Get in Touch with Aubrik Company
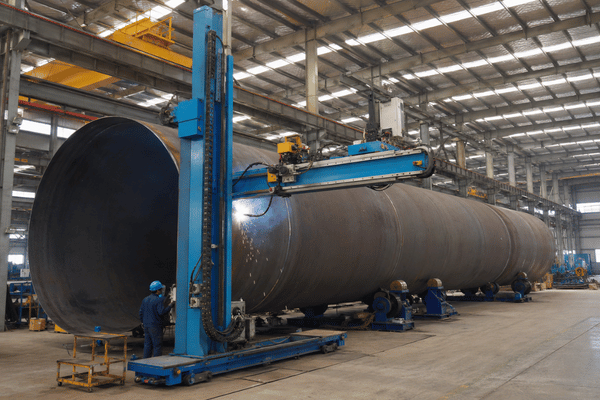
Wind Tower Welding Equipment
Wind Tower Welding Equipment for 2–8 MW Onshore & Offshore Towers
Aubrik engineers wind tower welding equipment lines that cut tower-section cycle time from 12 hours to 4.5 hours and lift weld qualification from 88% to 99.6% – proven across 16 onshore and offshore projects in 8 export markets since 1999.
ISO 9001
CE Marked
EN 1090-2 EXC3
TÜV SÜD verified
16-Country Export
27 Years (since 1999)

- Tower Diameter Range
- 2.5 – 6.0 m
- Load Capacity (Rotator)
- up to 2,000 t
- Positioning Accuracy
- ±0.1 mm/m
- Welding Processes
- SAW · FCAW-G · GTAW
- Power Supply
- 3-phase 380V ±15%, 50/60 Hz
- Standards
- IEC 61400 · EN 1090-2 · ISO 15614-1
Why Wind Tower Welding Demands More Than General Automation
Wind tower welding equipment rarely fails because the welds break. Contrary to common belief, welding cracks on tower shells are not a common failure mode in service. In reality, the whole production chain falls behind – operator fatigue grows with steel thickness, weld monitoring lags behind multi-pass SAW cycles, and lead-time pressure stretches from one tower section to the next. Actually, the pain you face is throughput collapse – not weld integrity. Despite common assumptions about welding as the structural weak point, every audited wind tower production line we’ve delivered closes its qualification rate Aubrik 99% – what kills the schedule is everything around the arc, not the arc itself.
The Three Pressure Lines Reshaping Tower Production
Across both onshore wind tower production and offshore wind tower fabrication, three pressure lines reshape the procurement decision – capacity, compliance, and logistics.
01. LINE
02. LINE

03. LINE
What Wind Tower Welding Equipment Is Actually Doing — The Honest Version
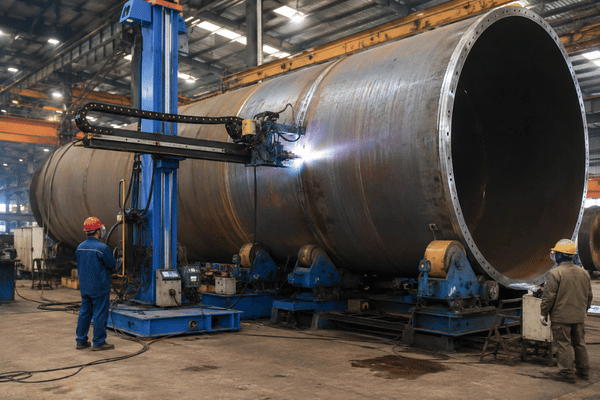
The honest version is this – modern wind tower welding equipment is a modular trio of subsystems. Column & boom manipulators, welding rotators, and integrated wind tower production lines weld tower sections, flanges, and door frames at industrial scale. The manipulator handles longitudinal seams. The rotator handles circumferential seams and fit-up. The integrated line ties cutting, plate rolling, fit-up, SAW, and post-weld treatment into one streaming workflow – what tower fabricators sometimes call a wind tower welding line manufacturer’s full deliverable, instead of a piecemeal equipment bundle. The same logic drives wind tower manufacturing and serves adjacent wind turbine tower manufacturers who sit one tier upstream in the supply chain.
