Get in Touch with Aubrik Company
[SYS-01] PIPELINE FABRICATION PLATFORM
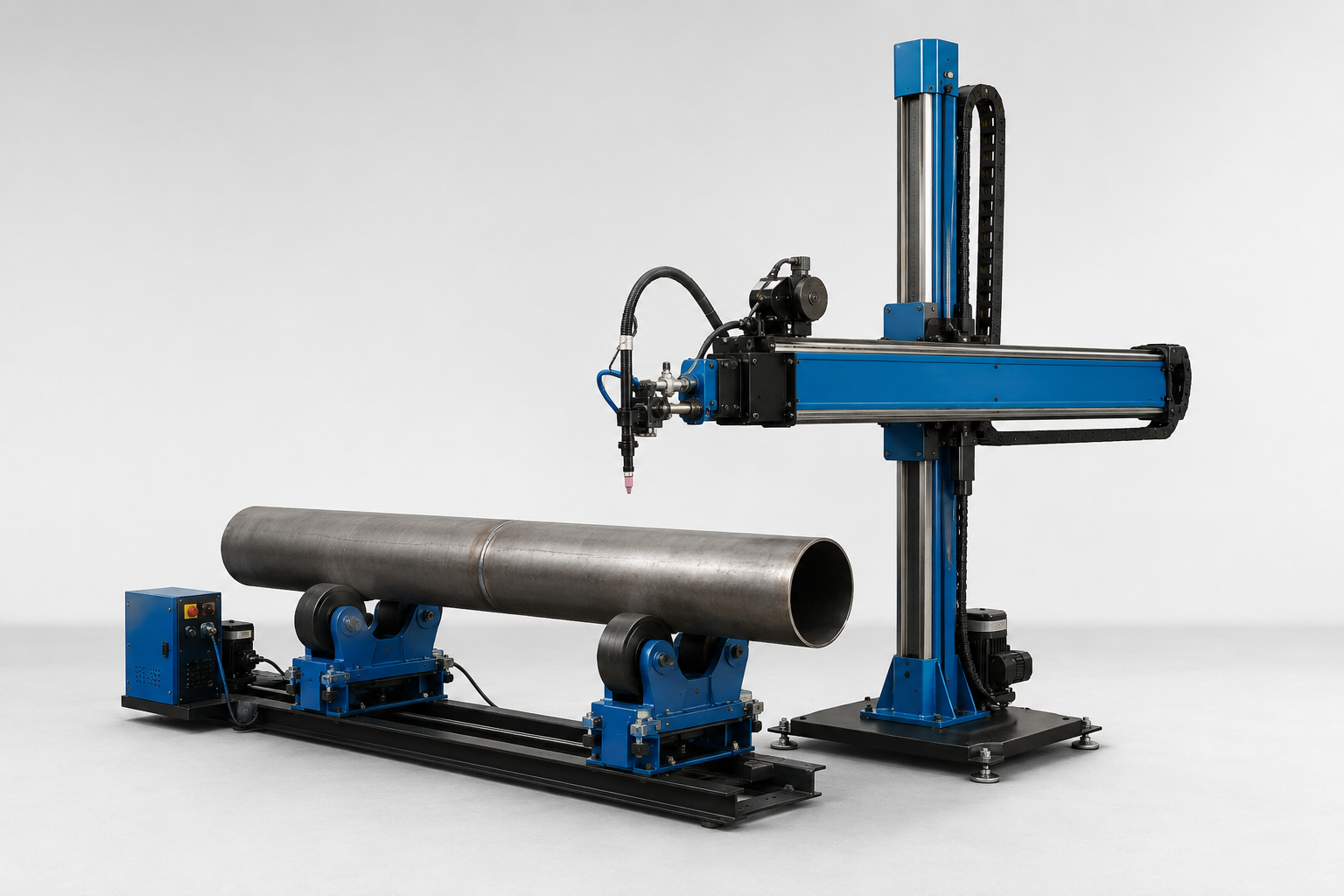
Pipe Welding Manipulator | SAW + GMAW for 50–3,000mm Pipe — ABOKE FWM Series
One manipulator covers pipes 50mm to 3,000mm in diameter, holding ±0.1mm welding precision on both SAW and GMAW processes from a single column and boom platform. Four model tiers serve every project scale — light-duty prefabrication through heavy-wall API 5L pipelines — under one PLC controller.


