so a beam line or a foundry shake-out can use a wheel with much greater speed. That’s a conditioned advantage though: in small quantities, in thin sections, or where delicate finishes and tight geometric tolerance are required a wheel cannot line up, while air blast can be set up and is faster to run, more cost-effective to run and less damaging to the workpiece. In fact a wheel-blast machine is a capital investment, whereas an air-blast cabinet running shot blast nozzles is not. “Faster” is relative to the system and the part, not the media propulsion method alone.
The error this introduces is expensive. It might lead a shop to buy a wheel machine for small-parts and internal cleaning jobs that really needed a cabinet – and discover the blast wheel can’t reach internal faces, or that the force of the media stream will distort thin castings, even to the point where the part will no longer fit the subsequent assembly or process jig.
The Six Main Types of Shot Blasting Machines
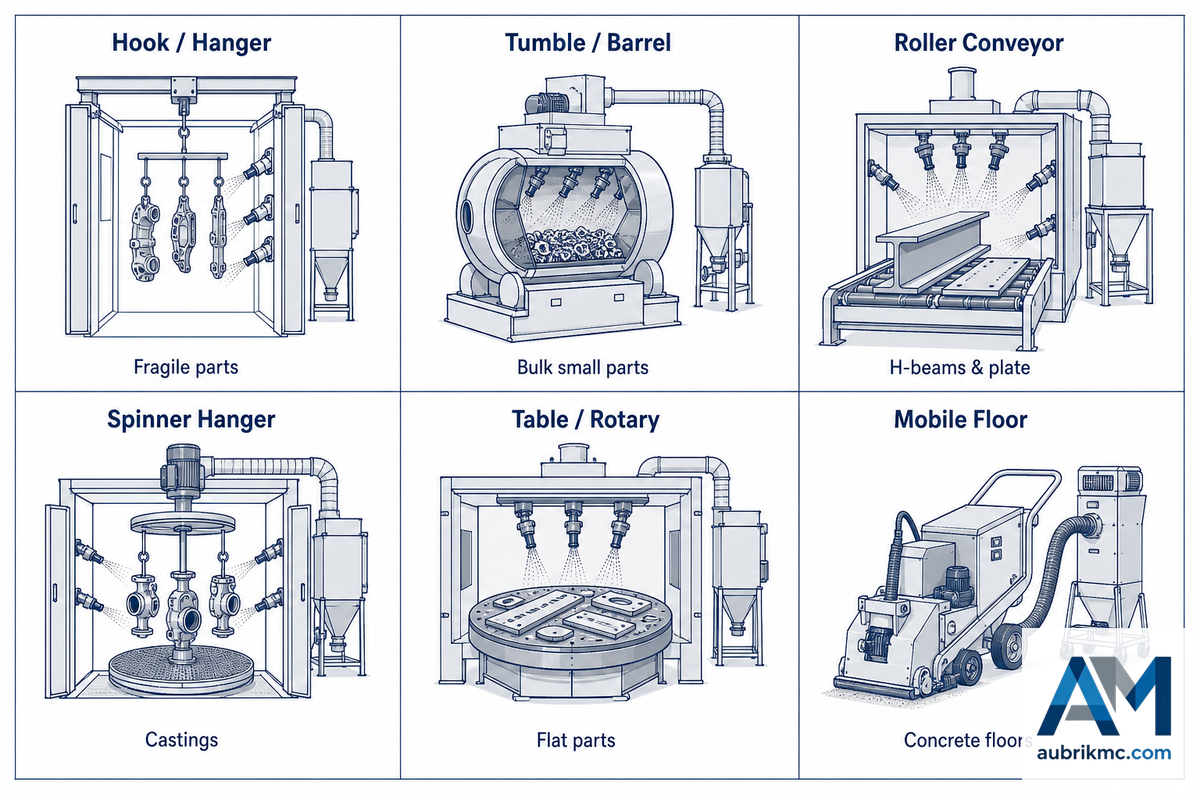
The right kind of machine is a function of how the part move through the media stream, not the size of the blast wheel itself. If the part handling is inappropriate for the media stream no amount of blast wheel horsepower will “make” it go fast enough to make commercial sense.
