Get in Touch with Aubrik Company
Robotic Welding Machine Guide for Fabrication Buyers
Contents
show
Updated July 2026
A robotic welding machine is an automated welding cell that combines robot motion, welding power, tooling, controls, safety systems, and operator handoff. It can be a compact cobot package, a guarded industrial welding cell, or part of a larger production line.
Quick Specs Card
| Core equipment | Robot arm, welding power source, torch, controller, fixtures, safety system, optional positioner, and integration support. |
|---|---|
| Common processes | GMAW/MIG, TIG, spot welding, laser welding, and other arc welding methods. |
| Best-fit work | Repeatable parts, stable fit-up, enough volume per part family, documented weld sequence, and defined weld quality rules. |
| Common blockers | Weak fixtures, variable gaps, poor torch access, missing programming support, unclear quality acceptance, and weak commissioning records. |
| Next step | Use the 4-Gate Shop-Readiness Filter before asking for a configured cell. |
This machine is not just a welding robot with a torch. In a working fabrication shop, it’s an automated welding system that connects motion, weld power, tooling, guarding, sensing, programming, and operator handoff into one repeatable process.
OSHA describes an industrial robot system as more than the robot itself: the control system, power sources, sensors, input/output devices, and attached equipment all matter. That’s why quote comparison starts with scope, not brand.
What Is a Robotic Welding Machine? A Buyer-Safe Definition
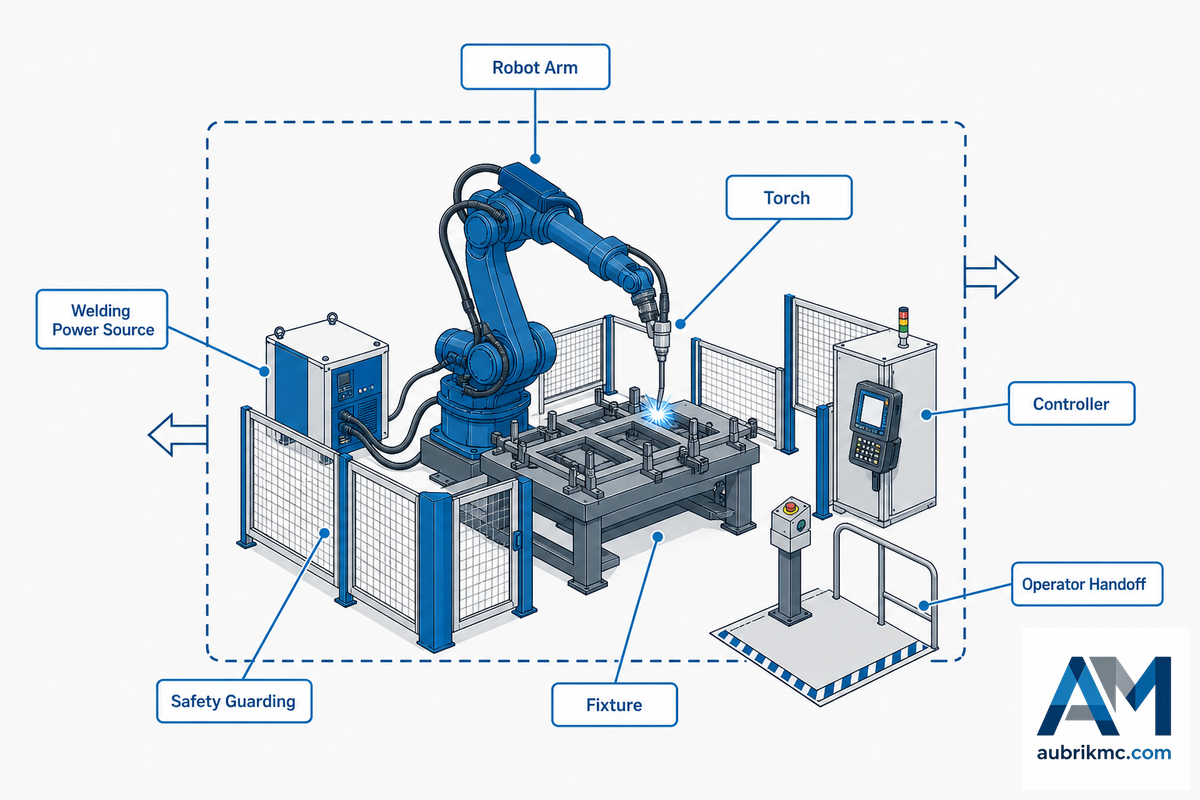
Most robotic welding machines are automated welding setups built around a programmable robot, a welding power source, a torch, a controller, tooling, and a safety system. The system may use a standard industrial robot, a cobot, or a custom gantry-style setup. The machine creates value only when the welding process, fixture, part presentation, and operator workflow are stable enough for repeatable welds.
This definition matters because buyers often compare three different things under one keyword: a robot arm, a cobot welding package, and a fully integrated welding cell. Robot arms can move; working welding cells must also hold the part, control the weld, protect people, and prove acceptance.
One common mistake is treating this as a catalog decision. A shop running 2 shifts can still lose uptime if the fixture datum moves, the gap changes, or the operator handoff is not defined. The risk is not only poor weld quality; it is a cell that passes a demo and then fails on real part variation.
Brand credentials should support, not replace, the scope check. Aubrik’s public profile references ISO 9001 certification, CE, and long-term welding automation experience, yet buyers should still ask how those capabilities translate into fixture design, site acceptance testing, operator training, and post-install support for their own part family. For a neutral boundary, compare the quote scope against OSHA’s industrial robot system guidance, which treats the robot, controls, sensors, power sources, and attached equipment as a system.