FWM Solution Summary
[01]
4 model tiers – FWM-0101 Mini / 0203 Light / 0404 Middle / 0808 Heavy covering 50-3,000mm pipe diameter
[02]
SAW + GMAW dual process on one manipulator with 60 stored welding recipes for instant switching
[03]
0.1mm welding precision across all four models – proven on API 5L X80 with a 99.5% AWS D1.1 qualification
[04]
Integrated Flux Recovery System recycles ~30% of SAW flux via compressed-air system, cutting costs
CORPORATE & COMPLIANCE DATA_
ISO 9001 Certified
CE Marked
AWS D1.1 Compliant
Founded 1999
1,000 sets/yr capacity
8 country deployments
Pipe Fabrication Welding Challenges — Why Manual Welding Bottlenecks Your Project Margin
Why One Manipulator Is Better Than Manual & Two-System Methods
When a project moves from a couple hundred joints of pipe to thousands, relying on the average manual welding operator leads to fatigue, skill inconsistencies, and parameter drift that vary weld bead width from 12 to 18mm and penetration from 5 to 8mm-even on the same piece of pipe. Net result: an average AWS D1.1 qualification of 85% on heavy-wall API 5L X80, or more simply put, one of every seven welds require touch-up and rework, eating into project budgets and timelines.

Manipulator vs Positioner — a critical buyer distinction
What is a Pipe Welding Manipulator? A pipe welding manipulator is a single setup-commonly consisting of a column and boom system-that provides controlled movement for the welding torch over a stationary pipe workpiece. This involves pipe rotation from an associated pipe positioner. While you will notice that our website featurespipe positioners, those are different equipment; Manipulators allow torch movement for long longitudinal seams and vertical column travel up to 8 meters high.
Our FWM Series addresses the common struggle of pipe fabricators to move beyond manual SAW+GMAW welding processes and invest in one highly integrated platform capable of supporting both without prohibitive capital expense. Page down to see the four FWM models, a SAW Flux Recovery System and how a recent Mexico petroleum project benefited from these solutions.
ABOKE FWM Pipe Welding Manipulator Series — 4 Models for 50–3,000mm Pipe Diameter
ABOKE organizes the FWM Series ABOKE’s pipe welding manipulator platform into four capacity classes, based on pipe diameter band and project scope. All four classes maintain the 0.1mm welding tolerance, the 60-recipe PLC controller and the SAW + GMAW dual-process capability; the pipe diameter, pipe width, and electrode capacity are what differs. This consistency is significant because welder qualifications performed according to AWS D1.1 or ASME Section IX apply readily to any model in the same tier once the operators are familiar with one machine.
[01] FWM-0101 Mini
- Pipe Dia: 50–300mm
- V×H Stroke: 1,000×1,000mm
- Boom Load: 50 kg
- Lift Speed: 300 mm/min
- Precision: ±0.1mm

[02] FWM-0203 Light-Duty
- Pipe Dia: 200–800mm
- V×H Stroke: 2,000×3,000mm
- Boom Load: 150 kg
- Lift Speed: 1,000 mm/min
- Precision: ±0.1mm
Mexico project model

[03] FWM-0404 Middle-Duty
- Pipe Dia: 500–1,500mm
- V×H Stroke: 4,000×4,000mm
- Boom Load: 200 kg
- Lift Speed: 1,000 mm/min
- Precision: ±0.1mm

[04] FWM-0808 Heavy-Duty
- Pipe Dia: 1,000–3,000mm
- V×H Stroke: 8,000×8,000mm
- Boom Load: 300 kg
- Lift Speed: 1,400 mm/min
- Precision: ±0.1mm
FWM SERIES SPECIFICATION MATRIX
| Specification | FWM-0101 | FWM-0203 | FWM-0404 | FWM-0808 |
|---|---|---|---|---|
| Vertical Stroke (mm) | 1,000 | 2,000 | 4,000 | 8,000 |
| Horizontal Stroke (mm) | 1,000 | 3,000 | 4,000 | 8,000 |
| Max Boom-End Load (kg) | 50 | 150 | 200 | 300 |
| Lifting Speed (mm/min) | 300 | 1,000 | 1,000 | 1,400 |
| Welding Precision (mm) | ±0.1 | ±0.1 | ±0.1 | ±0.1 |
| Applicable Pipe Diameter (mm) | 50–300 | 200–800 | 500–1,500 | 1,000–3,000 |
| Column Rotation | 0° fixed (rotation-locked design for longitudinal seam stability) | |||
| Compatible Welding Processes | SAW (Submerged Arc Welding) + GMAW (Gas Metal Arc Welding) | |||
| Welding Recipe Storage | Up to 60 pre-programmed weld programs per controller | |||
| Control System | Integrated PLC with real-time parameter monitoring and abnormal-condition alarms | |||
Pipe Diameter
Diameter range is a metric that others don’t publish; column and boom welding manipulator catalogs specify stroke and end load but a direct pipe diameter can only be estimated. Including this metric allows your procurement team to specify a machine by RFQ directly, not estimate it. In addition, all ABOKE FWM welding machines can be fully customized, including stroke length, end load capacity and welding process, which is documented fully on the Spec Sheet PDF.
By standardization on the FWM welding platform across four different pipe sizes we can train welders once on the PLC interface (consistent with ISO 9283 manipulating industrial robots performance criteria) and move our weld staff between micro stitches on 6” pipe and heavy OD SAW welds on large diameter lines, all while using the same controller interface.
FWM Pipe Diameter × Wall Thickness × Process Decision Matrix — Pick the Right Model in 3 Steps
Choosing an FWM Series machine starts with the pipe diameter band, narrows by wall thickness, and ends on welding process — SAW for thick-wall heavy deposition, GMAW for thin-wall precision, or both on the same workpiece when the job calls for it. The ABOKE FWM Capacity Matrix below is built from real field data, not theoretical maximums, so the recommended welding configuration column reflects what we actually ship to fabrication shops for each pipe diameter band and project size.
| Pipe Diameter | Wall Thickness | Recommended FWM Model | Recommended Process | SAW Flux Feed | Typical Application |
|---|---|---|---|---|---|
| 50–150mm | ≤ 5mm | FWM-0101 Mini | GMAW only | n/a | HVAC pipe, thin-wall instrument tubing |
| 150–300mm | 5–10mm | FWM-0101 Mini | GMAW + light SAW | 5–10 kg/h | Small-bore industrial piping, food/pharma |
| 200–500mm | 8–15mm | FWM-0203 Light | SAW + GMAW stitch | 10–20 kg/h | Process piping, water supply, drainage |
| 500–800mm | 10–20mm | FWM-0203 / 0404 | SAW circumferential + GMAW internal | 15–25 kg/h | Refinery piping, chemical reactors |
| 500–1,000mm | 15–25mm | FWM-0404 Middle | SAW heavy + GMAW stitch | 20–30 kg/h | API 5L X70/X80 oil and gas pipelines |
| 1,000–1,500mm | 20–30mm | FWM-0404 Middle | Multi-pass SAW + GMAW | 25–30 kg/h | Large-diameter line pipe, structural pipe |
| 1,500–2,000mm | 25–40mm | FWM-0808 Heavy | Multi-pass SAW only | 28–30 kg/h | Wind tower base sections, pressure vessel shells |
| 2,000–3,000mm | 30–50mm | FWM-0808 Heavy | Multi-wire SAW | 28–30 kg/h max | Heavy industrial pipe, power plant headers |
Recommended ranges marked in blue are the highest-volume project profiles based on ABOKE delivery records across 8 countries. All configurations are customizable on customer request.