The Shot Blasting Machine Type-Selector Matrix
| Machine type | Best-fit workpiece | Typical media | Throughput class |
|---|---|---|---|
| Hook / hanger | Fragile or awkward parts that cannot tumble | Shot | Batch, low–medium |
| Spinner hanger | Engine blocks, heads, mid-weight castings | Shot | Batch, medium |
| Tumble (barrel) | Small rugged bulk parts, fasteners | Shot | Batch, high per load |
| Continuous tumble / drum | High-volume small castings, forgings | Shot | Continuous, high |
| Roller conveyor (through-feed) | H-beams, plate, structural sections | Grit or shot/grit mix | Continuous, high |
| Table (rotary) | Flat, single-face parts and weldments | Shot | Batch, low–medium |
| Mesh-belt | Delicate small parts that must not tumble | Fine shot | Continuous, medium |
| Wire / strip descaler | Coil, wire, bar in continuous lengths | Grit | Continuous, high |
| Mobile floor (walk-behind / ride-on) | Concrete slabs, decks, bridge surfaces | Shot | Area rate, not parts/hour |
Two clarifications that save money. First, the mobile floor blasters in the last row are a different purchase from everything above them. These portable, walk-behind and ride-on shot blasters are flooring equipment: they travel across a concrete surface rather than holding a part, and they are specified in m²/h of coverage rather than parts per hour. A shot blasting machine for concrete strips laitance, old epoxy coatings and loose debris from concrete floors — warehouse floors, parking garages, bridge decks, ship decks and residential garage slabs — leaving a profile ready to resurface. Restoration and polishing contractors buy them; a foundry does not. A supplier of an industrial shot blasting machine for parts is frequently not a supplier of a floor shot blasting machine, and vice versa.
Second, for structural work the through-feed roller conveyor is really the only practical answer, which is why it’s the unit built into an industrial shot blasting machine for steel structures and H-beams rather than a standalone cabinet, and why it sits inline on an H-beam and steel structure production line. Floor blasters and parts blasters both prepare industrial surfaces, but they’re entirely different equipment and purchase decisions.
Abrasive Media: Steel Shot, Grit, Beads and How to Choose
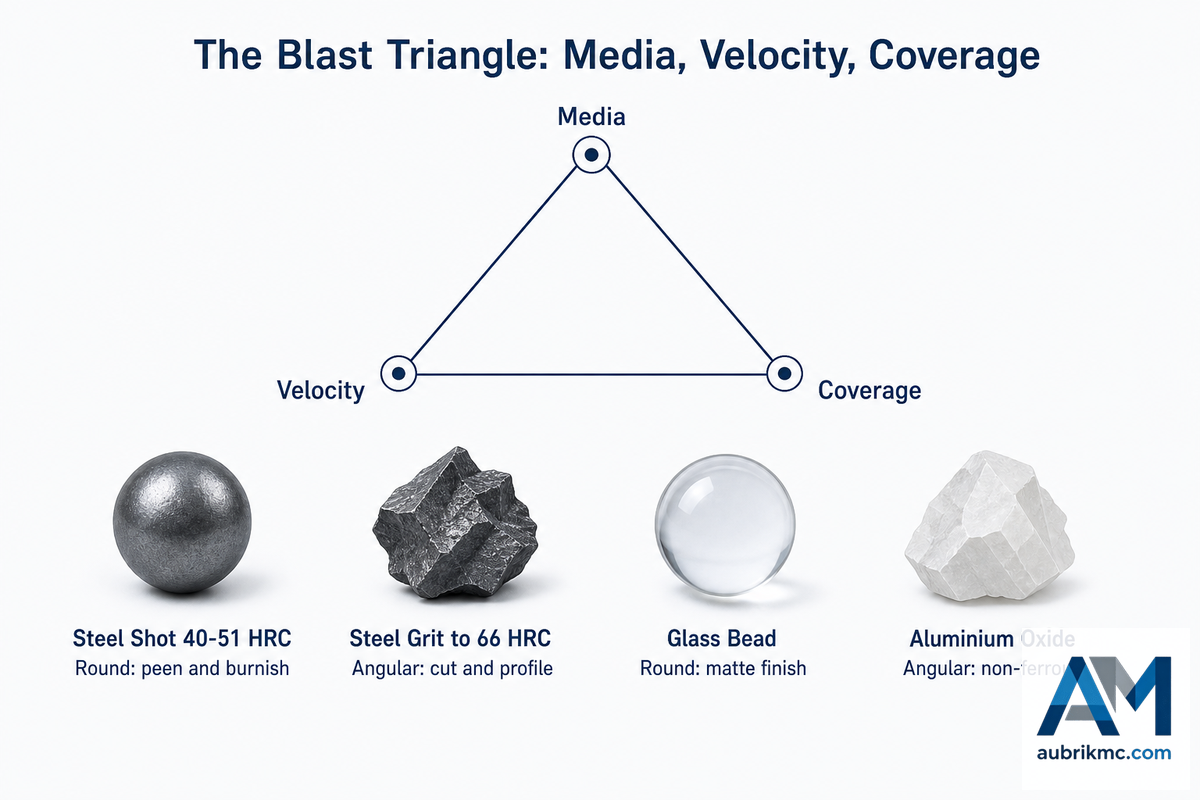
The 3-Lever Blast Triangle
Every outcome shot blasting generates is controlled by three levers – media, velocity and coverage – and they interact. Media determines result quality – round shot peens and burnishes, angular grit cuts. Velocity controls power; beyond a point it destroys media and damages the part. Coverage – the duration and overlap of blast action – controls uniformity. Set two, and the third one move freely. Customers who chase only one lever find the correct media for a part, yet get a result that doesn’t meet standards.
