Get in Touch with Aubrik Company
A slewing bearing is the large-diameter ring bearing that lets a crane, excavator, or turbine’s upper structure rotate under combined load. A correctly specified one may still die in year three when it should have lasted fifteen — nearly always because of how the ring went in, how it was greased, and whether warning signs were caught early enough to act on. This field guide walks the slewing bearing ownership path: getting the ring installed, greasing it on schedule, reading wear signs, and deciding whether to repair or replace.
Quick Specs
| First bolt-torque check | After ~100 operating hours, then every 500 hours or annually |
| Relubrication interval | Roughly 100–500 operating hours, environment-dependent |
| Regulatory inspection trigger | OSHA 29 CFR 1926.1412 — annual + post-repair qualified-person inspection (crane use) |
| Annual re-inspection interval | 12 months (OSHA 1926.1412), or sooner after a safety-related repair |
| Early-warning signals | Swing resistance, grinding, metal in purged grease, rising motor current, vibration, backlash growth |
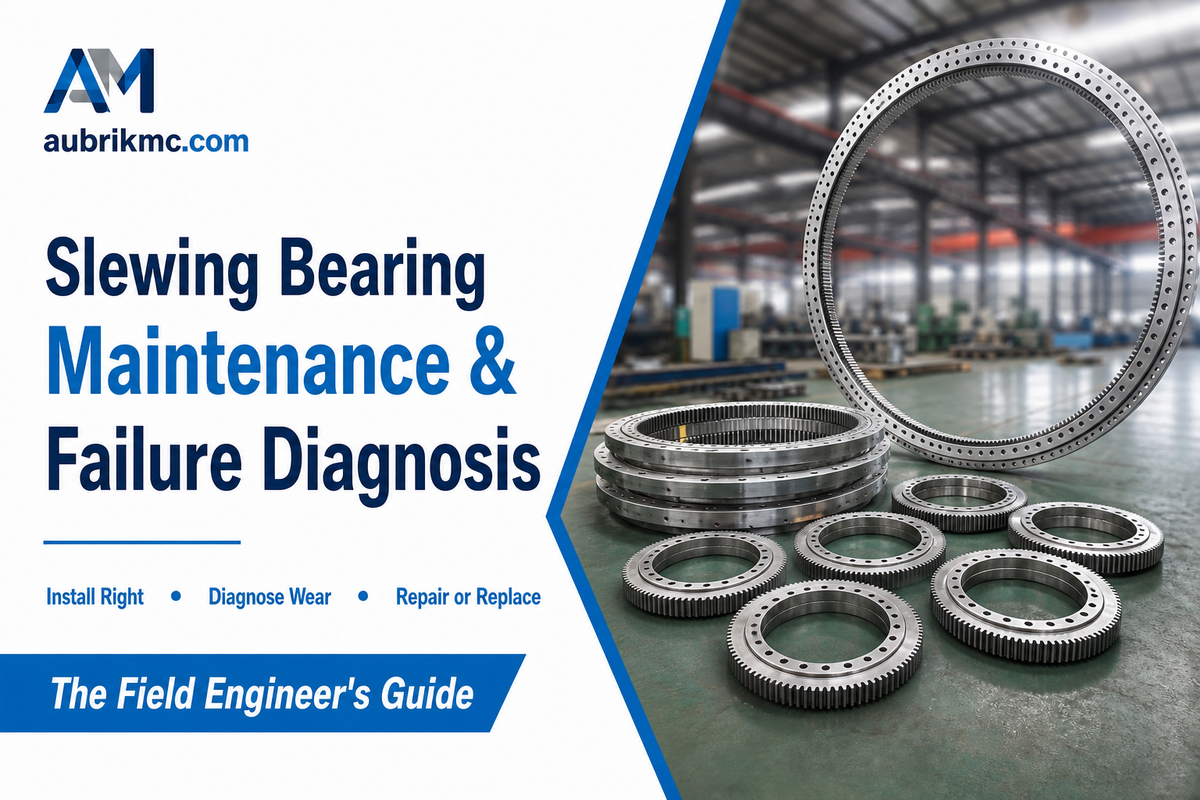
Why Slewing Bearings Fail Early (And It Usually Isn’t the Steel)
Proper selection of the right slewing bearing solves load capacity issues, but doesn’t inherently solve service life. Reading through bearing manufacturer recommendations for installation and maintenance reveals a remarkably short list of root causes of failure: an out-of-flat mounting surface, uneven bolt torque, a missed relubrication cycle, or dust and moisture past a failed seal.