SAW Welding Parameter Envelope
The on-board PLC automatically monitors SAW and adjusts process parameters, such as voltage and current, to remain within an operating range which approximates API 5L procedures. On the FWM-0404 delivered to a fabrication shop in Mexico, welding with current between 380-420 Amps, voltage between 28-32 V, and travel between 300-500 mm/minute yielded bead width between 14-16 mm reliably.
[SPEC] SAW operating envelope on FWM platforms
- Voltage: 28–32 V (constant-voltage control)
- Current: 380-420 A single wire / up to 10 wires on the FWM-0808
- Travel speed: 300–500 mm/min for full penetration
- Flux feed: 10-30 kg/h with the optional FWM Flux Recovery system

GMAW Welding Parameter Envelope
The GMAW process allows thin-wall tubing to be stitched, repaired, and joined with high travel speeds, using the heat input as it’s primary advantage. SAW and GMAW processes are seamlessly integrated into a single weld program through the ABOKE PLC, which manages transitions without user input – for example between an OD SAW girth weld and an ID GMAW root pass.
[SPEC] GMAW operating envelope on FWM platforms
- Voltage: 18–22 V
- Current: 120–150 A
- Torch: 1.2mm narrow-head with 1080P camera and wireless remote
- Best for: stitching (50mm long / 100mm pitch standard), repairs, thin wall pipe, 60° pipe preparation
The “over-spec” trap — why most pipe welding equipment buyers waste 30–50% of capital
A general rule-of-thumb in the welding industry says “oversize the equipment for safety margin,” but engineers practically use 50% weld strength rather than the textbook rule because over-spec adds thermal mass, heat control variables, and unused tooling cost. Experienced shop foremen routinely derate boom dimensions to about 50% of theoretical maximum.oversizing the boom simply adds thermal mass and unused capacity to your welding station, with additional heat control variables that results in inconsistent welds and excessive tooling costs. ABOKE’s Capacity Matrix avoids this by accurately estimating the required load based on the pipe diameter range and welding application, ensuring your shop purchases an FWM machine with only the necessary boom reach and capacity. Don’t buy an FWM-0808 to primarily weld 200-800mm pipes when that FWM would only be working at 25% of its capability.
This follows the principle of a matched capacity approach. In the patents for column and boom welding manipulator architecture (such as USPTO US12053844B2 granted 2024 by Mitusa Inc.) they establish modern manipulator architecture focuses around 360 degree of column rotation and boom swing, not gross column length or boom extension. FWM’s approach does this by prioritizing accuracy and welding head placement.
When the appropriate process and model have been decided, the next economic question must be: how much does the SAW process actually cost to operate? Well the answer is ‘it all depends whether any of the flux has been lost or is being reused’.
Flux Recovery System — Reduce SAW Material Cost 30% via Compressed-Air Recycling
Welding waste that quietly keeps ticking up is Material Waste – you recover no part of your SAW flux investment, it ends up in bins, and ventilaton filters and adds disposal expense to acquisition costs. Put another way the honest truth about the SAW process trade-off is this; simply finding the cheapest flux supply source is a bad business plan, because for every pound of waste flux lost, you’re buying a second pound. FWM Flux Recovery uses a compressed air powered cycle to reclaim unused flux from the welding process, remove slag and fines, and replenish the SAW head with clean flux without any manual handling.