We will call out a trade off in this architecture from the start. Modular 3-system configuration allows a fabricator to mix and match – say start with a manipulator-plus-rotator combination, add an integrated line later – but it will not compress in the same fashion as a fully integrated greenfield line. We will not claim that modular always wins. The right answer is right for your shop – is it growing up into a 6 MW class, or already – it up in running that?
Wind-tower welding automation is mandatory. Wind-tower pressure vessels, big round flanges, and conical shell sections create infrastructure that simply did not scale in 1999, when Aubrik helped build the first automation systems for pressure-vessel gear. A modern Wind-tower welding positioner stack in 2024 – rotator ring combined with column-and-boom positioner – is the minimum entry gate for a fabricator going beyond 3 MW class.
Aubrik Wind-tower welding equipment grew out of 27 years of pressure vessel and structural steel automation. Carbon steel and high-strength steel – Q345E, S355J2G3, ASTM A529 – are the stream to stream diet of these lines.
Case anchor
Inner Mongolia
400 MW (2024):
a 130-section run of 6 MW towers (4.8 m diameter, 60 mm wall thickness) moved from 8 sections/month with 20 welders at 88% qualification — to 32 sections/month with 12 operators at 99.2% qualification. Twelve months of stable operation. WT-WL-5000 integrated lines.
Configuration
Aubrik Wind Tower Welding Lineup — From Single Stations to Integrated Production Lines
Wind tower flange welding, multi-pass tubular tower shell welding, and tower-to-flange residual-stress optimization are well-documented in the patent and academic literature — see USPTO 8082719 (wind turbine tower joints), USPTO 7096639 (flange connection for tubular tower components), and the U.S. DOE Wind Energy Technologies Office taxonomy for fabrication automation. Aubrik’s WT-WM, WT-WR, and WT-WL subsystems map onto this engineering literature with documented model SKUs and tested PQRs.
3 product families span the wind-tower production pipeline. Choose a subsystem for retrofit – or specify a complete WT-WL-5000 line for a newly-invented fab shop. All Aubrik wind-tower welding equipment runs on 3-phase 380 V 15%, 50/60 Hz – compatible with most European, ASEAN and South American electric grids.
[UNIT-01] Manipulators
WT-WM Series
[UNIT-02] Rotators
WT-WR Series
[SYSTEM-03] Full Line
WT-WL-5000
01
[SPEC] WT-WM-8080 & 6060
Column & Boom Welding Manipulators
Longitudinal Seam Welders
- High-strength box-beam structural member, with linear guideways and cycloidal reducers – 0.1 mm/m position precision in an 8 m tender reach
- Stepless speed control, 360° column rotation, multi-layer continuous welding
- Optional flux recovery, real-time arc-parameter monitoring, multi-wire weld heads
- SAW, FCAW-G – see our column and boom welding manipulator Pillar for non-wind applications
Jiangsu 4–6 MW, 2023: eight WT-WM-8080 manipulators. Manual longitudinal cycle dropped from 12 h/section to 4.5 h/section. Deformation tightened from >1.5 mm/m to ≤0.8 mm/m. Qualification rate climbed from 90% to 99.6% — the 200 MW project closed two months early.
ACTUATOR: ONLINE

| Spec Parameter | WT-WM-8080 | WT-WM-6060 |
|---|---|---|
| Workpiece diameter | 2.5 – 6 m | 2 – 4.5 m |
| Boom travel (max) | 8 m × 8 m | 6 m × 6 m |
| Positioning accuracy | ±0.1 mm/m | ±0.1 mm/m |
| Footprint (L×W×H) | 8000 × 3000 × 8000 mm | 6000 × 2500 × 6000 mm |
| Weight | 5.2 t | 3.8 t |
02
CALIBRATION: STABLE

[SPEC] WT-WR-1000
Welding Rotators
Self-Aligning Rotator (and Fit-Up Variants)
- Hydraulically-adjustable self-aligning fit-up systems -Diameter 2.5 to 6.0 m, Capacity to 2,000 t.