Arm, Cell, Fixture, Power Source, Controller: What You Are Actually Buying
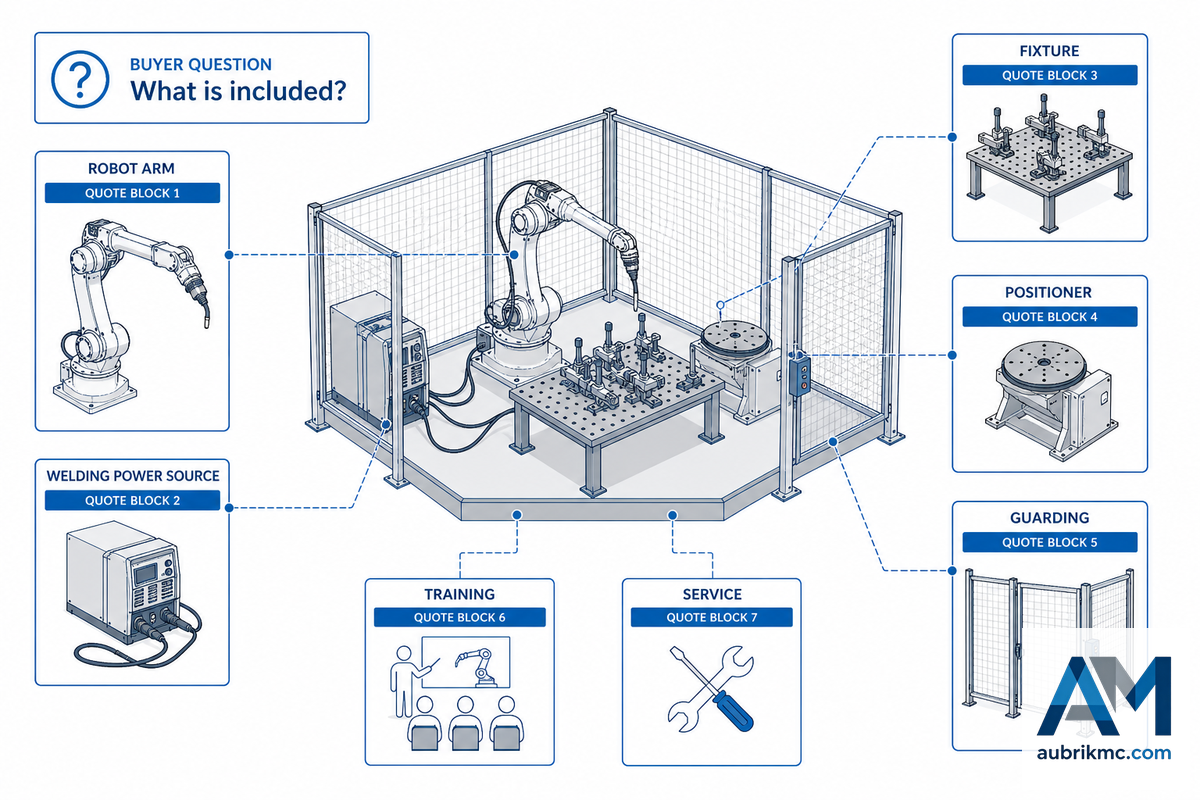
Two robotic welding quotes can look similar on the first page and still cover very different scopes. One may include only the arm, torch, power source, and simple table.
Another may include fixtures, a positioner, guarding, fume extraction, programming, training, safety validation, spare parts, and after-sales support.
| Scope item | Why it changes the quote | Buyer question |
|---|---|---|
| Robot arm | Payload, reach, axis design, and controller family set the motion base. | Is the quoted arm enough for the largest part and torch angle? |
| Power source and torch | MIG, TIG, laser, and spot welding need different weld equipment and controls. | Does the package match the actual welding process? |
| Fixture and positioner | Fixtures decide repeatability, access, gap control, and changeover time. | Who designs, builds, and validates the fixture? |
| Safety and compliance | Guarding, sensors, ventilation, fume control, and OSHA welding hot-work rules can change layout. | Is risk assessment and site acceptance included? |
| Programming and training | Robot controller programming is not fully standardized across manufacturers. | Can your team edit paths, recover faults, and add part variants? |
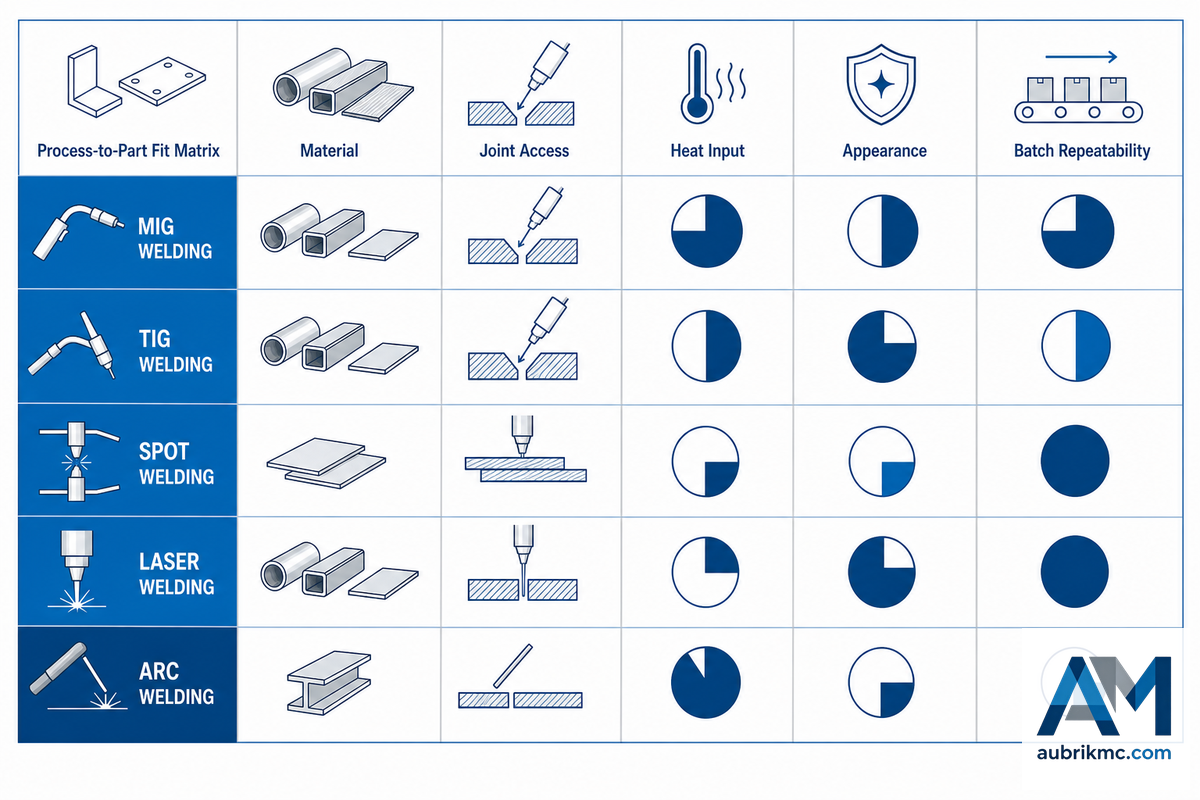
MIG, TIG, Spot, Laser, and Arc Welding: Match the Process to the Part
Process selection should happen before robot selection.