We’re getting more than 30% reduction in SAW flux waste on circumferential pipe welds – more than 30% in Mexico at the FWM-0404 deployment over 6 months where API 5L X80 pipe welding was performed and no operator flux handling took place. We’re also delivering the recycled flux directly to the welding nozzle via the feed with no transfer valve for continuous, cycle-free welding (consistent with ASME Section IX welding qualifications).
30%
30% flux savings translated into project cost
On a 6-month 300 piece welding job for API 5L X80 pipes using FWM-0404, 30% flux savings resulting in a material cost savings of about $8,400 when compared to an open loop SAW installation with manual flux feeding – which is basically saving enough material to pay for the training of one engineer for the entire year just based on process efficiency.
Our Flux Recovery System comes standard with models FWM-0203, FWM-0404, and FWM-0808. FWM-0101 Mini, however, comes equipped with it as an option; it’s geared for shops where the day-to-day welding method is GMAW but where an occasional thick wall application dictates the need for SAW functionality.
FWM Flux Recovery System — core components
[ SYS.SPEC_01 ]
REF: API 5L X80
|
QUAL: ASME SEC IX
-
 PT-100 feed tankFlux feeding with pressure for uniform application
PT-100 feed tankFlux feeding with pressure for uniform application -
 NZ-1 Nozzle-Vacuum HeadWith 1.5-inch Inner Diameter Recovery Hose, 4ft long.
NZ-1 Nozzle-Vacuum HeadWith 1.5-inch Inner Diameter Recovery Hose, 4ft long. -
 Compressed air drive70 to 100psi (5 to 7 bar) at 8 cfm. NO ELECTRICAL inputs required on the recovery head.
Compressed air drive70 to 100psi (5 to 7 bar) at 8 cfm. NO ELECTRICAL inputs required on the recovery head. -
 Recovery capacityUp to 28 kg / hr on a maximum working range of 10 meters away from welding point.
Recovery capacityUp to 28 kg / hr on a maximum working range of 10 meters away from welding point.
Mexico Petroleum Project — 99.5% Qualification Rate on API 5L X80 (SGS Report SGS-MEX-2024-0789)
A professional pipe fabrication shop in Mexico took on a petroleum pipeline project with technical specifications that left no margin for the manual welding bottleneck. Brief required 18-inch (457mm) diameter API 5L X80 carbon steel pipes with 19mm wall thickness and 16-foot (4.88m) maximum length, joined with SAW external circumferential seams and GMAW internal baffle stitch welds. Project acceptance criterion was an AWS D1.1 qualification rate of at least 98% (referenced against ASME B31.3 Process Piping).
Project parameters
- Material: API 5L X80 carbon steel
- Pipe geometry: 457mm (18″) outer diameter × 19mm wall × 4.88m (16ft) length
- External seams: SAW circumferential
- Internal welds: GMAW baffle stitch (50mm length / 100mm pitch)
- Code requirement: AWS D1.1 — no cracks, no incomplete fusion, no porosity, ≥98% qualification
Pre-deployment bottlenecks (manual SAW + GMAW baseline)
-
01AWS D1.1 qualification rate won’t move beyond 85%. Failure on project acceptance gate (98%)
-
02A23. Internal stitch-welding in the confined space led to two minor safety incidents during Q1.
-
03layout two stations 2x30m of floor and needed two separate teams operating
-
04Labor costs per pipe: $120. 15% over budget.
Pre-deployment performance told the story: manual SAW + GMAW topped out at 85% AWS D1.1 qualification on this heavy-wall X80 spec. Welding machine unexpected downtime hit the project twice in the first quarter — confined-space internal stitch welding caused two minor safety incidents and forced reduced welder shifts. Bead width swung 12–18mm and penetration varied 5–8mm because operator parameter drift across 8-hour shifts had no automated correction.
The two-station layout (SAW circumferential plus GMAW internal stitch on separate floor footprints) consumed 60 m² of workshop space and pushed labor cost to $120 per pipe — 15% over the project’s labor budget. Supplier claimed ISO 9001 quality on every previous job, but the qualification gap remained until automation closed it. Confined-space hours kept dropping operator productivity below the project schedule baseline.