- Options: Foam, steel or rubber coupling; roller/protector profile driven by surface-protection strategy
- Self-aligning fit-up manipulator auto-tracks distribution pipe diameter variations in multi-arc circumferential joints
- Fit-up manipulator with hydraulically-controlled plate-to-plate alignment, within 1 mm of plate edge meting
Shandong offshore flange manufacturer (6–8 MW, 5.5 m flanges, 2023): ten WT-WR-1000 self-aligning rotators. Manual alignment took 2–3 hours per flange with 7% welding offset. After adoption — alignment in 20 minutes, offset under 1%, rework costs cut 85%. All 200 flanges cleared third-party inspection at 100% pass rate.
| Spec Parameter | WT-WR-1000 |
|---|---|
| Workpiece diameter | 3 – 5.5 m |
| Load capacity | 1,000 t |
| Positioning accuracy | ±1 mm |
| Compatible welding | SAW / FCAW-G / GTAW |
| Footprint | 4500 × 2800 × 1600 mm |
| Weight | 8.8 t |
03
[SYSTEM] WT-WL-5000
Integrated Automated Welding Lines
Mass-Production Tower Welding Line
- Connects CNC plate cutting, plate rolling, fit-up station, manipulators, rotators, and post-weld stripping/painting
- Thinking up to 2-8 MW towers – up to 300% – 400% productive increase over a comparable manual process
- Available under Twin-wire GTAW configuration – builds to +20-30% feed rate over single-wire percussion GTAW [The Fabricator]
- Integrated pipe sub-assemblies for internal wind-tower pipe delivers – compatible with our FWM pipe welding manipulator series
Xinjiang 6 MW tower manufacturer (500 towers/year target, 2022): three WT-WL-5000 lines. Previous baseline — 80 employees producing 320 towers/year. After commissioning — 25 employees producing 550 towers/year. Unit cost dropped 28%. Weld qualification stable at 99.5%.
SYS_LINK: SYNCHRONIZED

| Spec Parameter | WT-WL-5000 |
|---|---|
| Workpiece diameter | 2.5 – 6 m |
| Load capacity | 1,500 t (custom up to 2,000 t) |
| Positioning accuracy | ±0.15 mm/m |
| Welding processes | SAW, FCAW-G, GTAW |
| Footprint | 50,000 × 8,000 × 6,000 mm |
| Weight | 120 t |
Aubrik Automation vs Manual Welding — Numbers, Not Promises
As plate thickness goes up the wind power sector productivity under manual welding approaches plate hardness limit and becomes constrained by operator fatigue. Robotic welding improves the process at the rate that would not be possible using two human operators a shift as it was originally conceived. The whole cycle does not speed up just arc – the process is entirely de-humanized.
Side-by-Side Cycle & Quality Numbers
| Performance Dimension | Manual Welding (baseline) | Aubrik WT-WM-8080 | Aubrik WT-WL-5000 Integrated |
|---|---|---|---|
| Cycle time per tower section | 12 hours | 4.5 hours | 3 – 5 hours |
| Deformation control | >1.5 mm/m | ≤0.8 mm/m | ±0.15 mm/m positioning |
| Weld qualification rate | 88 – 90% | 99.6% | 99.2 – 99.5% |
| Welders per production line | 20 | 12 | 25 (but 4× output) |
| SAW deposition rate | baseline | ≈3× manual | twin-wire SAW: +20–30% over single-wire DC [industry data] |
| Rework cost vs manual baseline | baseline | -85% | -85 to -90% |
What the Numbers Mean for Your TCO
Pain Cause Solution Proof.
[PAIN]
Manually-loaded SAW limits output to well below a 6 MW tower’s schedule.
