Get in Touch with Aubrik Company

An H-Beam & Steel Structure Production Line is more than a cutting machine and a longer conveyor. It is an integrated sequence of cutting, beam assembly, submerged arc welding, straightening, transferring, and finishing systems built around how a steel fabrication shop handles webs, flanges, plates, and finished beam structures.
Quick Specs Buyers Should Define First
- Beam size capability range ( web, flange, sectional limit ).
- Cutting machine method: CNC flame cutting, plasma cutting, or combined method.
- Beam assembly method, tack-weld access, and conveyor path.
- Submerged arc welding type, flux management and torch following systems.
- Flange straightening, shot blasting, surface finish, handling aids, training, and service plan.
This guide gives plant managers, steel fabrication teams, purchasing agents, and EPC buyers practical factors to compare before issuing an RFQ. It separates the purchasing decision from the educational part, then points qualified readers toward Aubrik’s beam line configuration when they are ready.
What an H-Beam & Steel Structure Production Line Includes

Most standalone h beam welding machines serve one work station. A fully integrated h beam production line connects these stations, reducing material handling from raw inputs to final products. A steel structure production line can include a CNC cutting machine, beam assembly machine, gantry welding station, straightening machine, conveyor and turning system, shot blasting machine, and surface treatment setup.
| Scope | What it usually covers | Buyer risk |
|---|---|---|
| Single welding machine | Beam welding at one station, often with separate handling. | Low price may hide extra conveyors, turning, and straightening work. |
| H beam production line | Cutting, assembly, beam welding, straightening, and transfer between stations. | If the line layout is vague, bottlenecks move from welding to handling. |
| Integrated steel structure line | Plate cutting, H-beam fabrication, box beam options, surface treatment, and shop logistics. | Supplier proof must cover module compatibility, controls, installation scope, and support evidence. |
Aubrik’s product experience spans beyond an H-beam welding system: We also produce wind tower production lines, pipe welding machines, CNC cutting equipment, grinding machines, rolling equipment and bending equipment. We recognize this because beam production is usually only one component in a shop for producing steel structures. Cranes, raw material lay down area, inspectors, welding and cutting staff, and surface finishing stations are frequently used by multiple heavy fabrication activities.
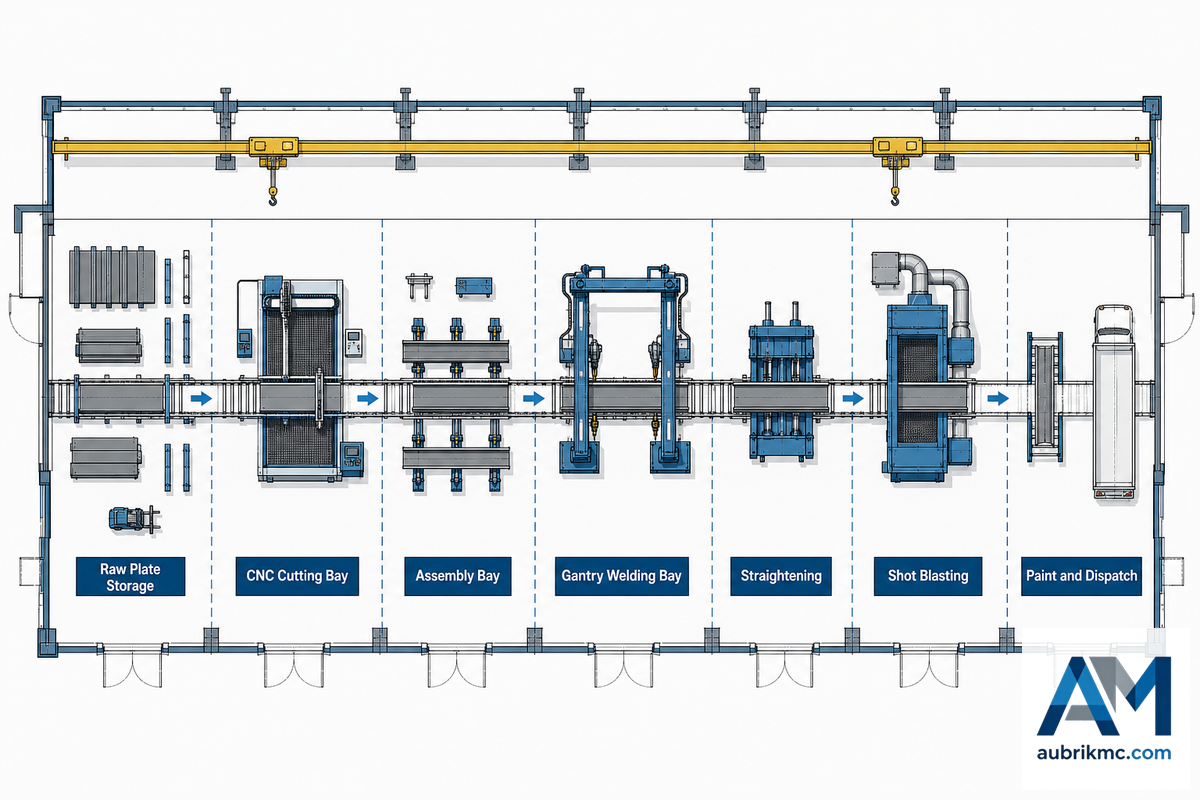
From Steel Plates to Final Product: The Production Process
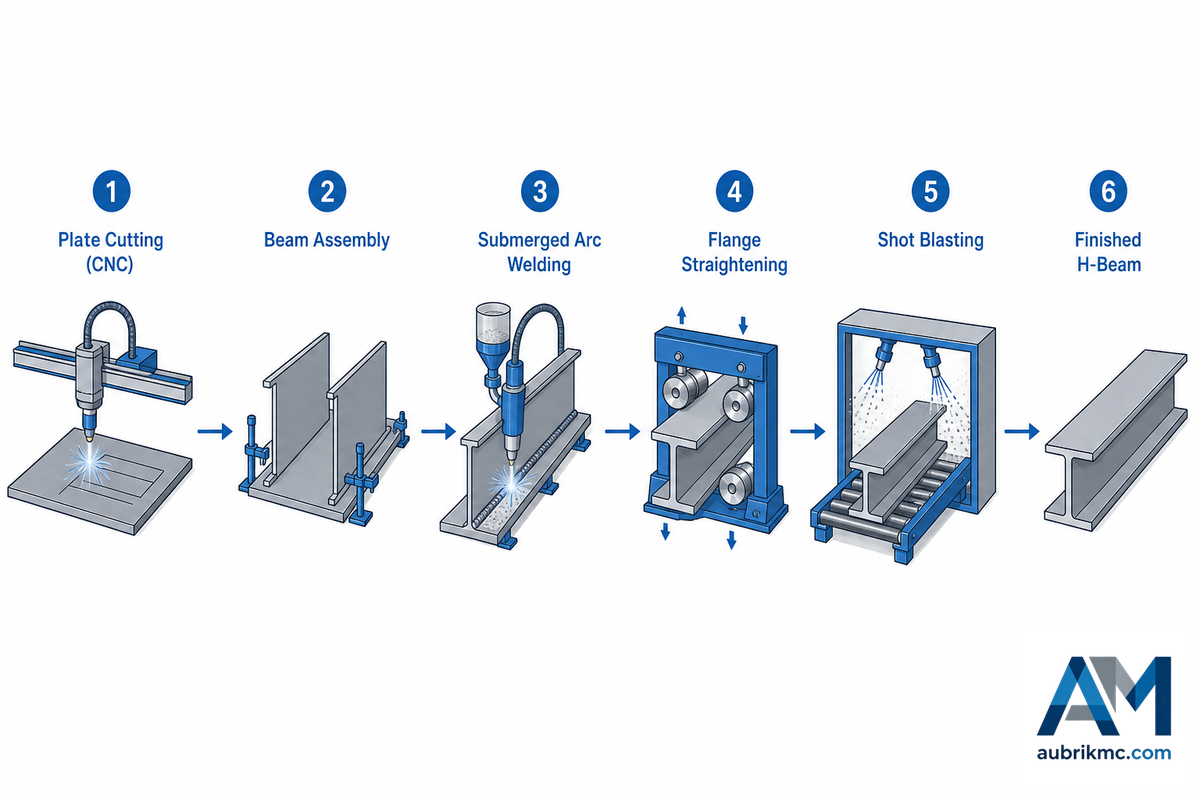
Simplified, the H-Beam production line process goes from steel plates to finished H Beam. (See below for a planning checklist rather than building code or project drawing plans.)