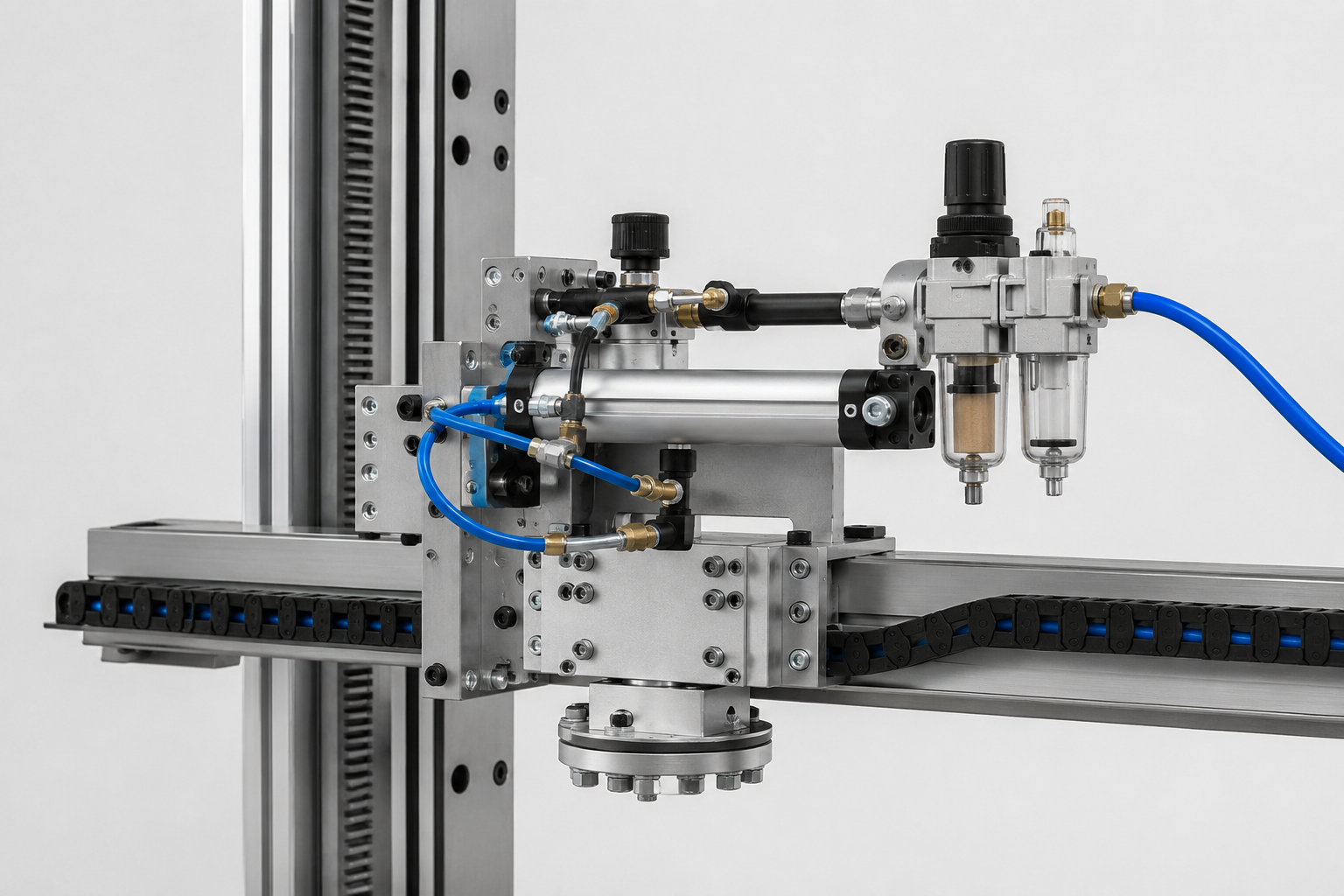
ABOKE engineered a customized FWM-0404 Middle-Duty manipulator integrating SAW and GMAW heads on the same boom. Configuration: 6-foot column, 16-foot boom rated for 200 kg end load, AWS-SAW-01 SAW head with adjustable 10–30 kg/h flux feed running through the Flux Recovery System, and a 1.2mm narrow-head GMAW torch with 1080P camera and wireless remote control. PLC controller unified SAW parameters (28–32 V, 380–420 A, 300–500 mm/min) and GMAW parameters (18–22 V, 120–150 A) into a single sequenced weld recipe — confined-space operator entry on internal welds was eliminated entirely.
Mexico FWM-0404 Project — Quantified Results (SGS-MEX-2024-0789)
| Metric | Manual Baseline | FWM-0404 | Delta |
|---|---|---|---|
| Welding cycle per pipe | 8 hours | 4.8 hours | −40% |
| AWS D1.1 qualification rate | 85% | 99.5% | +14.5 pts |
| Rework cost per pipe | $20 | $4 | −80% |
| Workshop footprint | 60 m² | 42 m² | −30% |
| Labor cost per pipe | $120 | $84 | −30% |
| 6-month volume | — | 300 pipes | $12,000+ savings |
3rd- Party Certification: SGS Mexico Inspection Report SGS-MEX-2024-0789, on random inspection, provided 100% AWS D1.1 weld qualification and mechanical and corrosion resistant mechanical and corrosion resistance properties meeting all codes. ROI context within an industry: If a company has 500+ same-kind of joint annually, the standard ROI for a pipe welding cell automation cell is 18 months.
“This one robot transformed the project. He was a guarantee of quality and delivery, removed hazards (and cost) of entry into live, restricted space works and now we will not even consider a pipeline project without him.
Six months after being handed over to a customer who had previously had more than 300 welded pipes – none of them being reported quality concerns – and who has maintained the flux wastage rate below 28%, saved an amount well in excess ofHazekas in costs compared with the pre-FWM manual process. Combining both SAW and GMAW on one system reduced the risks also as confined space accidents in any one application never rose ABOKE zero for the entirety of the project.
FWM vs Manual Welding vs Orbital Welder — Data-Driven Performance Comparison
When making the leap to investing in an automatic pipe welding machine, there’s always a tripartite choice – carry on doing manual welding, put down a large deposit on a dedicated orbital pipe welder, or invest in a welding column and boom manipulator, such as our FWM Series. At its heart, each represents a different philosophy toward automated pipe welding: The orbital philosophy focuses on rotating small TIG tools around pipe – the column and boom approach uses a heavy duty SAW or GMAW torch mounted on a travel carriage moving along the seam – manual has neither, and nor is that beneficial. Comparison table below uses actual figures for an FWM deployment in Mexico, and for benchmark numbers based on manual welding and common industry practices for Orbital SAW. We do not use generic High/Medium/Low evaluations, you are comparing specific productivity with specific code-compliance levels.