| Media | Shape | Hardness | Use it for |
|---|---|---|---|
| Cast steel shot | Round | 40–51 HRC (standard) | General cleaning, peening, burnished finish |
| Cast steel grit | Angular | ~40–66 HRC by grade | Mill scale, heavy rust, anchor profile |
| Stainless steel shot | Round | Lower than carbon shot | Non-ferrous parts; avoids iron staining |
| Cut wire shot | Cylindrical → rounded | Uniform, durable | Peening where consistency matters |
| Chilled iron grit | Angular, friable | Very hard, brittle | Aggressive cutting; breaks down faster |
| Aluminium oxide | Angular | Harder than steel | Non-ferrous work; no iron contamination |
| Glass bead | Round | Soft | Matte cosmetic finish, light cleaning |
| Ceramic bead | Round | Hard, long-lived | Peening light alloys |
| Slag / mineral | Angular | Varies | Expendable air-blast work, not recirculating wheels |
The choice of media is also a health matter. And that’s something nearly every website omits. Reviewing abrasive blast cleaning, NIOSH criteria published through CDC state that “nonsilica abrasives such as slag or steel shot are the safest materials for use as they’re typically nontoxic and don’t cause excessive dust exposure hazards.” Silica sand is the abrasive that pulls OSHA’s respirable crystalline silica standard (29 CFR 1910.1053) into your compliance scope, and choosing steel shot removes that specific hazard from the picture.
⚠️ Important
Steel shot is not a health panacea, however. Under OSHA 29 CFR 1910.94, you are required to contain blast media and coating, blast into an enclosure and exhaust the air into dust collection systems; otherwise, shot and coating particles are liberated in ways that cause plant injuries (slip hazard) and health hazards. Lead, chromates and others in the coatings may be airborne with whatever media blast. Steel shot removes one hazard. It does not relieve the plant-engineering duty.
Does shot size matter in a shot blasting machine?
Yes, but less than the rule of thumb suggests. Shop lore says media size should be about 10× the required roughness; blasting-media specialists disclaim that openly — it is a heuristic, not a law. Shape and hardness dominate. Drive a fine angular grit and a coarse round shot into the same steel at 70 m/s and the grit cuts a deeper, sharper profile every time.
Sizes are graded under SAE J444 (S-numbers for shot, G-numbers for grit). The honest workflow is to fix your target profile first, then verify it against a comparator, not to derive media size from a multiplier. A matte cosmetic finish on softer metals typically comes from glass bead around 0.006 in (150 µm).