- Installation error – mounting surface not flat or bolts not uniformly torqued
- Lubrication failure – missed relubrication or improper grease
- Contamination – dirt or water past damaged seal
- Overload – operation beyond moment rating
None of these causes stem from material defects. They’re all ownership decisions that lead two bearings from the same batch to perform completely differently on machines with different maintenance routines. That holds across a single-row four-point contact ball, an eight-point contact, a cross roller, or a triple row roller (three-row) slewing bearing — plain (gearless), with external gear teeth, or with internal gear — and across these slewing ring bearings and turntable bearings alike.
💡 Pro TipRaceway fatigue spalling is considered normal wear after a bearing has run its full rated life. Other failure signs show up long before that point, discussed below under “Reading the warning signs.”
This guide follows the bearing life timeline from here: how to ensure proper installation and lubrication, identify potential problems early, and know when to consider repair versus replacement. Aubrik’sslewing bearing specification and selection guide explains how to choose the right type of ring, dimensions, and moment calculation.
Installation: The Load-Path Walkthrough

The mounting bolts carry the load of the ring, transmitting it into the equipment’s supporting structure before it ever reaches the raceway — both the inner and outer rings depend on that clamping force to keep their rotational load path aligned. When that path is uneven — either because the mounting surface is out-of-flat or the bolts weren’t tightened in the correct sequence — the ring is put into a stressed state for which it was never designed.
📐 Engineering Note
Bearing manufacturers specify a maximum flatness deviation for the mounting surface, typically in the low tenths-of-a-millimeter-per-meter range — check the specific tolerance on your bearing’s installation drawing rather than assuming a generic figure, since it varies by ring diameter and construction type. Any surface machined or shimmed outside that tolerance concentrates load on a fraction of the bolt circle instead of spreading it evenly. Raceways are typically made to provide precise, even load distribution across the contact design — point contact for ball types, line contact for rollers — and reliable operation across high-load applications depends on that even distribution being preserved at installation, not restored later.
Bolt Tightening: Sequence Matters as Much as Torque Value
The number itself only gets you half of the way there. The National Academies’ bolting-preload recommendations suggest a staged tightening approach to evenly clamping a bolt joint: first snug to hand-tight, then snug to roughly 25% of the target torque, followed by approximately 50%, 75%, and then 100%, proceeding in a star or diagonal pattern rather than around the circumference. A common short-cut is to sequentially snug the bolts around the ring; that makes it almost inevitable that the last ones you tightened will be overstressed in compression compared to the ones tightened earlier.
-
✔
Be sure to clean the bearing’s mating surface and verify there are no contaminants trapped under the ring. These will reproduce a flatness problem even with a precision-machined surface. -
✔
Ensure your bolts meet the manufacturer’s property class (commonly a grade referenced against ISO 898-1 property classes); a bolt of a lower property class tightened to the correct torque value will still deliver inadequate clamping force. -
✔
Continue tightening in the staggered star pattern, and revisit the first bolts to verify they weren’t relaxed by the stresses introduced when neighboring bolts were torqued down. Elastic interaction will often cause previous bolts to ease off as nearby neighbors are torqued up.