7-Station Beam Flow
- Raw Plate Preparation – verify the quality of the material in use. (Steel Grade, Plate Flatness, Thickness etc)
- Plate Preparation by CNC Cutting – A flame, plasma, or other combined machine is used to cut web plates to the proper height and flange plates.
- Beam Assembly – Using a positioning machine, the plates are placed to form an H shape and then tack welded into place.
- Submerged arc welding – Welds between the flange plates and web are executed using submerged arc welding.
- Transfer to turn over, and conveyor – This moves the beams between each step without needing manual workarounds or cranes for difficult-to- handle beams.
- Flange straightening: straighten heat-related deformation after beam welding.
- Shot blasting, finish – Prepares surfaces before painting or other structural applications.
What is the process of H beam production line?
In most shops, an H-beam production line starts with plate cutting, then moves to web-and-flange assembly, tack weld work, submerged arc welding, straightening, inspection, and final surface treatment. Web plates and flange plates are cut first, aligned in an H shape, then sent to the gantry welding machine. After the main welds are complete, the beam moves to straightening, shot blasting, and any finish steps required by the project.
Welding code belongs in the buyer’s checklist. AWS describes D1.1 as a structural welding code covering how structural steel is welded, qualified, inspected, and accepted. That does not mean every export machine quote follows AWS criteria by default. It means the buyer should ask which welding procedures, welder qualifications, inspection records, and acceptance criteria will apply to the job.
Machine Stack: Cutting, Beam Assembly, Gantry Welding, Straightening, and Shot Blasting
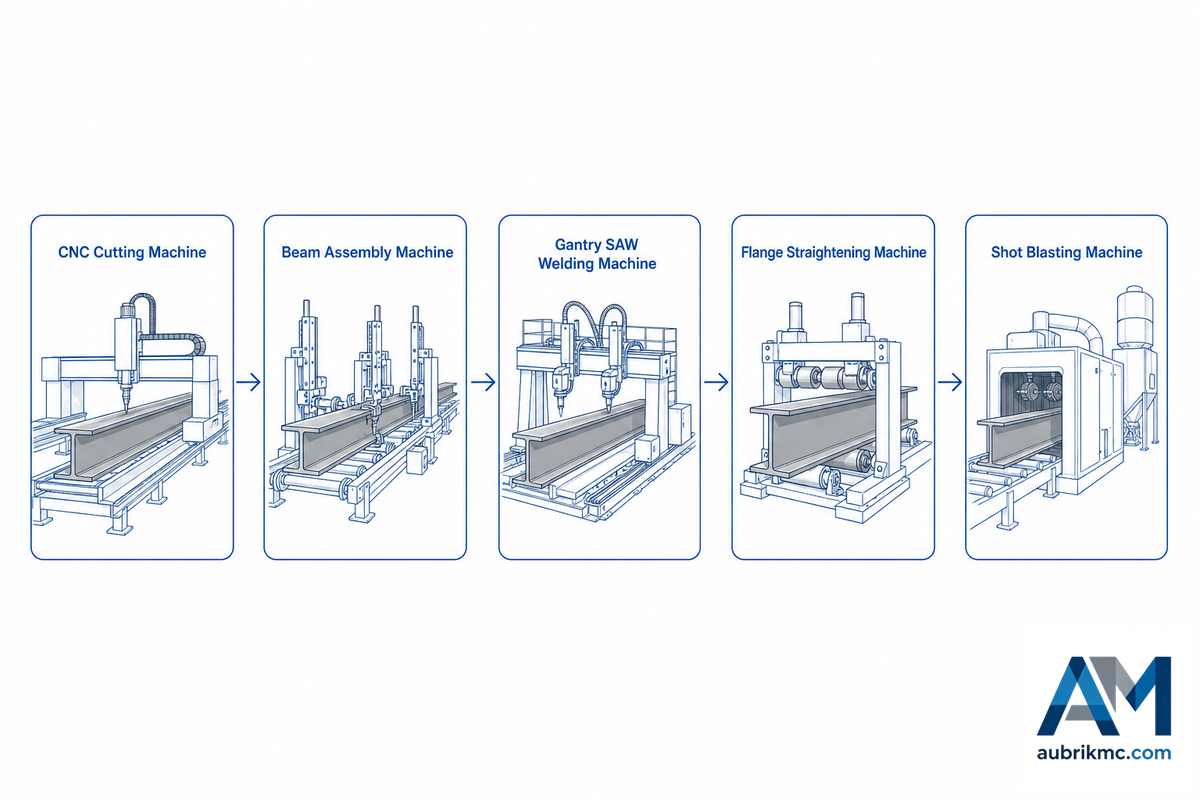
Good proposals list the machine stack in the same order your shop will use it. They should also show what evidence is available before shipment, during installation, and at start-up.