Surface Finish Standards: Sa Grades, SSPC and ISO
This is the actual cause of most coating failure, and where there’s a huge disconnect between buyer perceptions and standards.
| Standard | Name | What it permits |
|---|---|---|
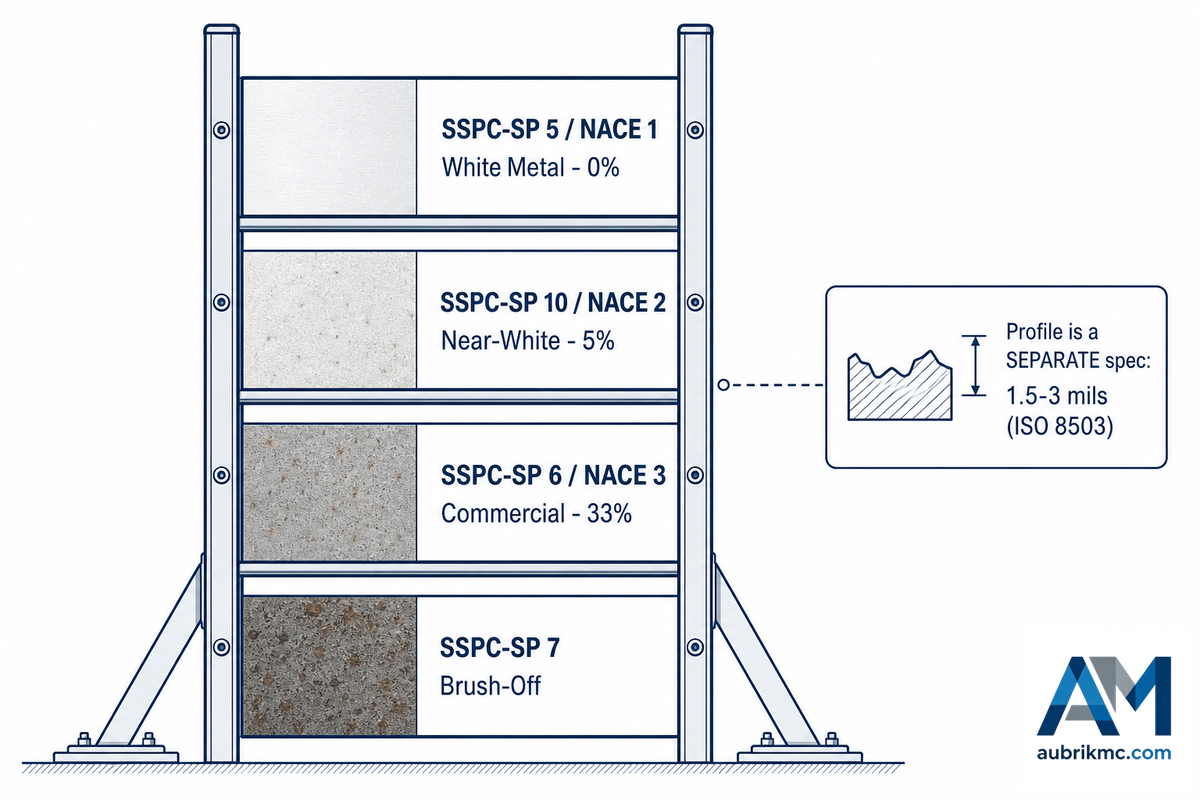
| SSPC-SP 5 / NACE No. 1 | White Metal Blast | No visible residue at all |
| SSPC-SP 10 / NACE No. 2 | Near-White Metal Blast | Staining on ≤ 5% of each unit area |
| SSPC-SP 6 / NACE No. 3 | Commercial Blast | Staining on ≤ 33% of each unit area |
| SSPC-SP 14 / NACE No. 8 | Industrial Blast | Residue and stains on ≤ 10% of each unit area |
| SSPC-SP 7 / NACE No. 4 | Brush-Off Blast | Tightly adherent scale, rust, coating may remain |
| SSPC-SP 11 | Power Tool Clean to Bare Metal | Requires min. profile 1 mil (25.4 µm) |
| SSPC-SP 16 | Brush-Off, Non-Ferrous | Requires min. profile 0.75 mil (19.0 µm) |
Look at this standard and what’s missing. It’s not an accident; the blast standards (SP-5, SP-10, SP-6) say absolutely nothing about profiles – only about the acceptable level of rust staining and similar residue. The power tool and nonferrous blast standards do describe the profile; the failure to include profiles in the other blast standards isn’t an oversight.
“The blast cleaning standards identify the criteria for surface cleanliness of the steel but do not specify a surface profile.”
Jayson Helsel, P.E., PCS, Senior Coatings Consultant, KTA-Tator, Inc.