AWS describes robotic welding technician work around automated systems and process knowledge such as gmaw/MIG, GTAW/TIG, and spot welding. That’s a useful reminder: the welding process still carries the quality burden.
For process safety context, OSHA’s welding, cutting, and brazing standards page is a better reference than a supplier brochure when the question involves ventilation, hot work, arc exposure, or worker protection.
| Process | Often fits | Watch first |
|---|---|---|
| MIG / GMAW | Repeatable steel fabrication, frames, brackets, structural parts. | Wire feeding, gas coverage, fit-up gap, spatter control. |
| TIG / GTAW | Neat weld appearance, stainless, aluminum, thinner parts, controlled heat input. | Cycle time, torch angle, filler handling, operator skill transfer. |
| Spot welding | Sheet-metal assemblies and repeatable production fixtures. | Electrode access, part stack-up, clamp force, weld schedule control. |
| Laser welding | High-speed, low-distortion joints where part prep and enclosure can be controlled. | Joint fit, reflectivity, enclosure, safety class, capital cost. |
The example numbers below are RFQ fields, not universal weld settings. Replace every example with tested values from your weld procedure, fixture trial, and site acceptance record.
| Machine type/category | Often evaluated for | Specs to record before RFQ |
|---|---|---|
| MIG cell | Gas metal arc welding on repeatable steel parts. | Wire size 1.0 mm, sample travel speed 450 mm/min, and trial current window such as 120 A to 220 A. |
| TIG cell | Gas tungsten arc welding where appearance and heat input matter. | Material range 1.5 mm to 6 mm, arc-on time in min, and filler handling method. |
| Spot welding cell | Sheet-metal assemblies with controlled stacks. | Stack thickness in mm, clamp force in kg, and electrode service interval in hr. |
| Laser beam welding cell | Low-distortion joints when enclosure and part prep are ready. | Power class in kW, joint gap limit such as 0.2 mm, and enclosure checklist. |
| Cobot welding package | Operator-tended high-mix parts. | Part mass 15 kg, fixture swap time 5 min, and operator distance rule. |
| Guarded industrial cell | Long duty-cycle production and larger positioners. | Positioner payload 250 kg, safety-zone distance in mm, and 24 hr service plan. |
| Rail-mounted robot | Long beams, tanks, frames, and shipbuilding sections. | Rail length 6 m, cable bend radius in mm, and reach study for full seam access. |
| Positioner-based cell | Round, cylindrical, or multi-side parts. | Rotation speed 5 rpm, part diameter 800 mm, and fixture repeatability 0.5 mm. |
| Vision-guided cell | Parts with gap drift or weld path variation. | Sensor offset 2 mm, calibration interval 8 hr, and accepted detection checks by trial coupon. |
| Pneumatic fixture cell | Repeat parts needing fast clamps. | Air supply 80 PSI, clamp sequence time 10 sec, and leak-check interval in days. |
Which robotic welding process is best for repeatable fabrication work?
For many shops, MIG welding is the first candidate because it already fits common steel fabrication. TIG and laser welding can be strong options when appearance, heat input, or material behavior matters more than raw cycle time. The safest first step is to choose a stable part family, then prove the weld process before buying reach and payload.