| Dimension | ABOKE FWM-0404 | Manual SAW + GMAW | Dedicated Orbital Welder |
|---|---|---|---|
| Welding cycle (per 18″ × 19mm pipe) | 4.8 hours | 8 hours | 3.5–5 hours (small bore only) |
| AWS D1.1 qualification rate | 99.5% | 85% | 95–98% (small bore) |
| Pipe diameter range | 50–3,000mm (4 models) | Unlimited (skill-dependent) | ≤ 250mm |
| Process flexibility | SAW + GMAW on one platform | Both, but separate stations | TIG primary, limited MIG |
| Operator requirement | 1 operator, no confined-space entry | 2+ operators, confined entry required | 1 operator, no confined entry |
| Labor cost per pipe | $84 | $120 | $70–$95 (small bore) |
| Investment (USD) | Quoted on application | $0 capital, high opex | $60K–$120K (industry range) |
| Case validation | SGS-MEX-2024-0789 | Pre-FWM baseline (Mexico) | Industry benchmark |
[ ANALYSIS / BOTTOM-LINE ]
Bottom-line takeaway
Across the 50–3,000mm pipe diameter band with mixed SAW and GMAW workloads, the FWM delivers a $36 per-pipe savings versus manual operation while holding 99.5% AWS D1.1 qualification. Projects exceeding 200 pipes see FWM-0404 payback under 6 months. A dedicated orbital welder still wins on small-bore (≤250mm) TIG work, but it cannot serve the heavy-wall API 5L X80 applications (qualified under ASME Section IX) that drive most petrochemical revenue.
There is a process consolidation advantage to welding both SAW and GMAW on a single column and boom machine – eliminates the valuable shop floor space and operator hand-off labor inherent in separate welding stations for each process. For fabricators examining pipe spool welding machines, the FWM-0203 and FWM-0404 offer orbital quality circumferential closes with the travel speeds and power to meet standard spool-lengths. This modularity is the distinction of the FWM over the other automated pipe welding equipment on the market that tends to ‘lock you in’ to a single weld process.
However, if you only weld 100 to 200mm instrument tubing made from stainless steel and your workhorse is your TIG, stick with a proven orbital weld head. Or, if your focus is 500-1,500mm carbon steel API 5L X70 / X80 pipe, and your work involves mixed SAW circumferential and GMAW stitch passes, the FWM-0404 offers no competition when considering any type of orbital machine and provides a breadth of process integration that few others can.
Industries — Petroleum, Petrochemical, Power Generation, Shipbuilding & Wind Tower Pipe Welding
The FWM Series welding automation is engineered for the five industrial market segments that demand pipe welding precision, stringent AWS and/or ASME code compliance requirements, and the efficiencies of process consolidation to positively impact project profitability. Here are just a few examples, sourced from ABOKE’s actual customer base across Spain, Germany, Russia, India, Brazil, France, Italy and Vietnam-which is also the same territory mapped for ISO 9001 and CE.