A report from Helsel concerning the repair of a bridge mentioned that the blasting crew was exactly to SSPC-SP 11 – bare metal, with 1-mil minimum profile – but a zinc primer still failed to adhere because that coating requires a 2-3 mil anchor profile. The surface was clean, but not according to specification. The Fabricator made this plain on the working target: “after abrasive blast cleaning, the surface profile shall be angular and 1.5 to 3 mils deep.” Treat this as a range you’d see routinely on a coating manufacturer’s product data sheet (PDS), rather than a figure set by any blast standard-your specific project requirement is on your product PDS.
The other way it can go wrong, and one much less often discussed, is a profile that’s too high. A repainted steel swimming pool developed pinholing corrosion over about one-fifth of the surface after the coating, a film less than 2 mils thick, telegraphed over a substrate profile of 2.4-4.2 mils, whereas the PDS called for 2 mils. High profile isn’t necessarily better. Profile is a two-way specification.
📐 Engineering Note
Coating data sheets state profile in mils; comparators and replica tape often read in microns. The conversion is 1 mil = 25.4 µm. So a data sheet calling for a 2.5 mil angular profile is asking for 2.5 × 25.4 = 63.5 µm. If your comparator reads 40 µm (about 1.6 mils), the substrate is under-profiled for that coating, even though it may pass a Sa 2½ visual check without complaint. Specify both numbers, and measure the second one.
Which raises the question of what you actually measure at acceptance. Visual cleanliness is only the first of three checks, and the other two are where surfaces quietly fail. Profile is measured against comparators or replica tape under the ISO 8503 series. Dust, and more importantly soluble salt contamination such as chloride, sit under the ISO 8502 series, and they matter because blasting does not remove them. A corrosion-industry review states the point bluntly: the normal surface preparation methods of blasting or grinding do not remove these barriers to adhesion. A substrate can pass Sa 2½ by eye, carry a correct 2.5 mil profile, and still blister within a year because chloride was left on the steel and the coating trapped it. Specify cleanliness, profile and salt limits, and measure all three.
A word of caution before you scribble “Sa 2½” on your next drawing: ISO and SSPC standards are commonly listed as equivalents. Sa 2½ is widely accepted as the near-white equivalent of SP 10. The AMPP (which has subsumed both NACE and SSPC) itself cautions that the numbering doesn’t always correlate, and a higher number does not mean a more thorough prep.
Consider it an approximate comparison and name the standard you’re really after. Rust grades appear in ISO 8501-1:2007; profiles are covered by ISO 12944-4:2017.
How to Choose and Size the Right Machine

Five things determine the machine. (In order of importance): 1 1. Gino 2. Reliability of the engine 3.
Microphone volume 4. Position on machine 5. Counterbalance The rest is up to negotiation.
- Part envelope: largest part to be ran this year, not the average.
- Contaminant degree. Grit and dwell time are essential for foundry sand and heavy mill scale but unnecessary for light oxide.
- Throughput & Duty Cycle Parts per hour at the grade you require on the shift pattern you actually operate
- batch or continuous This chooses your row in the selector matrix and is expensive to undo.
- Dust, power, and footprint The purchased goods include a collector, a power supply, and the pit.
Sizing, worked through. Take the tallest part in your largest annual batch, say 1,400 mm. Blast coverage falls off near the chamber walls, so carry roughly 15% headroom on the governing dimension: 1,400 × 1.15 = 1,610 mm. A chamber advertised at 1,600 mm working height is 10 mm short of that and will run those parts twice, every batch. The next size up isn’t an upsell; it’s the difference between one pass and two. Run the same multiplication on length and diameter before you compare quotations.
This math is to size the part envelope; it doesn’t size the facility. OSHA 1910.94 binds blast enclosures to constant inflow air, to removal of dust from operator’s vision before they can open the door, to baffling at the door, to an abrasive separator on the media recycle circuit, to a dust collector and a certain amount of pressure drop across the dust collector. Those rules will frequently govern foot print, ceiling height and serviceability far more than the size of the part will.
Let the size of the chamber follow the part size. Let the size of the room follow the rule. And if it’s peening not cleaning the intensity doesn’t relate to wheel speed in any way.
It’s quantified via the SAE J442 and J443 Almen test and the coverage is observed not inferred.
Then apply the decision rules: small, rugged, high volume – use tumble or continuous drum; fragile or clumsy – hook or spinner hanger; long, structural sections – through-feed roller conveyor; thin-walled – reduce intensity prior to reducing shot size. Distortion is a velocity issue, not a shot-size one. Finally, confirm the media is compatible with the substrate: carbon steel shot on a stainless or aluminium part is a very quick route to rust staining that will cost you to fix.