Cobot or Industrial Robot? Use Payload, Reach, Duty Cycle, and Guarding to Decide
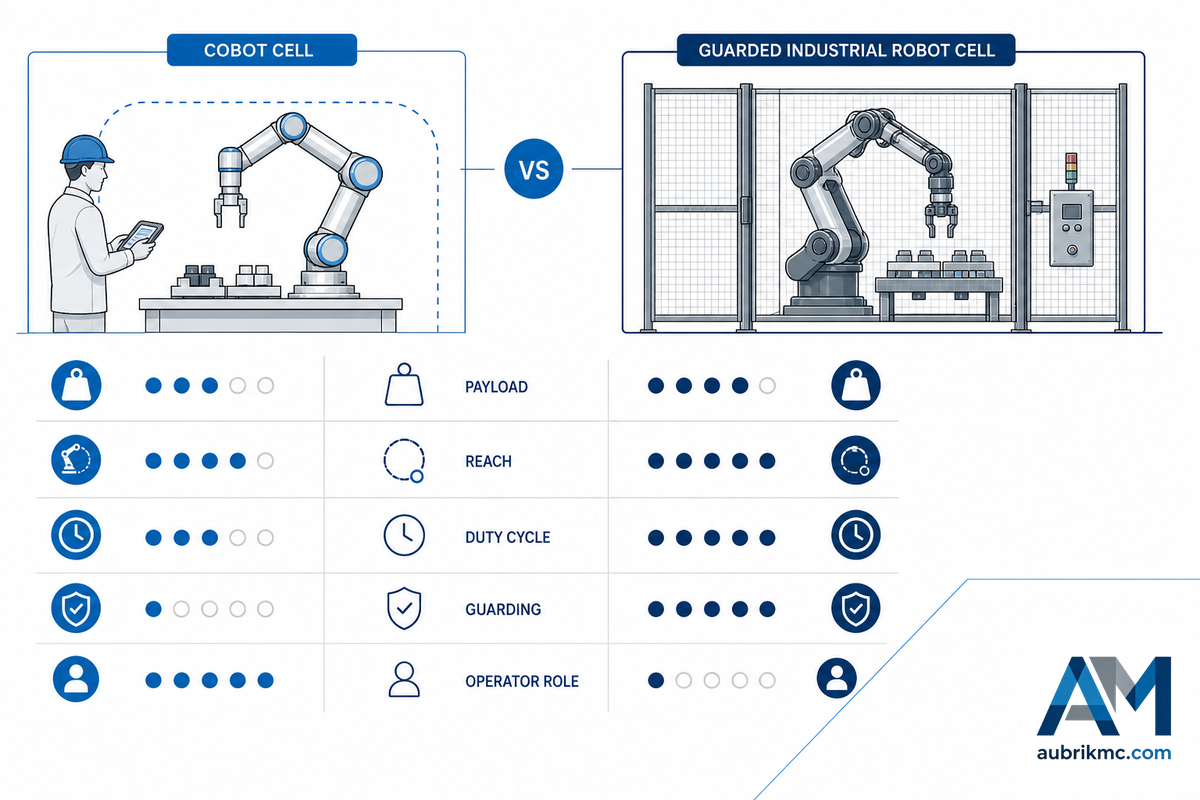
Cobot welding can be useful for high-mix work, smaller parts, and operator-tended welding cells. Guarded industrial robots can fit heavier parts, longer duty cycles, larger positioners, faster motion, or layouts that require physical separation.
Label choice is less important than the risk assessment.
Collaborative does not mean safe without review. The whole robot cell must be evaluated, not just the arm; OSHA’s robot safety guidance points buyers back to the complete robot system and application. This includes end-of-tooling, fixture, workpiece edges, heat, arc flash, fume, and the operator’s tasks.
| Decision factor | Cobot may fit when… | Industrial robot may fit when… |
|---|---|---|
| Part size | Parts are small enough for close operator tending. | Large parts need long reach, a rail, or a positioner. |
| Production pattern | High-mix parts repeat by family. | High-volume parts run for long shifts. |
| Guarding | Risk assessment supports shared-space operation. | Speed, heat, tooling, and part mass call for separation. |
| Programming | Operators need guided path teaching and frequent edits. | The shop can support offline programming or integrator support. |
The 4-Gate Shop-Readiness Filter

Wrong first question: Which robot do we buy? Better first question: Can this shop present the same weld to the robot the same way tomorrow? Apply the 4-Gate Shop-Readiness Filter before the PO.
Buyer rule: readiness is not only repeatable parts. Because OSHA treats site acceptance, risk assessment, and maintained compliance as part of robot application safety, the buyer should confirm programming ownership, ISO 10218-aligned safety review, and post-change validation before production release.
- Part family repeatability: reorders, stable joint geometry, released drawings, known material variability.
- Fixture control: repeatable datum surface, clamp sequence, torch clearance, changeover time.
- weld path clarity: starts, stops, access angle, rework threshold, inspection criteria.
- Ownership capacity: trained operator, programming support, maintenance owner, safety owner, service plan.
If these four gates are mostly clear, education can transition to a configured project discussion. For configured production cells, review Aubrik’s robotic welding machine solution for configured production cells.
Robot Cost Stack Map: What Changes the Real Price
Public price ranges for robotic welding equipment are broad and often commercial. Small packages, arm-plus-power-source packages, configured weld cells, and turnkey production lines should not be treated like apples-to-apples purchasing. Use a cost stack rather than a single price promise.
Workforce planning is also part of the cost stack. BLS reports welder labor-market openings and automation pressure, which is why a buyer should price training, setup, inspection, and maintenance roles instead of only asking for arm hardware.
Support terms belong in the same cost stack: ask whether help is 24 hour, next-business-day, or scheduled maintenance only.