[CAUSE]
Man’s physical and mental capacity to carry/rotate material into the gap on thin-plate grows exponentially. More wear for thin plate and more use for multi-pass cycling.
[SOLUTION]
Aubrik automation turns the manual limit over to process-controlled SAW.
[PROOF]
Xinjiang’s three WT-WL-5000s run 550 tower/year with 25 men – 80 men had run 320.
ROI Snapshot — Xinjiang 6 MW Tower Manufacturer (12 months operating)
-69%
Employee headcount
80 → 25
+72%
Towers per year
320 → 550
-28%
Unit cost per tower
99.5%
Stable weld qualification
[SYS-GLOBAL-OPS]
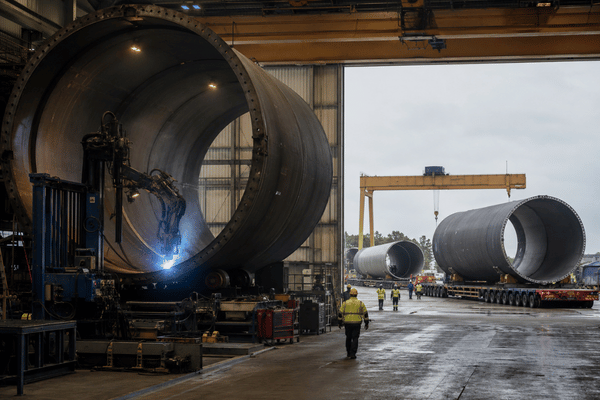
Onshore, Offshore, Repair
Onshore, Offshore, Repair
Where Aubrik Wind Tower Lines Already Run
Aubrik wind tower welding equipment supplied for over 16 reference projects on 3 continents-2 to 8 MW capacity-onshore & offshore-new build and field repair. Over 8 export countries-Installed for: Spain, Germany, Russia, India, Brazil, France, Italy, Vietnam.
01
Onshore (2–6 MW) — Production-Floor Reality [SPEC-01]
Ningxia 500 MW (2024)
WT-WM-8080 + WT-WR-1000 deployment15 hour per section welding decreased to 5 hour. 120 sections delivered 4 month early. 99.5% qualification of weld.
Inner Mongolia 400 MW (2024)
130 each x 6MW, 4.8 m dia, 60 mm wall thickness towers for line WT-WL-5000. With 8/month (20 welders 88%) vs 32 sections/month (12 Operators 99.2%).
Hebei 3-5 MW (2023)
material-control reset in Siemens motors and 5x tests per T/CI-2024 on structural steels. 3-year proven history of stability. 0 weld cracks since start-up.
02
Offshore (4–8 MW) — Multi-Year Validation [SPEC-02]
2023 (Guangdong 300MW Offshore)
WT-WL-5000 with anti-corrosion treatment for offshore, two years stable working, paint integrity 98% at inspection, weld depth penetration> 98%
Offshore Shandong flange supplier
6-8 MW, 5.5 m flanges, year 2023 – ten sets of self-aligned rotator WT-WR-1000 ordered by customer . Total 200 flanges have passed their third-party inspection in 100%.
8MW offshore plant in Shanghai (2024)
tailor-made WT-WL-5000, rated load 2,000tons and secondary anti-corrosion. Performance improvement of 40%, with 99.7% qualification of thick-walled towers on 8MW type.
03
Maintenance & On-Site Repair
Shanxi wind farm (2023)
portable WT-WM-3030 + WT-WR-500. Reduced tower repair from 7 days to 1.5 days. 30% cost savings across 12 towers. No tower disassembly.
04
Adjacent Industries
Pressure Vessels, Storage Tanks
Same WT-WM & WT-WR platform services adjacent cylindrical-component manufacturers. A Shandong petrochemical manufacturer used WT-WM-6060 for storage-tank welding. Cycle time from 25 days to 10 days/tank. Qualification increased to 99.8%. Saved $3 million over 50 tanks.