Petroleum & Oil and Gas
Refinery pressure vessels, storage tanks, and pipelines. Workhorse here is 200mm – 1,500mm OD pipe, from 10-25mm wall thickness for oil & gas, primarily in API 5L X70 / X80 material.

Petrochemical
Chemical process piping, reaction vessels, heat exchangers, and high alloy piping services. Workhorse pipe diameters for a combination SAW + GMAW solution be from 200-800mm, in materials like stainless.

Power Generation
High temperature, heavy wall pressure vessels (ASME B31.1); nuclear auxiliary lines and boiler tube work. For large OD, very thick-wall pressure piping, with a range of 1,500-3,000mm.

Shipbuilding
Marine pipelines, deck pipework, ballast lines, hull fabrication (girth and long seams). In applications where you need to make internal bore root passes.

Wind Tower & Structural Steel
Welding wind tower base section, structural steel tubes for bridges & building, tower fabrication, pipe and tower of bridge, tower segments are welding.
International Standards Compliance — ISO 9001, CE, AWS D1.1, EN ISO 15614
Pipe welding equipment falls foul on technical spec less frequently than certification in the procurement audit process. An end-user buyer who needs an automatic pipe welder for projects placed under either of the codes-AWS D1.1 and ASME B31-requires not simply that the supplier can show they can submit a certification but they can demonstrate they are in fact certified, to a level and degree they can produce it. This not by claiming they once worked with, a cert. We claim four credentials (ISO 9001:2015 Quality Management Systems among them) across the FWM Series plus other products in the range.
The FWM Series production quality control management system, founded in 1999, is the responsibility of ISO 9001, whose production lines (worth US $1.4 million registered capital) are certified for an annual output of 1,000 units welding machinery and 200 sets CNC cutting machinery. European CE mark is used for export into all member states without requiring local approvals. Welding standards required in the Mexican project’s 3rd-party SGS survey were based on AWS D1.1 for structural welding. Spanish, French, German, Italian ship yards and pressure vessels makers use the EN ISO 15614 standard procedure certification as support to win tenders.
[ SYS.CERT.MATRIX ]
ISO 9001
Quality management system
CE
European market conformity
AWS D1.1
Structural welding code compliance
EN ISO 15614
EU welding procedure qualification
Warranty and after-sales scope
An 18 month standard, free of charge guarantee on hardware failure during reasonable operation and upkeep is supplied free with every FWM – including free spare parts during the guarantee period and cost price spare parts with nothing hidden when it expires. Downtime of welding machines is one of the biggest cost centers in many fabricating companies and as a result our warranty after sales SLA covers the cost of the initial response of a remote diagnosis on the occasion of the guarantee failing to meet the standards stated. Unlike some, we do not guarantee absolute success of machine operation free from failure, as a matter of honesty mechanical degradation will happen and our network is built accordingly. ABOKE can also arrange a custom built option in conjunction with the manufacturer on stroke length, load capacity, selection of welding process (TIG, MIG, Pulse), control type (PLC, relay), standard of electrical supply (115V, 230V, 400V etc.) and other functions such as automatic track & follow systems or Weld Monitoring System, by application.
Pipe Welding Manipulator Procurement Guide — Pricing, Delivery, Warranty & After-Sales
TARGET
Primary audience: Procurement Manager (PROC) + Operations Manager (MGR)
01
Delivery & Standard Lead Time

Procurement teams who review an automatic pipe welding machine will give the lead time, warranty, and TCO priority over specs – only because every manufacturer has a spec list while none has a delivery commitment. A competitive price-selection involves extra costs down the road: quality control procedures, tested, proven, and traceable weld procedure, even post warranty spare parts all excluded in a cheap offer.
02
OEM Configuration

The second major lever in procurement is through OEM configuration. Voltage configurations at the build level stay flexible—same FWM-0404 sized for 480V three phase in North America, shippable to Europe on 400V three phase as is, no costly electrical refit at destination.
Welding process control settings, controls software suite, seam tracking functionality and weld monitoring are listed out and quotable as discrete add-ons, not charged out as change orders.
03
Pricing Transparency

Nearly every pipe welding manipulator vendor just puts “Contact for Quote” on their product pages and won’t show you anything unless you’ve signed an NDA first. With ABOKE, our procurement intake is the reverse – every RFQ we get gets an actual written quotation with a line-itemized proposal and an anticipated deliver date within 48 hours of receipt.
04
After-Sales & Warranty