| Cost layer | What it includes | Quote risk |
|---|---|---|
| Base robot package | Robot arm, controller, teach pendant, basic cables. | May exclude welding equipment. |
| Welding package | Power source, torch, wire feeder, gas path, torch cleaner. | Must match the welding process. |
| Cell hardware | Table, fixture, positioner, guarding, fume extraction. | Often where the real difference appears. |
| Integration | Programming, safety validation, site acceptance, training. | Weak handoff can create downtime. |
| Lifecycle support | Spare parts, updates, service response, change control, and a stated 2 days response target. | Missing ownership can turn small changes into delays. |
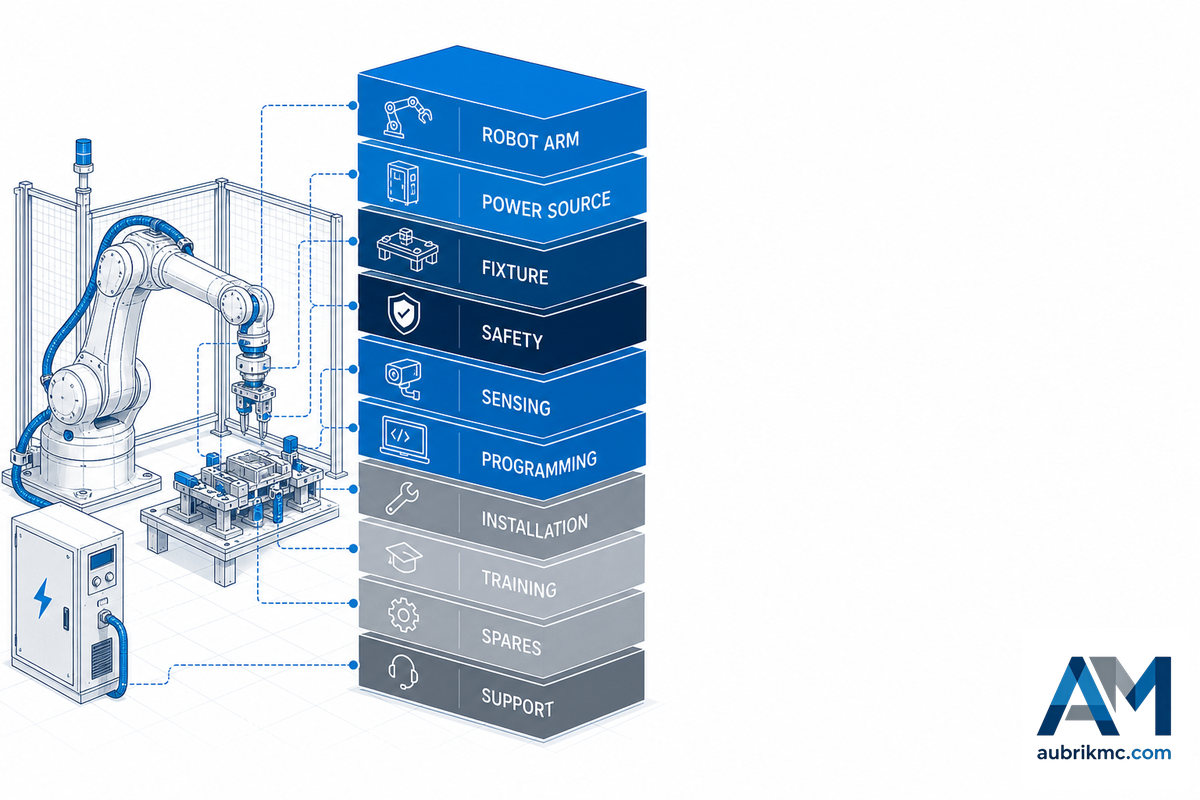
What does a robotic welder cost? It depends on what you mean by welder. Robot-arm-only pricing is not the cost of a safe working weld cell. Useful RFQs list robot, weld power, fixture, positioner, safety system, sensing, programming, installation, training, spares, and support.
Integration Risks Buyers Miss Before the Purchase Order
Integration risk is where most first robotic welding projects turn harder than initially imagined. OSHA indicates that the site acceptance test should be conducted by the integrator and verified by the user and that employers maintain responsibility for the application to remain compliant after startup.
| Risk surface | Ask before signing |
|---|---|
| Programming ownership | Who can edit paths, recover faults, and add new part variants? |
| Integrator scope | Is fixture, guarding, fume extraction, and site acceptance part of the statement of work? |
| Welding compliance | Who reviews hot-work authorization, combustibles, eye protection, ventilation, and fume control? |
| Cyber and access control | How are controller access, remote service, data loss, and unauthorized changes controlled? |
| Validation records | Will you receive risk assessment, site acceptance test, safety-function settings, sensor checks, and training records? |
Engineering Note: A cobot or a guarded robot can lessen direct exposure to the arc but not weld specific tasks. Ventilation, fume capture, fire prevention, eye protection and hot work controls should be on the project plan.
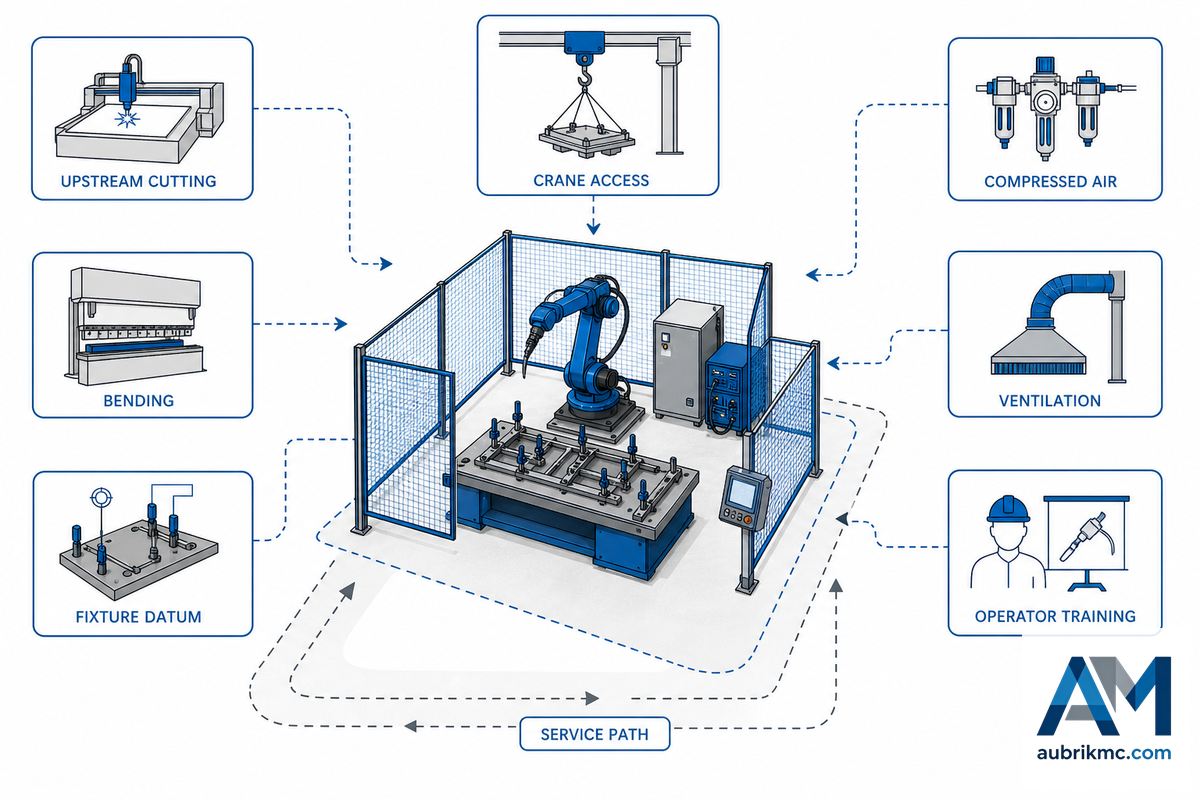
For a first-time robotic welding systems buyer, integration also means: welding operations compatibility, crane access, compressed air supply, shop ventilation, and upstream cutting/bending processes. A small footprint is useful in a packed fabrication bay, but uptime relies more on fixture access, service responsiveness, and whether a human welder can safely step in when the part family is not ready for automation.