Field service technicians consistently highlight how damaging a loosely mounted bolt can be before anyone catches it. In a very popular teardown post about replacing a slewing ring, someone wrote:
“if you don’t fully seat the bolts you can bend or break them off, or pull the threads out of the part.”
r/EngineeringPorn, slewing bearing service thread
With the bearing ring properly secured to the shaft and its mounting structure, you’ve finished the Load-Path Walkthrough – the bearing is now experiencing load just as its rating imply it will.
If you’re selecting a bearing instead of mounting one you’ve in hand, you’ll want to work through the load-side of that decision using a tool such as Aubrik’s tilting moment calculator.
Lubrication & Relubrication Intervals by Duty Cycle
Manufacturer-published guidance on how often a slewing bearing needs re-lubing is remarkably inconsistent — some documents cite a 50-to-500-hour window, others a flat 100 hours, still others split the interval by equipment speed, and an MIT-archived SKF bearing maintenance reference notes that the grease itself degrades over time even in storage, before the bearing ever runs a single hour. Don’t let that disparity confuse you: a bearing’s need for lubrication depends more heavily on its operating environment than the bearing itself — a grease-lubricated slewing ring on mining equipment such as a stacker, reclaimer, or loader needs a shorter interval than the same construction on a clean-room turret or mill equipment, and none of that grease schedule applies to the small self-lubricating plain bearings sometimes used on light-duty turntables. Many of these rings are designed for applications requiring intermittent rotation while managing heavy radial, axial, and moment loads at the same time, which is exactly why the duty-cycle table below treats environment as the deciding factor, not bearing type.
| Duty Environment | Typical Interval | Note |
|---|---|---|
| Clean indoor, light duty | 300–500 hours | Index tables, light automation |
| Crane / excavator, general construction duty | 100–250 hours | Dust and shock loading shorten interval |
| Jib crane / continuous swing duty | 100 hours or less | High cycle count purges grease faster |
| Wash-down / marine / offshore | 50–100 hours | Seal integrity check every cycle |
| Wind turbine yaw/pitch (oscillating, not continuous) | Per OEM schedule, often 6–12 months | False brinelling risk from oscillation without full rotation |
Lubricant compatibility can be as important as its frequency.
Using a grease with a different thickener than one used in the bearing will degrade both lubes’ structure instead of simply topping it off-which is why you can generally think of manufacturer-specified lube types as mandatory, not as a starting suggestion.
⚠️ Important
The most common result of over-greasing is churning friction that raises bearing operating temperature and blows out seals with the buildup of internal pressure.
Apply lubricant until you get a clean purge, and then stop; there’s no benefit to adding more than necessary.
Wear & Failure Signals: The 9-Signal Wear-Signal Field Key

Most slewing bearing problems offer up early symptoms — a bit of noise, slightly increased power consumption — before outright failure or seizing, and the hard part is recognizing what these disparate symptoms mean when considered together. A peer-reviewed bearing health assessment study makes the case for exactly this kind of interval-based signal tracking rather than waiting for a single dramatic failure event. The components of a slewing ring are designed for optimal economy and capacity for given load across a range of applications requiring intermittent rotation, from index tables to a stacker’s gearbox drive; ball slewing designs, sometimes sold as ball bearing slew ring bearings, are the simplest of the slewing bearing solutions on the market, and understanding how a slewing bearing works from a cross-section makes the diagnosis table below easier to read.