After-Sales support has warranty time as the basic component. For the first 18 months of commissioning, spare parts and remote troubleshooting services are free. After the warranty has been expired, spare parts prices would be listed at net cost, no extra fee embedded and lead times per part category would be given in lead time table.
PROCUREMENT INTAKE
Receive an itemized proposal & delivery schedule.
Request Custom Quote with 48-Hour Response[ ENGINEERING RESOURCES ]
Engineering Calculation & Equipment Selection Tools
FWM Capacity Matcher
Determine the required FWM series column and boom manipulator specifications based on pipe dimensions and welding process parameters.
SAW Flux Savings Calculator
Estimate material cost reductions and flux recovery volume when utilizing the compressed-air powered SAW flux recovery system.
Automation ROI Payback Calculator
Project the return on investment timeframe and labor cost savings by comparing automated FWM deployments against manual welding baselines.
Frequently Asked Questions
Q1. What is the difference between a pipe welding manipulator and a pipe positioner?
A pipe welding manipulator uses a vertical column and horizontal boom to move the welding torch over a stationary or rotating pipe — manipulator carries out the travel, pipe stays put or rotates under fixed support. A pipe positioner rotates the pipe under a stationary welding head — pipe carries out the travel, torch stays put.
Both devices serve complementary roles. Long longitudinal seams on large-diameter pipe require manipulator travel along the pipe axis, which a positioner cannot deliver because positioners only rotate the workpiece — they do not translate the torch. Many buyers searching online for “pipe welding manipulator” land on positioner product pages because Google clusters both terms in the same SERP cluster.
A practical decision rule: if the seam runs along the pipe axis (longitudinal), buy a manipulator. If the seam runs around the pipe circumference (circumferential), a positioner alone can work — but combining a manipulator with a positioner gives you both motion axes and lets you weld any seam geometry. Most heavy fabrication shops own both. Verify which motion axes your specific project requires before sourcing, and consider whether long-term workload justifies both pieces of equipment.
Q2. How do I select the right FWM model for our pipe diameter range and wall thickness?
Start with your largest pipe OD you intend to weld, then reduce by maximum wall thickness, then make your choice between SAW and GMAW welding or both processes. Our FWM Capacity Matrix on this page matches our recommended models against 8 pipe diameter ranges with their respective SAW process type and flux feed rate recommendations.
This is also good where your project mix is heavily tilted, say mostly between 500-1,000 mm (heavy ends) with intermittent need for up to 1,200mm. Our ABOKE FWM-0404 Middle at base specification will handle that for you. Provide your pipe specifications along with your Request for Quotation and ABOKE engineering shall determine your selection with your quote within the 48-hour period.
Q3. Can the FWM Series run SAW and GMAW simultaneously on the same workpiece?
Yes — the FWM PLC controller (designed against ISO 9283 manipulating industrial robots performance criteria) handles up to 60 weld recipes covering both processes and sequences them automatically on a single pipe without manual switchover. Mexico FWM-0404 ran external SAW circumferential closure followed by internal GMAW baffle stitch on every API 5L X80 pipe.
Process switching happens in seconds at the control pendant — operators select the active recipe rather than re-entering parameters. Boom mounts carry a SAW head and a 1.2mm narrow-head GMAW torch on separate stations, so swapping between heavy circumferential closure and fine internal stitch is a recipe call, not a hardware change.
Q4. How much do robot welders and automatic pipe welding manipulators typically cost?
Industry benchmarks for fully integrated pipe welding robotic cells in 2025 land between $60,000 and $120,000 including positioners, sensors, and integration – entry-level cobots start near $40,000 and large multi-wire SAW cells with Flux Recovery integration can exceed $150,000.
Pricing for ABOKE FWM Series depends on model tier, scope of customization and the destination voltage standard. Every RFQ is answered with a written, itemized quote within 48 hours; high volume orders or OEM configurations have the volume pricing scope documented on the RFQ rather than negotiated externally.
Q5. What is the typical delivery time and warranty period for the FWM Series?
Standard delivery is 30 days from order confirmation on stock configurations. Customized models – non standard voltage, OEM control system, additional auxiliary functions – can extend lead time, but ABOKE provides an exact delivery commitment in writing before the customer signs the order.
Warranty is 18 months from the date of first system operation, covers faults/ failures of the equipment as used in standard shops with typical maintenance. Free spare parts within warranty, cost-price spare parts after warranty, no hidden fees on post-warranty support.
Q6. Do you provide OEM customization for international voltage and welding standards?
Yes. Stroke, load capacity, configuration of welding process, control system, voltage (115V to 460 V) and auxiliary functions such as seam tracking/ welding monitoring are all tailored. Active customer deployments span Spain, Germany, Russia, India, Brazil, France, Italy and Vietnam – each leaves the factory in whatever standard voltage suits the destination market.
OEM rebadging and private label production are possible for systems integrators and authorized channel partners. Documentation, control interface language and translation of the operator manual are scoped as part of the OEM quotation phase.
Q7. What is the expected service lifespan and ongoing maintenance requirement?
FWM Series systems are specified in a service life expectancy of 10 years based on typical fabrication shop application and mounting. Maintenance tasks are simple – column and boom bearing, welding head consumables and PLC firmware are among the typical regular service items; the Mexico project FWM-0404 had welded over 300 API 5L X80 pipe in six months without unplanned downtime.
A manufacturer recommended maintenance schedule is detailed in the operator manual; remote diagnostic support is available under the 18 months warranty. Recommended PM interval sits at the level typical of a heavy fabrication shop.
Q8. Can the FWM Series weld stainless steel and nickel alloys in addition to carbon steel pipe?
Yes. ABOKE’s SAW head runs flux-cored and solid wires up to and including stainless steel, low-alloy steel or nickel alloy feeds. GMAW torch includes an integral contactor to operate the full range of MIG/MAG wire types for stainless and high-alloy pipe. Welding parameters are visible as material specific recipes in the PLC.
Petrochemical and shipbuilding clients operate mixed carbon/steel and stainless programs on the same FWM head – recipe change takes seconds. For specialty alloys such as duplex stainless or nickel alloys for higher temperature service, ABOKE engineering support is available to help qualify procedure during commissioning.