Quality Controls: Seam Tracking, Torch Position, Traceability, and Weld Data
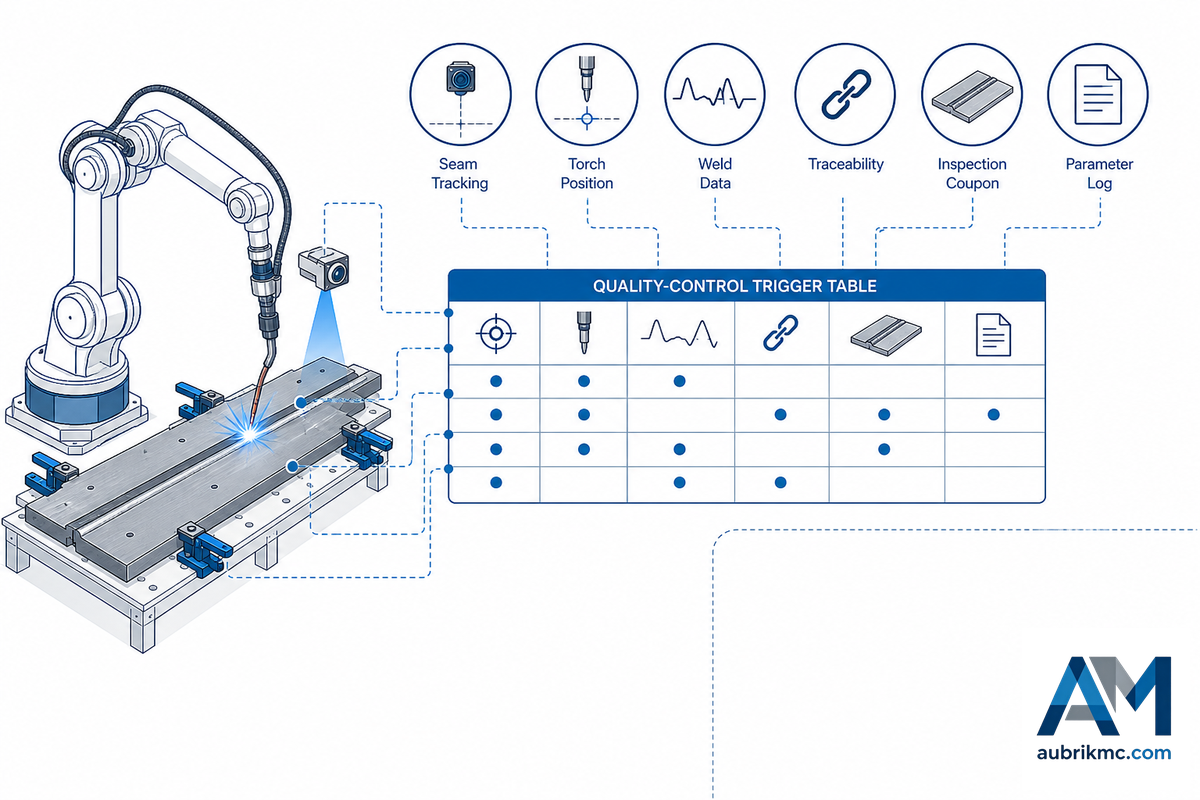
When there is little part variation and fixtures are stout, a taught path might suffice. When gaps wander, heat distorts the joint, or the customer requires data, sensing becomes part of the weld solution. One 2024 review of active visual sensing categorizes robotic welding into seam tracking, defect detection, 3D weld pool measurement, and path planning.
For cell scope, OSHA’s industrial robot system guidance also treats sensors, input/output devices, and attached equipment as part of the system, which is why sensing cannot be separated from fixture and safety review.