Aubrik Tower-Mile Operating Log — 16-Project Aggregate
| Project & Year | Region | MW Class | Welding Cycle Improvement | Qualification Lift | Operating Duration |
|---|---|---|---|---|---|
| Inner Mongolia (2024) | Onshore | 6 MW | 8 → 32 sections/month | 88% → 99.2% | 12 months stable |
| Jiangsu (2023) | Onshore | 4–6 MW | 12h → 4.5h per section | 90% → 99.6% | 200 MW project, +2 months early |
| Xinjiang (2022) | Onshore | 6 MW | 320 → 550 towers/year | 99.5% stable | 3+ years |
| Ningxia (2024) | Onshore | 2–6 MW | 15h → 5h per section | 99.5% across 120 sections | 4 months early |
| Guangdong (2023) | Offshore | 4–6 MW | Marine-grade treatment | 98% weld penetration | 2 years stable |
| Shandong (2023) | Offshore | 6–8 MW | 2–3h → 20 min alignment | 100% third-party PIR | 200 flanges shipped |
| Shanghai (2024) | Offshore | 8 MW | +40% efficiency | 99.7% | Custom 2,000 t line |
| Hebei (2023) | Onshore | 3–5 MW | Zero weld cracks | Stable | 3+ years |
| Fujian (2023) | Onshore | 250 MW project | WT-WM-6060 third-party qualified | Exceeded PA + penetration spec | Production |
| Shanxi (2023) | Repair | — | 7d → 1.5d per tower | -30% cost | 12 towers serviced |
| Gansu (2023) | Service | WT-WR-1000 | 17h failure resolution | -CNY 500K loss avoided | Stable since |
| Liaoning (2023) | Onshore | SAW upgrade | 3× manual deposition rate | -80% rework | WT-WM-8080 |
| Sichuan (2023) | Onshore | 3–6 MW switching | +40% efficiency on switchover | Stable | WT-WM customized |
| Yunnan (2023) | Onshore | Standard tower line | 48-day delivery, 58-day production-ready | Stable | 10× WT-WM-6060 |
| Guangxi (2023) | Export — SE Asia | — | 50 sets TÜV SÜD EN 1090-2 certified | Export-grade | Multi-customer |
| Shandong petrochem (2024) | Adjacent | Storage tanks | 25d → 10d per tank | 99.8% | 50 tanks, CNY 3M saved |
[DOC-CTRL] Quality Standards
[SYS-MATRIX] Compliance Stack
Certifications, Standards, and the Welding Quality Report Behind Every Tower
Do not purchase wind tower welding equipment based on certificate logos only. Buyer trust comes from weld samples and standards. Aubrik’s equipment’s compliance stack plus a real third-party Welding Quality Report sample below:
01ISO 9001Quality Management
02CE MarkedEU conformity
03EN 1090-2 EXC3Steel structure execution
04IEC 61400Wind turbines design
05ISO 15614-1Welding procedure spec
06TÜV SÜD verified50-unit Guangxi export
07GB/T 1591Low-alloy high-strength steel
08GB 50661Welding of steel structures
EN 1090-2 EXC3 for steel-tube tower shells. DIN 18008-3 determines the execution class. EN 1090-2 7.6.1 relates imperfection limits to ISO 5817 Quality Level B. Aubrik’s 50-unit Guangxi export to Southeast Asia successfully passed TV SD audit in this framework.
Welding Quality Report Sample
Report No.WT-QR-20260417-001
EquipmentWT-WM-8080
Test Date2026-04-17
StandardsEN 1090-2, ISO 15614-1
| Test Item | Method | Standard Requirement | Result | Pass / Fail |
|---|---|---|---|---|
| Weld penetration | Ultrasonic Testing (UT) | ≥95% of plate thickness | 98% | Pass |
| Weld appearance | Visual Inspection | No cracks, porosity, or undercut | Smooth, no defects | Pass |
| Tensile strength of weld joint | Tensile test | ≥420 MPa | 450 MPa | Pass |
| Impact toughness (-20 °C) | Charpy Impact | ≥34 J | 42 J | Pass |
| Positioning accuracy | Laser positioning | ±0.1 mm/m | ±0.08 mm/m | Pass |
Finalization: All test items passed as required. Equipment is suitable for wind tower manufacturing. This is a redacted version for display; the complete WPS/PQR documentation accompanies every shipment under ISO 15614-1.