| Symptom | Likely Cause | Urgency Tier | Action |
|---|---|---|---|
| Resistance to swing / boom overtravels stop | Raceway fatigue or contamination binding | High | Stop, inspect grease for debris |
| Grinding during rotation | Metal-to-metal contact, worn rolling elements | High | Stop, do not continue loaded operation |
| Metal chips in purged grease | Raceway or rolling-element wear in progress | Medium-High | Schedule clearance measurement this week |
| Visible raceway discoloration at one angular zone | Localized overheating from asymmetric tilting-moment loading | Medium-High | Check mounting flatness and bolt torque at that zone |
| Rising drive-motor current at same load | Increased friction — lubrication or preload issue | Medium | Check lubrication first, then bolt torque |
| Vibration signature change | Early raceway fatigue, often subsurface | Medium | Vibration analysis can flag this months before it’s visible |
| Grease weeping or discolored purge (milky or gray) | Seal degradation letting in water or fine contaminant | Medium | Inspect and replace seals before next relube cycle |
| Fluctuating rotation speed under steady drive input | Uneven gear mesh or localized raceway damage causing binding | Medium | Check gear tooth contact pattern and raceway continuity |
| Growing backlash / play | Cumulative wear on raceway or gear mesh | Medium | Measure clearance, compare to OEM limit (see next section) |
How Long Does a Slewing Bearing Last?
There isn’t one single number for service life — it tracks duty cycle and maintenance quality far more than bearing-capacity ratings. A crane slew ring on a routine lube-and-bolt-check schedule typically runs 10 to 15 years in construction service; a wind-turbine yaw or pitch bearing is often sized against a 20-year turbine project life. Both assume the maintenance in this guide was actually followed — skip it, and either bearing fails well before that window closes.
“In a swing application, the most-loaded ball can see several times the average load, so in-field diagnosis needs to pick up the earliest symptoms — not wait for the bearing to cry ‘help’ by locking up.”
Aubrik Engineering Team, Slewing Bearing & Drive Division
One well-documented technician’s tear-down shows when to repair versus scrap a slew bearing: a contaminated, not physically deformed, unit often warrants a good cleaning and new balls. How to make that call come next.
Cross-Roller vs Ball vs Three-Row: Which Wears Differently
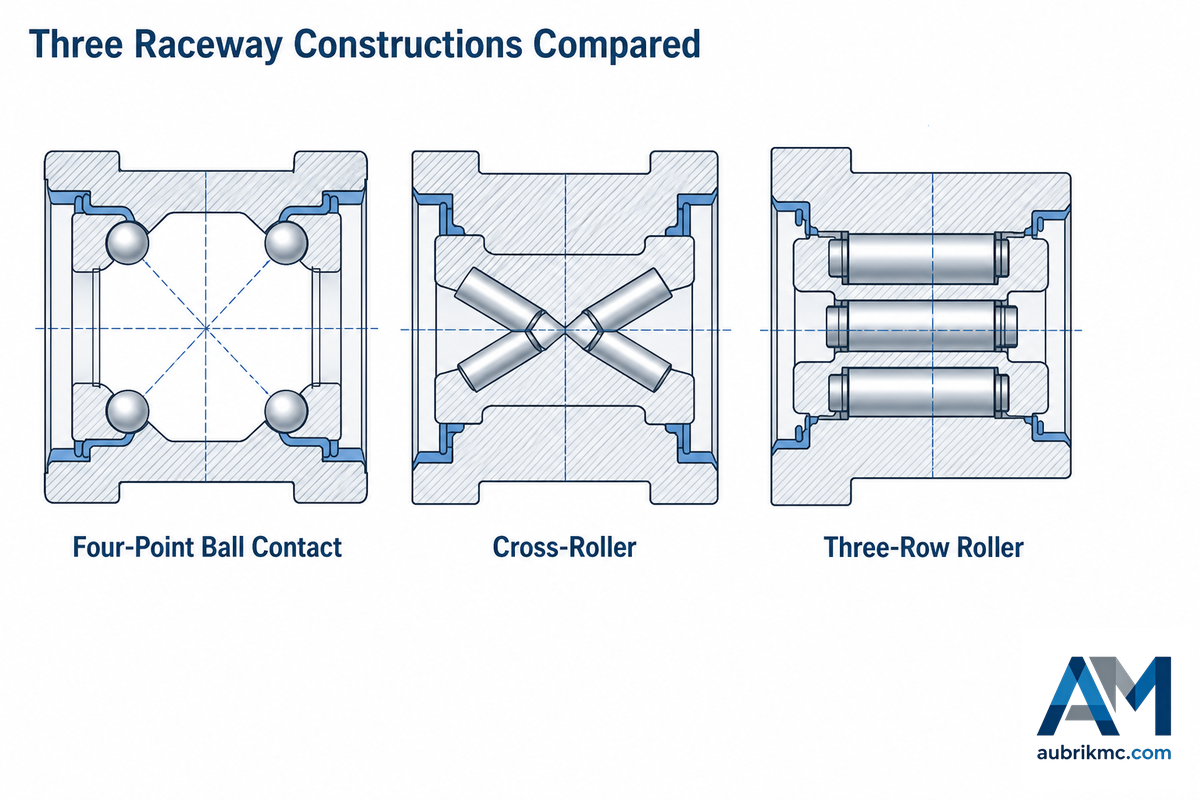
Aubrik’s Construction-to-Load Decision Tree covers which type — four-point contact ball bearing, cross roller bearings, or three-row roller — to buy for a given load case; it also covers materials, from standard bearing steel to corrosion-resistant options where corrosion resistance matters more than raw capacity. Once a rotating bearing is installed, though, the different designs’ aging characteristics mean the day-to-day maintenance is anything but identical.