Wear Parts, Maintenance and Keeping Throughput Up
A shot blast machine just wears itself out. Nothing fails outright, the machine keeps on running, the cycle get longer and the pattern gets less consistent and the lost output is written off against overtime rather than a component line item.
| Component | Symptom when worn |
|---|---|
| Wheel blades | Falling intensity; longer cycle for the same grade |
| Control cage | Blast pattern drifts off the part onto the liners |
| Impeller | Uneven media feed; patchy coverage |
| Chamber liners | Rapid wear once the pattern has drifted |
| Air-wash separator | Fines stay in the mix; profile flattens, dust load rises |
| Dust collector filters | Extraction drops below the ≥99% capture the cartridge is rated for, and airborne dust can climb past the 50 µg/m³ range that drives silica compliance; visibility and compliance both suffer |
Blades worn, control cage worn, impeller worn – those are the components that drift your blast pattern – and because the wheel sounds fine the drift isn’t caught at the machine. The most obvious and most frequent operating cost – an out-of-screen media mix. An air wash separator that no longer rejects fines will slowly undermine your profile and increase load on your dust collector.
The quality of control is often underestimated in maintenance routines. Aubrik points to an example of an in-house wheel machine where switching from a fixed orifice blast media control valve to a closed loop, PLC modulated, feed to provide for Sa 2½ check tests reduced from 4.2% to 0.6% off spec parts in a batch of 320 cast cylinder heads, without changing the wheel!
Two maintenance areas aren’t optional. OSHA 29 CFR 1910.94 sets ventilation and enclosure standards for blast cleaning, and specifically says “Dust-filter respirators shall not be used for continuous protection” in regard to sand. Any time you require a respirator to blast, OSHA’s abrasive blasting guidance requires you to implement a full respiratory protection program.
What spare parts does a shot blasting machine need?
Don’t stock the whole machine, stock the wear parts: blades, control cage, impeller, chamber liners, dust collector filters, separator screens. Six components account for nearly all unexpected downtime. Ask a potential vendor what the wear part replacement interval is for your workload and what the lead time is on each. A wheel component with an 8-week lead time will get run until it breaks.
Cost, Total Cost of Ownership and Vetting a Supplier

There isn’t a list price on these machines for a good reason. The same model number can be outfitted with any combination of chamber sizes, levels of automation, conveyor types, certifications and delivery arrangements. Someone giving you a price without seeing your workpiece drawings is pricing you a different machine than I’m.
What you can model are the ownership cost, which can be influenced by four levers:
The five levers of shot blasting cost of ownership
- Media: Recirculating wheel machine media can be re-used for many cycles; air blast media is typically purchased as consumable once and thrown away. This is often the largest operational cost difference. The service life ofmedia can be characterized in tests (ISO 11125).
- Labour: One operator loading a chamber, one operating a nozzle. Automation shifts the costs to this line.
- Energy: The motors on a wheel machine operate at constant power; air is a relatively inefficient way to move blast media when volumes are large.
- Downtime: The wear parts discussed above, plus any spares lead time. This is typically the cost component which buyers think of last, and pay for first.
- Waste and compliance: the variable every payback model misses (see below).
That fifth lever warrants its own paragraph because it can trump the others entirely. Spent media isn’t automatically waste. If you’re stripping old paint from structural steel, the coating you remove is mixed in with your dust, and therefore ends up in the spent media, as well.
According to 40 CFR 261.24, a waste displays the toxicity characteristic if a leaching test (TCLP, Method 1311) yields results of 5.0 mg/L of lead (waste code D008) or higher, or 5.0 mg/L of chromium (D007) or higher. Old industrial paints are regularly laced with both of those toxic elements. If your spent media reaches these parameters, it becomes hazardous, subject to testing, manifesting, liability and higher disposal fees.
A recirculating wheel blast cabinet helps keep the volume of spent media down, compared to an expendable blaster, but no one can give you disposal costs until they know the composition of what you’re stripping. A dust hazard analysis in accordance with NFPA 652 also belongs in the same budget category where the potential for generating or collecting combustible dust exists.