Smart quality control is another area to be aware of when looking at welding productivity capabilities. If you’re looking at multi-pass welding, ship assemblies, thick plates, or long seam applications, you’ll want sensing, calibration, and inspection rules set up for the cell before it starts pushing out high-quality welds at production pace. With these, you’ll evaluate robotic systems on acceptable welds, not on dry cycle motion alone.
| Trigger | Possible control | Acceptance question |
|---|---|---|
| Gap or fit-up drift | Touch sensing, through-arc seam tracking, laser seam tracking. | Can the cell detect the joint before welding? |
| Torch access risk | Positioner, extended reach, path simulation, torch angle review. | Can the torch hold angle without collision? |
| Porosity or bead defect risk | Process window, gas control, weld bead inspection, sample tests. | What defect rate or inspection rule is acceptable? |
| Traceability requirement | Weld data logging, program revision control, operator records. | Which parameters must be stored for each part? |
2026 Buyer Trend: What Changes the RFQ, Not Just the Market Forecast
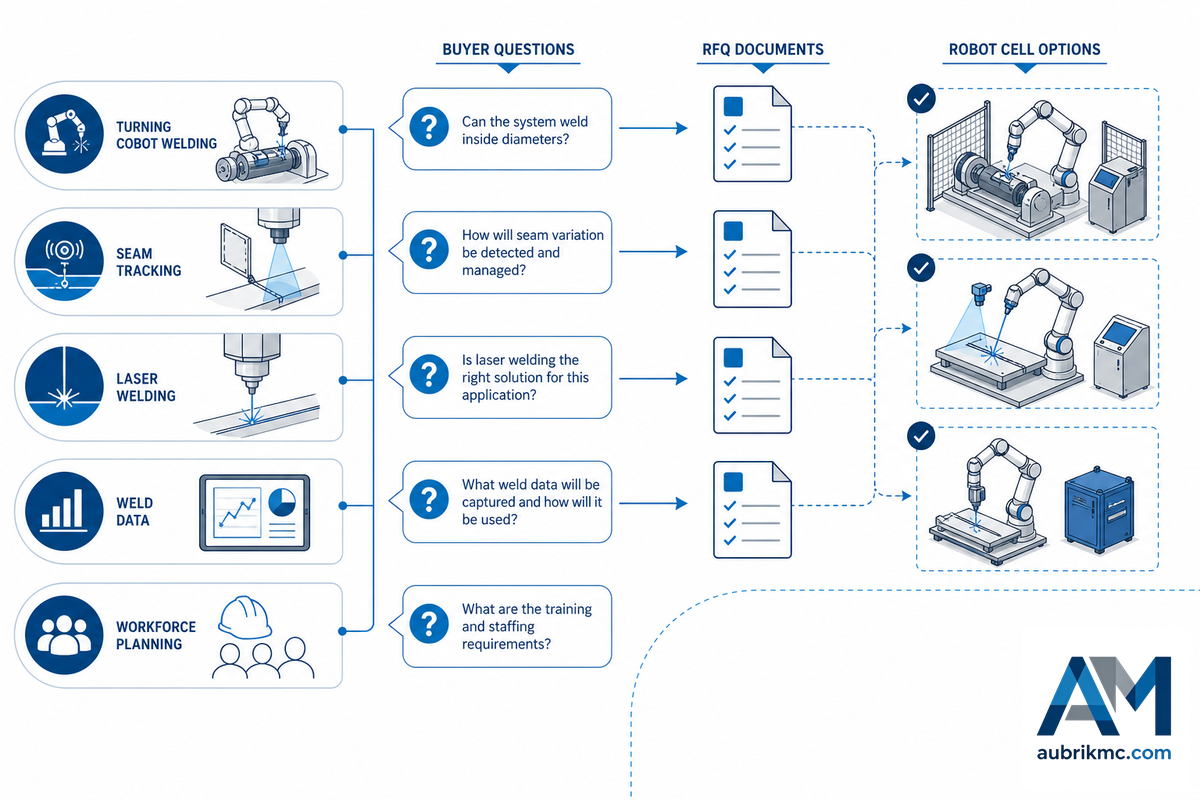
Trend numbers are helpful in setting context but shouldn’t solely drive your RFQ. While the International Federation of Robotics reported 542,000 global industrial robot installations in 2024, installations in the Americas and the United States decreased from 2023. The better question for US buyers isn’t “Is automation growing?” but “Which trends change what I need to ask my integrator?”
| Trend | RFQ action |
|---|---|
| Cobot welding | Ask whether part size, duty cycle, and guarding fit shared-workspace deployment. |
| Seam tracking | Ask whether variable gaps should be handled by better fixtures, sensing, or both. |
| Laser welding robots | Ask whether material, joint design, enclosure, and capital cost justify the process. |
| Weld data and traceability | Ask which weld parameters, program revisions, and inspection records must be stored. |
| Workforce planning | BLS reports about 45,600 annual US openings for welders, cutters, solderers, and brazers for 2024-2034, but also says automation may limit overall demand. Ask how roles shift into setup, tending, inspection, and maintenance. |
FAQ
How much does a robotic welder cost?
Robotic welder cost depends on scope: robot arm, cobot package, welding power source, fixture, guarding, programming, installation, spares, and service. Compare prices only after suppliers state the cell boundary, part family, acceptance test, and training responsibility in writing for every quote.
Is robotic welding worth it?
Robotic welding is worth evaluating when parts repeat, fixtures hold geometry, weld volume is steady, and manual quality issues are measurable. It is a weaker fit for one-off fabrication, loose drawings, unstable gaps, or work without a clear acceptance criterion.
What is a robotic welding machine?
In practice, a robotic welding machine is an automated welding work cell that includes a programmable robot, welding power source, torch, controller, safety systems, and tooling. For the customer, the machine must be viewed as a working cell, rather than a robot arm alone. Many factors such as fixture design, programming and process control, safety guarding, fume extraction, and testing for acceptable welds must be present before the cell can reliably output acceptable welds on each shift.
What is the cost of an automatic welding robot?