The Cross-Roller Precision Ladder: Maintenance Burden by Construction
✔ Lower-Maintenance-Burden Traits
- Four-point contact ball’s point contact — the same geometry behind a deep groove raceway — creates the least rolling resistance among the types (lowest operating temperature and slower lubricant breakdown).
- For this same reason, ball bearings handle minor flatness variations in mating mounting surfaces better than line-contact constructions (which concentrate loads on smaller contact areas).
- Cross-roller and three-row constructions typically hold tighter running clearances longer when mounted correctly under stable loads, and generally deliver higher load capacity and higher moment capacity for the same outer diameter.
⚠ Higher-Maintenance-Sensitivity Traits
- Because line-contact cross rollers concentrate stress at a point on the outer ring’s mating surface (rather than across an area), they’re much more sensitive to surface flatness variation — this radial load sensitivity is a maintenance factor, not a defect.
- Three-row roller constructions require the most lubrication access ports and maintenance, and typically carry a larger OD for the same bore than a comparable high load capacity ball type.
- Higher-friction bearing types, such as three-row and cross roller designs, tend to run hotter under high moment loading, which leads to increased wear and shorter lubricant intervals.
Choosing the optimal construction type doesn’t change once a bearing is installed, but its unique aging patterns will affect how it’s maintained. A cross roller installed in a robot head for precise motion will have shorter required mounting-flatness checks than a four-point ball bearing in a crane slew application, for example, but both may use similar check intervals under equivalent conditions.
Repair, Refurbish, or Replace? The Tilting-Moment Worksheet

Just because it hasn’t physically failed yet doesn’t mean a slew bearing is safe to operate. Here’s what determines if wear is a showstopper:
Repair-vs-Replace Decision Framework
- Compare current running clearance/backlash against recorded initial value (or manufacturer specification if no initial reading exists).
- If current clearance/backlash is within specifications and no significant wear is indicated by other tests, return the unit to monitored service, rechecking again at the next regular maintenance interval.
- When your clearance exceeds the limit, or your bearing is installed in crane equipment that recently had a safety-related repair, or is approaching annual inspection, it requires a qualified-person inspection prior to returning to service as per OSHA 29 CFR 1926.1412.
- If your qualified inspection finds damage like cracking or wear beyond the OEM specified limit, replace.
Otherwise, keep it in service, with a shortened interval for rechecking.
Worked comparison: the operator of a crane notices 1.4mm of axial clearance in a bearing with an OEM specification of 1.0mm, whereas the baseline during commissioning was 0.3mm.