On payback, an honest answer is that it depends on numbers only you have: your current cleaning method, local labour rate, electricity tariff, the coating you are stripping, and how much rework your coating line currently absorbs. Any supplier who produces a payback period before seeing those is selling a spreadsheet, not a machine.
Vettingis when the buyer really has the power. Request thesepre-quotation negotiations become comfortable:
- Not sure but maybe: Underlying certificate samples: (2) Based on the subdomains that exist on the tag here I think it is: ISO 9001 certificate – with scope and expiration (not a logo)
- CE conformity under the Machinery Directive if the machine is shipped into the EU
- Replacing time for wear part and spare lead time in days
- Factory acceptance test on your parts, or a documented reason for not.
- Process history records for each cycle if you’ll be coated in a coat audit.
- Standard supplied accessories – loader, screening deck, blow off unit, items quoted separately.
What this looks like from the build perspective, as an aside – Aubrik have been building welding and surface prep equipment since 1999, they ship against ISO 9001 & CE conformity, offer 1 year’s warranty on their machines & keep parts in stock for shipment in 3-7 days. If you want that applied to a specific part drawing, request a shot blasting machine sizing assessment.
Industry Outlook: Automation and Inline Blasting

But the pressure that’s reshaping these machines isn’t growth of demand. It’s the pressure for traceability. “You win a coating warranty based on your ability to show that a particular part was shot a particular way,” notes Mike, “And you can’t do that when the shot sequence is still held in the head of the operator.” That explains why the fastest-selling machines are the smaller, in-line, under recipe control machines rather than the bigger, batch-process units, and why a blast record per cycle is becoming a required element rather than a good to have.
The inspection end of the line is outrunning the blast wheel. In a 2025 paper for IJCNN called SteelBlastQC, a research team of 1654 labelled 512×512 px images of shot-blasted steel and used classifiers to assign each surface into “ready for paint” or “needs shot-blasting.” The models hit 95% accuracy on their test set and provided explanations of which regions failed. That’s the shape of the change that’s coming; the intuitive judgement that a seasoned inspector uses to give a glance of approval or disapproval will soon become a measurement the machine can take of every part.
The standards are also evolving to catch up. A 2024 committee of the Association for Materials Protection and Performance (AMPP) tweaked their surface preparation standard SSPC-SP 3 and added a new abrasive blast standard, SSPC-SP 18. If you’re writing a coating spec right now, you’ll need both an SSPC and NACE standard and you’ll need to be aware of the version you’re using since naming conventions are in transition. The engineering is starting to reflect the trend; recent patent applications focus on self-propelled blasting machines with automated control of the blasting media’s temperature, which is a maintenance, not a speed problem.
Just for your awareness: Market research suggests the annual global market for shot-blasting equipment will grow in the mid-single-digits annually, with both continuous and automated blasting machines growing faster than the market overall. This is directional and commercial information and shouldn’t form the sole basis for a purchase decision.
What should you do? If you’re specifying equipment with an expected service life of ten years, now is the time to check if it can be retrofitted into an inline production process, or if it’s already equipped with a capability to export process records for each individual part.Retrofitting either system after the fact will cost more than including it in the initial purchase.
Frequently Asked Questions
Q: What industries use shot blasting machines?
View Answer
In a foundry, they are used to blast away mold sand, cores, and excess metal from newly-cast parts. In structural steel fabrication, plate and beam pass through machines before welding and painting to remove mill scale. Automotive factories employ these machines to clean and peen critical components like engine blocks and crankshafts. From die casting to heavy construction, a blast machine can quickly and effectively remove material and provide the surface texture necessary for painting or coating in high volume across numerous industries. Gas and propane tank companies strip and paint containers, and the ship building industry and bridge contractors profile metal prior to coating.
Q: Can shot blasting remove rust?
View Answer
Yes — and it takes mill scale and old coatings with it in one pass. Angular steel grit cuts rust more aggressively than round shot, which is why grit or a shot-grit mix is standard for heavily scaled hot-rolled steel. How far you take it is a specification choice: SSPC-SP 6 commercial blast tolerates staining on up to 33% of each unit area, while SSPC-SP 10 near-white allows only 5%. Removing the rust is straightforward; deciding how clean the substrate must be for your coating system is the part worth thinking about.
Q: What surfaces can be shot blasted?