Automatic welding robot cost depends on whether the quote covers only the robot package or a complete welding cell. Ask each supplier to separate the robot arm, welding equipment, fixture, safety system, programming, installation, training, support, first sample run, site acceptance test, spare-parts package, and future path-editing support before comparing prices or project payback. Also confirm who owns fixture revisions, ventilation, safety validation, controller backups, warranty response, and on-site commissioning.
Is welding automation difficult to learn?
Welding automation difficulty varies by cell and controller. Some cobots support guided teaching, while many industrial robots rely on a teach pendant or offline programming methods. OSHA notes that robot-controller programming is not standardized across the robotics industry, so buyers should specify programming support, service, and operator training.
What are the advantages of robotic welding over manual welding?
Robotic welding systems can provide repeatable torch travel, consistent speed, more reliable weld quality and greater separation from heat, fumes, and arc light, along with better documentation. Whether these advantages can be realized depends on the fixtures, consistency of the part fit, the operator’s training, the weld procedure control and the quality control measures. Poor fit-up, by itself, will not be improved by a robot.
Which type of welding is used in automobile manufacturing?
Automobile manufacturing often uses robotic resistance spot welding for sheet-metal body structures because weld locations repeat at high volume. MIG, arc, laser, and other processes may be used for brackets, frames, battery trays, exhaust parts, or heavier fabrication after process testing.
When to Move From Guide to Project Scope
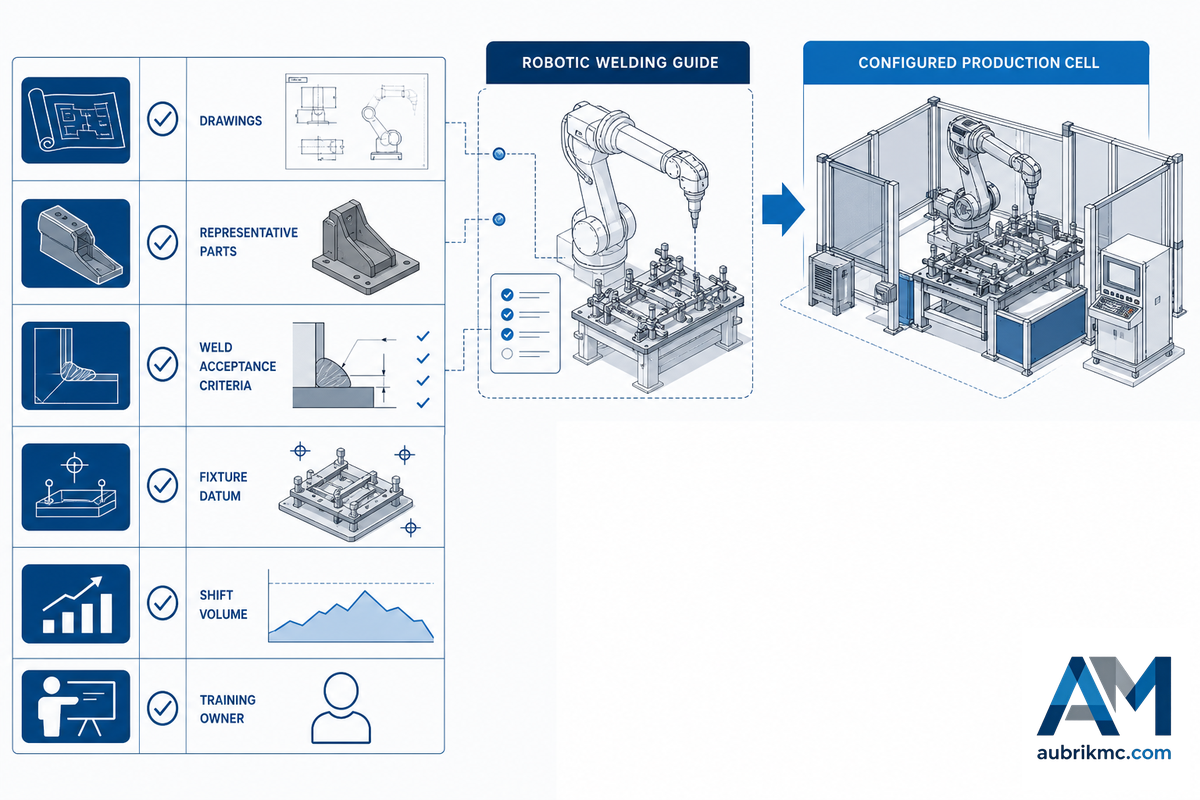
Move from reading to scoping when the problem has become specific: 2 drawings or representative parts, weld acceptance criteria, fixture datum points, 8 hour shift volume, and an owner for operator training. This matters because a production cell is an engineered project, not a catalog machine; the expensive risk is buying motion before the application, safety review, and support model are defined.
Aubrik (Wuxi ABK Machinery) offers welding automation machines and production lines for serious heavy fabrication buyers. Its public brand materials reference ISO 9001 certification, CE, and a 1999 founding history. If your part family, fixture control, weld path, and ownership strategy are mature enough, the next step is a configured cell discussion, not more broad research. Here the robotic welding solution changes from educational matter to a turnkey solution scope, including cost of labor, fixture work, operator training, support, and maintenance.
Review Aubrik’s configured robotic welding machine for production-line projects
References
- OSHA Technical Manual: Industrial Robot Systems and Industrial Robot System Safety
- OSHA 1910.252: Welding, Cutting, and Brazing General Requirements
- OSHA Welding, Cutting, and Brazing Standards
- AWS Robotic Welding Technician Career Path
- ANSI: ISO 10218-1:2025 Robot Safety
- TUV Rheinland: ISO 10218 Standard Update Alert
- International Federation of Robotics: World Robotics 2025 Press Release
- BLS Occupational Outlook: Welders, Cutters, Solderers, and Brazers
- Active Visual Sensing Methods for Robotic Welding Review