That condition is beyond the written limits, so based on the logic above, the bearing must undergo qualified-person inspection instead of a shop-floor guess — the inspection determines whether the bearing gets replaced.
⚠️ Important — Why This Isn’t a Pure Calculation
Bearing life standards like ISO 281 address fatigue life based on rated condition and explicitly mention that the influence of wear, corrosion or electrical erosion on life are not considered in the standard.
Once the bearing has already been diagnosed with measurable wear, it has departed from the initial assumptions upon which that standard is based. For this reason, a clearance comparison in conjunction with a qualified-person inspection, as opposed to a calculation for life based on backward-engineered life values, constitutes the appropriate course of action.
Verifying a Replacement Ring: The China-Sourcing Verification Checklist
Once the decision has been made to replace the bearing, sourcing the part can be just as critical as the bearing itself. Aubrik’s manufacturer-direct replacement process for its original line of bearing products — covering customer requirements from small slewing bearings a few hundred millimeters across to rings several meters in diameter, in standard or corrosion-resistant steel options — is outlined on the slewing bearing page; the checklist below applies whether you’re reordering from the original manufacturer or choosing a new supplier.
- Confirm the part number matches the original designation code — this includes bearing bore, gear type, and hole pattern, in addition to the OD (outer diameter); small rings sold in the 80 mm to 310 mm range are just as easy to mismatch on gear type as the large ones.
- Require a cert for the hardness of the bearing raceway, including the depth of the hardened case – a bearing raceway can pass a surface check while still lacking adequate case hardness to bear rated load.
- Request traceability documentation, in the form of a mill certificate, for the specific alloy intended for the original component.
- Compare the quoted lead times with the production capacity rather than just a sales estimation; identify the specific plant and the particular slot in the production schedule the bearing is assigned.
Condition Monitoring & the Shift Toward Predictive Maintenance

Slewing bearings typically sit within the internal structure of a machine — beneath a rotating platform or within the swing frame of a crane — so they’re not as readily accessible as an externally mounted shaft bearing, and, as covered above, a slewing bearing failure carries the tip-over and structural risk that makes it safety-critical rather than just a productivity hit. Put those two established facts together and the case for integrated condition monitoring on this specific bearing type looks stronger than a generic digital-transformation pitch — it’s a judgment call this guide draws from the access and safety facts already laid out, not a claim from any single study.
Patent Activity Confirms This Is a Live Engineering Focus
Recent patent activity backs that up: a US patent filed in 2024, US20240068908A1, discusses an acoustic-emission-based system that detects raceway damage before it’s physically evident. A German utility patent, DE20316544U1, from an earlier date goes further, describing a monitoring system designed specifically for large-diameter slewing bearings. This looks like an ongoing engineering focus rather than a stalled idea.
| Metric | Value |
|---|---|
| Typical vibration-monitoring lead time before a raceway defect is visually detectable | 2–6 months |
| Most recent slewing-bearing-specific monitoring patent identified in this review | 2024 (US20240068908A1) |
Although it’s been said that the predictive maintenance market as a whole is expected to be in the tens of billions and growing well into the early 2030s, the scale of that market isn’t really the primary justification for investing in monitoring any given bearing. In fact, if the bearing is one that’s difficult to visually inspect and if a failure mode will be safety critical, then instrumentation is simply a reasonable insurance cost before the next scheduled teardown – not after.
- If you’re already logging drive motor current, track that parameter over time against baseline readings taken during commissioning.
- With a portable vibration analysis tool for each service inspection, you can identify many of the same issues a permanently installed system could reveal at a far lower cost; the Wear-Signal Field Key earlier in this guide explains how to interpret the detected deviations.
- This same access-difficulty logic applies to a slewing bearing excavator installation as much as a crane — a slew ring excavator hides its raceway just as thoroughly as a crane does, which is exactly the slewing bearing application where monitoring pays for itself fastest.