| Module | Purpose | Evidence to request |
|---|---|---|
| CNC cutting machine | Cut web and flange plates before assembly. | Cutting method, nesting control, plate range, and edge quality sample. |
| Plasma or CNC flame cutting | Match cutting speed and edge condition to plate thickness. | Material test range and maintenance points for the cutting path. |
| Assembly machine | Hold web and flange alignment before tack weld work. | Clamping method, hydraulic range, and setup change procedure. |
| Gantry welding machine | Carry submerged arc welding heads along the beam length. | Torch tracking method, flux handling, wire feed, and welding process records. |
| Conveyor and turning equipment | Move beams between welding sides and downstream stations. | Shop-layout drawing, transfer direction, and crane interface points. |
| Straightening machine | Straighten flange deformation after welding heat input. | Flange size range, roller arrangement, and hydraulic adjustment method. |
| Shot blasting machine | Prepare beam surface before coating or later fabrication. | Abrasive media plan, dust collection, surface finish target, and maintenance access. |
| Electrical and control cabinet | Coordinate motors, welding parameters, hydraulic units, and line stops. | Control language, spare part list, alarm handling, and operator training scope. |
| Installation and training package | Turn equipment into a working production line on site. | Foundation needs, commissioning plan, warranty wording, and after-sales contact path. |
Shot blasting deserves specific attention because it is both a surface treatment station and a safety planning item. OSHA welding and cutting rules note that worker protection depends on ventilation and exposure control; abrasive blasting adds its own dust, noise, grit, and surface-contaminant concerns. Buyers should ask about enclosure design, dust collection, abrasive media, and maintenance access before treating shot blasting as a simple add-on.
Automatic vs Semi-Automatic H Beam Production Line: Which Setup Fits Your Shop?

Semi-automatic beam manufacturing can be a practical solution for shops with mixed work, lower repeat volume, or tight floor space. Fully automatic line design is easier to justify when material flow, repeat beam families, and operator responsibilities are defined before purchase. Choosing the wrong automation level can make a line harder to operate, even when the equipment itself is sound.
| Configuration | Best fit | Question before buying |
|---|---|---|
| Manual support equipment | Low volume, repair work, and shops that already have cranes and trained fitters. | Will manual movement create waiting time or safety risk around heavy beams? |
| Semi-automatic line | Fabricators that need better welding consistency but still run varied beam sizes. | Which steps still need operator setup, turning, measuring, and inspection? |
| Automatic h beam production line | Repeat work, planned batch flow, and shops with enough space for conveyors and staging. | Can upstream cutting and downstream finishing keep pace with automated welding? |
How does a hydraulic system benefit the H Beam Production Line?
Hydraulic systems help the assembly machine, straightening machine, and clamping devices apply controlled force to heavy steel members. During beam assembly, hydraulic clamps hold the web and flange in place before tack weld work, giving the operator a reliable starting point. For flange straightening, hydraulic pressure helps correct distortion caused by welding heat. Buyers should ask how pressure is adjusted, how the hydraulic system is protected, which seals and pumps are common spare parts, and what routine maintenance the operator must perform. Treat productivity as a result of stable material flow, safer adjustment, and fewer handling delays, not as a fixed promise that applies to every shop. Ask whether pressure settings are recorded during factory testing and operator training.
Automation planning also carries integration risk. NIST’s smart manufacturing robotics work notes the need for performance measures, integration, agility, interoperability, and confidence that systems will work in real shop-floor conditions. For beam line automation, that becomes practical RFQ language: when does the operator set the recipe, how are changes tested, and how does the line restart after a stop?