View Answer
Core are carbon steel, cast iron, and steel weldments. While stainless steel and aluminium can be blasted, it requires non-ferrous blast media such as stainless shot, aluminium oxide, or glass bead; carbon steel media will leave iron deposits that subsequently bleed through as rust stains. Concrete slabs and bridge decks can also be blasted, but mobile floor blast machines rather than parts blast machines are employed. Care must be exercised with thin sections, of any material: impact from the media places a stress on the material, and castings or panels that are thin may dimensionally warp before obvious damage occurs.
Q: How much does a shot blasting machine cost?
View Answer
There is no realistic list price, and any individual price quoted is likely to be deceptive. Blast machine prices are determined by such factors as chamber size, the number and power of the blast wheels, material handling requirements (hook, tumble, or conveyor), the degree of automation and control implemented, the size and capability of the dust collector, the extent of certification offered, and the delivery terms and conditions. Machines of the same model number may be very different when blast wheels, material handling, and control features are taken into account. The pertinent question is not “how much does it cost” but “how much does it cost to own,” factoring in the costs of media, labour, power, and downtime, in contrast to current cleaning method costs.
Q: What is the difference between a shot blaster and a scarifier?
View Answer
A shot blaster impinges media against a surface and recovers the media. A scarifier uses mechanically operated cutter wheels to remove the surface layer. Blasting yields an uniform anchor profile, while scarifying offers a higher material removal rate but a coarser, non-uniform surface texture.
Q: How long does a shot blasting machine last?
View Answer
The wear path outlives the chamber by many decades; some frames and chambers remain in service for generations. The key to a machine’s lifespan is a maintenance plan for consumables such as the blast wheel liners, impellers, control cages, separator screens, and filters. A machine with a structured replacement schedule maintains its productivity and surface grade; one run until it fails degrades output incrementally and invisibly for a long time before failing.
How This Guide Was Built
The process description here is anchored to the EPA’s AP-42 documentation on abrasive blasting; the cleanliness grades come from AMPP’s published SSPC/NACE standards and ISO 8501-1, and the profile guidance from a coatings-failure investigation by a registered professional engineer rather than from equipment marketing. Where a number exists only in vendor literature — wheel velocity is the clearest case — it is labelled as such instead of being presented as a constant. Reviewed by the Aubrik technical team.
References & Sources
- AP-42 Background Document, Section 13.2.6: Abrasive BlastingUS Environmental Protection Agency
- 29 CFR 1910.94, VentilationOccupational Safety and Health Administration
- 29 CFR 1910.1053, Respirable Crystalline SilicaOccupational Safety and Health Administration
- Protecting Workers from the Hazards of Abrasive Blasting Materials (OSHA 3697)Occupational Safety and Health Administration
- Industrial Health and Safety Criteria for Abrasive Blast CleaningNIOSH / Centers for Disease Control and Prevention
- Surface Prep Standards, A Quick SummaryAssociation for Materials Protection and Performance (AMPP)
- ISO 8501-1:2007, Preparation of steel substrates before application of paintsInternational Organization for Standardization
- ISO 12944-4:2017, Types of surface and surface preparationInternational Organization for Standardization
- The Case of Improperly Cleaned Surfaces: Failures in Preparation or Specification?Jayson Helsel, P.E., PCS, KTA-Tator, Inc.
- Taking the pain out of paint, Finishing, Part 1The Fabricator
- 40 CFR 261.24, Toxicity characteristicElectronic Code of Federal Regulations / EPA
- SteelBlastQC: Shot-blasted Steel Surface Dataset with Interpretable Detection of Surface DefectsRuzavina et al., IJCNN 2025 (arXiv:2504.20510)
- EP4324596A2, Temperature control for blast machineGoogle Patents
Surface profile measurement follows the ISO 8503 series; dust and soluble-salt assessment follows the ISO 8502 series. Abrasive size and hardness grading follow SAE J444, J827 (cast steel shot) and J1993 (cast steel grit); shot-peening intensity is measured on Almen strips to SAE J442 and J443.
Related Articles
- Industrial shot blasting machines for steel structuresmodel range, chamber sizes and sizing tools
- How to choose an H-beam assembly machinefit-up and line layout upstream of blasting
- Welding turntable selection guideload, speed and fit for positioning work
- Metal welding services: a buyer’s guidecertifications, quality checks and cost
- How to use a welding positioner correctlysetup, grounding and travel speed