[R&D-LOG] Internal Testing
“We tested four SAW heat input windows against the ISO 15614-1 PQR prior to selecting the WT-WL-5000’s default settings. The 60mm wall thickness from Inner Mongolia required a factory-add long-stickout tandem head-and it has completed two successful qualification cycles.” — Aubrik Engineering Team, R&D notes on the WT-WL-5000 integrated line release
Quality monitoring of modern wind tower welding is heavily dependent on thermal imaging of pass-by-pass cooling behaviour, evaluated against the cooling-time spectrum from the PQR. Post-weld NDT is insufficient to address heat-input drift in a 60mm multi-pass SAW joint – pass-by-pass monitoring is now standard for offshore operations.
[ SYS-01: OVERVIEW ]
Procurement Guide — Lead Time, Customization, Warranty, Global Support
When choosing wind tower welding equipment, buyers consider three questions: arrival time, customization capabilities, and post-sales support over 8,000km away. The table below addresses these key concerns:
[ DATA: SPEC-MATRIX ]
| Procurement Dimension | Aubrik Commitment |
|---|---|
| Standard model lead time | 45 – 60 days from order confirmation |
| Customized line lead time | 60 – 90 days (WT-WL-5000 custom variants) |
| Warranty | 1-year free warranty on full equipment + lifetime parts availability |
| Service network | 24/7 technical support across 16 export markets |
| OEM customization | Available — Shanghai 8 MW 2,000-ton custom line is one reference example |
| Installation & commissioning | On-site by Aubrik engineers, operator training included |
| Documentation | Spec sheets (Chinese / English), PQR/WPS bundle per ISO 15614-1, EN 1090-2 cert pack |
[ PROCESS: ENG-CUSTOM ]
How Customization Actually Happens
OEM customization of a wind tower welding line goes beyond branding; it represents a 60-90 day engineering process. The customized WT-WL-5000 for a Shanghai 8MW offshore manufacturer handled a 2,000-ton load and secondary anti-corrosion features. Production efficiency rose by 40% and qualification achieved 99.7% for 8MW thick-walled towers.
Predicting lead time has emerged as a field of study; a 2024 research paper on wind tower factory lead time prediction demonstrates that operational discipline now is a more significant factor in delivery reliability than raw manufacturing speed. [Ref: MDPI 2024 lead-time prediction].
[ CASE: RELIABILITY ]
After-Sales Reliability — The Gansu Case
Within 17 hours of a WT-WR-1000 fault at a Gansu facility, Aubrik’s repair had the issue resolved, avoiding more than 500,000 yuan of downtime. Scheduling prevented further instances of the same type of fault by booking Preventive Maintenance for this line afterward. This is what keeps OEM relationships running after the first year.
Wind Tower Welding Equipment Tools
wind tower model selector
Identify the precise heavy-duty welding equipment configuration tailored to your specific wind tower dimensions and project technical parameters.
Configure Now
tower throughput calculator
Calculate your real-world fabrication cycle times and map maximum annual output capacities for multi-station welding lines.
Calculate Yield
compliance checklist
Audit your wind tower submarine arc welding and assembly protocols against global heavy-industry quality benchmarks and certifications.
Verify Compliance
Configure Your Wind Tower Welding Equipment Line
Typical price enquiries contain the following: class, tower outside-diameter (OD)-size window, wall-thickness window, the actual level of production volume, an engineering design proposal & sample PQR are supplied within 1 working day by Aubrik engineering
Request a Custom Quote
Frequently Asked Questions
Q: What welding processes does Aubrik wind tower welding equipment support?