Frequently Asked Questions
Q: How long does a slewing bearing last?
View Answer
A bearing’s life is more dependent on the quality of maintenance it receives than the rated load it was built for. Regularly maintained slewing bearings in a crane that is lubricated and its bolts torqued in accordance with this guide should be able to provide 10 to 15 years of service life in a typical construction application. Wind turbine pitch and yaw bearings, on the other hand, are generally designed from the outset to last the 20-year project life of the turbine. Both of these estimates rely on adherence to the lubrication and installation guidelines provided in this guide; missing a relubrication schedule or operating a bearing with a damaged seal will shorten life drastically, irrespective of its original ratings.
Q: What causes slewing bearing failure?
View Answer
Other sources of premature failure include:Installation problems, missed lubrication schedules, contamination, and overload (in that approximate order of likelihood), and – to a lesser extent – a defective bearing material. Problems with the mating surfaces or uneven torquing of the bolts will lead to abnormal load concentrations, and missed lubrication will inevitably result in metal-to-metal contact well before the condition is otherwise detectable. The fatigue of spalling is a normal result of wear once a bearing reaches its rated life; this maintenance plan seeks to prevent anything but this final stage from bringing a bearing to its end of life.
Q: Can a slewing bearing rotate continuously in one direction?
View Answer
Yes, and in fact, most slewing bearings operate below 10 rpm a significant portion of their duty cycle, though there’s nothing inherent about the design that would prohibit continuous rotation as long as it stays within the rated limits. On the contrary, an oscillating duty, such as a wind turbine yaw bearing, will experience a phenomenon known as false brinelling, where the balls/rollers do not travel far enough to fully redistribute the lubricant and spread the load over the entire raceway surface, and such applications will have a different lubrication frequency recommended.
Q: How often should you check a slewing bearing for wear?
View Answer
With each relubrication, visually inspect and, after the first 100 or so hours of service, every 500 hours (or every year, which ever comes first), torque bolts again. With cranes, you also have an added layer of regulation: the OSHA 29 CFR 1926.1412 which demands a qualified-person inspection at least once per year (and after any repairs affecting safety).
Q: Do all slewing bearings need the same relubrication schedule?
View Answer
No – duty environment affects the intervals more than the bearing type does. In a clean, light-duty, indoor application, you’ll get 300-500 hours out of a greasing. However, in the case of a jib crane performing continuous swing duty, or a wash-down, marine environment, you’ll need to be in there every 50-100 hours (or sooner). Start by consulting the duty-cycle table (above), then check with your equipment manufacturer.
Related Resources
- Slewing Bearing Specification & Selection Guide – construction types, dimension tables, and moment-first selection method
- Tilting Moment Calculator – check axial, radial, and moment loads against static capacity
- Slew Drive Sizer – match torque, load, and rotation speed to an SE-series drive
- Designation Decoder – read a slewing bearing part number correctly before ordering a replacement
- Industrial Gear Capability Page – ring gear and mating pinion background for geared slewing bearings
Why We Write This
Aubrik makes both slewing bearings and SE-series slewing drive units, and this guide reflects the installation and troubleshooting questions equipment owners raise most — whether the ring is a cross roller slewing bearing or a three-row unit from slewing bearing manufacturers serving the crane trade. We built the field-diagnosis key and lubrication table by cross-checking several manufacturers; where they disagreed, we reported a range rather than one number presented as definitive.
Updated July 2026. Reviewed by the Aubrik technical team.
References & Sources
- 29 CFR 1926.1412, InspectionsOccupational Safety and Health Administration
- Appendix J: Bolting PreloadThe National Academies Press
- ISO 898-1Mechanical properties of fasteners made of carbon steel and alloy steel
- ISO 281:2007Rolling bearings, Dynamic load ratings and rating life
- US20240068908A1Bearing Monitoring/Analysis System, USPTO
- DE20316544U1Monitoring device for large-diameter bearings, DPMA