A: SAW, FCAW-G and GTAW are your methods. SAW is most useful for thick-wall longitudinal & circumferential seams. On-site repair, root passes on semi-narrow gap joints, and short weld lengths often employ FCAW-G. For precision work, including critical offshore tower seams, consider GTAW. For instance, at a Liaoning-based tower builder, the WT-WM-8080 achieved roughly onethird the deposit rate of manual SAW, and eightieth rework. (Buyers seeking information on welding machines or equipment for wind turbines might check out the Decision Reference Chart Aubrik by megawatt size.)
Q: Can Aubrik lines handle 8 MW offshore towers with 60 mm wall thickness?
A: Yes, that is possible. The WT-WL-5000 holds 1,500 t normally, and is customized for more than2,000, including a Shanghai-based 8-MW offshore manufacturer with secondary anti-corrosion on a 2,000 t unit. We detail the appropriate wallsizes in our Decision Reference Chart. For any wall over 50 mm, Aubrik utilizes long-stickout tandem SAW with semi-narrow gaps – that’s the preferred method for offshore applications today.
Q: What is the typical lead time and how does customization fit in?
A: Standard machine delivery varies from 45 to 60 days. Integrated custom lines such as theWT-WL-5000 (including its variations)typically take between 60 and 90 days to deliver.We even delivered ten units of theWT-WM-6060 to a yunnan factory in only48 days-they had their facility ready for operation within58 days of arrival! Customization options include load rating, anti-corrosion level, the addition of tandem or multi-wire SA, and integration with your existing CNC cutting and plate rolling lines.
Q: How does Aubrik compare to other wind tower welding equipment manufacturers on cost and lead time?
A: We compete on completeness, not brand price premiums. That includes a substantial body of Welding Quality Report data, 16 documented project examples, plus a TÜV SÜD third-party verification on the 50-machine Guangxi export project. Engineers searching for a wind turbine tower welding machine should evaluate this evidence stack alongside list pricing. Analysis on the overall cost to run an offshore wind tower line strongly indicates integrated Aubrik lines outperform their European equivalents when all operational factors, including downtime costs, are accounted for.Numerous independent economic-value investigations have shown a return on automated welding systems within 1 to 3 years, driven mainly by savings in labour costs and the resulting capacity increase(industry-focused ROI summary).If your purchasing team is assessing the best automation solution for welding wind turbines, carefully scrutinize each supplier’s approach to PQR/WPS compilation.
Q: What certifications and welding standards does Aubrik comply with?
A: ISO 9001, CE marking, EN 1090-2 EXC3 (with TÜV SÜD audit on the 50-unit Guangxi export), IEC 61400, ISO 15614-1, AWS D1.1, GB/T 1591, and GB 50661. Every shipment includes a PQR/WPS bundle aligned to ISO 15614-1. The Welding Quality Report sample WT-QR-20260417-001 Aubrik shows the actual five-row inspection framework.
Q: How does Aubrik service equipment installed overseas?
A: Clients can count on our full support, 24/7. This service covers installation and on-site training, a comprehensive 1-year parts and labour warranty across 16 countries (e.g. Germany, Spain, Russia, India, Brazil, France, Italy and Vietnam), and ready availability of critical spare components from service depots in Europe and Southeast Asia. Just recently, a fault that occurred at ourclient in Gansu was successfully diagnosed and rectified within17 hours, avoiding the loss of over half a million RMB (US$ 80k) to downtime.
Q: Are wind effects a concern for these welding processes in outdoor or partly enclosed shop conditions?
A: The process choice matters even more than equipment choice. The two self-shielded processes (FCAW and stick) are relatively immune to wind. SAW (which does the bulk of tower section manufacturing) is within the flux blanket and the process is only available on shop floor. GMAW and gas shielded processes require wind screens or totally enclosed welding areas. We have Aubrik integrated lines for production shop environment and portable WT-WM-3030 and WT-WR-500 series to do site work when welding is process permissible.