Welding and Straightening Quality Checks Buyers Should Ask About
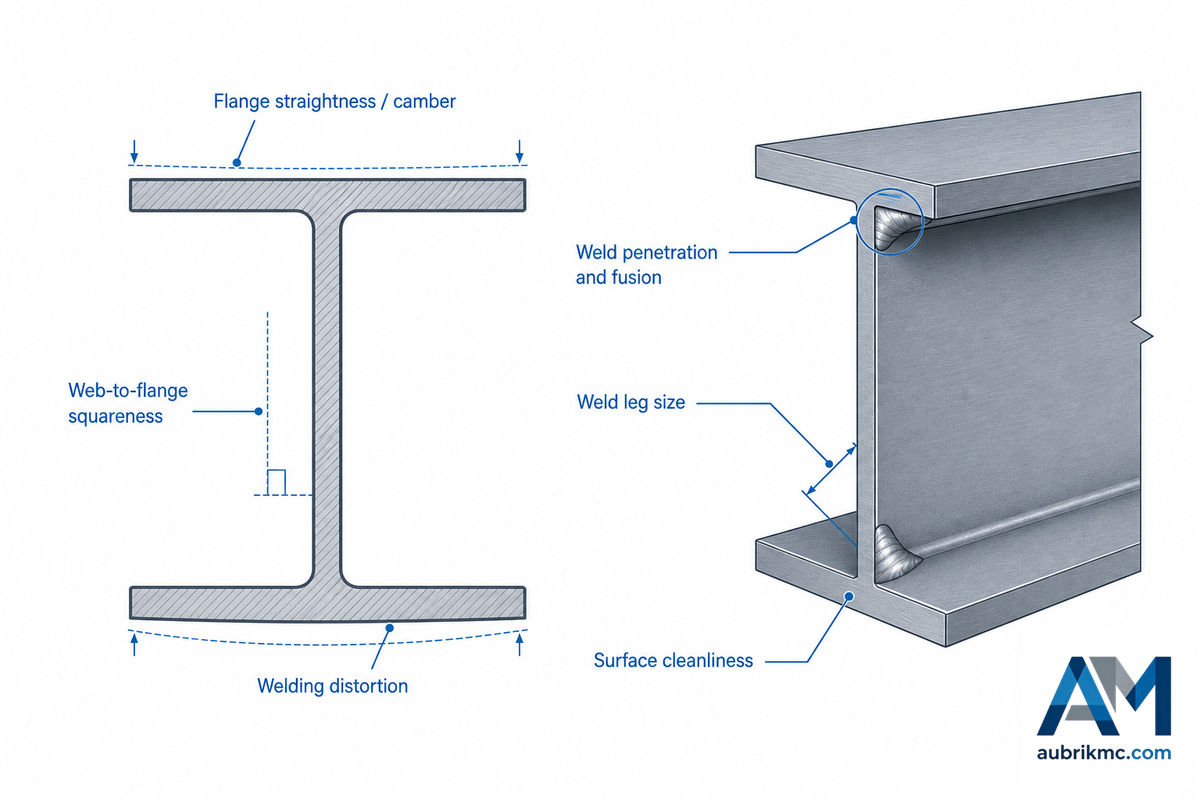
A beam welding line is only as useful as the quality of the weld, the straightness of the section, and the records that prove the line was set correctly. Buyers should avoid unsupported tolerance claims unless the supplier ties them to material, beam size, welding procedure, inspection method, and acceptance criteria.
| Quality point | Ask for | Why it matters |
|---|---|---|
| Welding procedure | Process, wire, flux, current range, and inspection plan. | Beam welding depends on repeatable parameters, not only operator skill. |
| Welding torch tracking | How the torch follows the seam when plate condition changes. | Poor tracking can affect weld appearance and rework time. |
| Flange straightening | Straightening machine range, roller contact, and sample correction process. | Weld heat can pull the flange out of shape after submerged arc welding. |
| Ventilation and fume control | Local exhaust or general ventilation plan around welding stations. | OSHA welding rules warn that welding fumes and gases require adequate ventilation. |
| Inspection records | Factory test notes, commissioning checklist, and operator training record. | Records make approved settings easier to repeat after installation. |
How does a flange straightening machine function?
The flange straightening machine uses rollers and hydraulic pressure to correct flange distortion after welding. During correction, the beam passes through the line while the roller position is set for the flange thickness and beam section. Its job is to straighten deformation without damaging the cross-section. If a purchaser cannot verify the flange range, adjustment method, hydraulic specifications, operator controls, and service access, the offered line may be missing a central part of h beam production quality.
The 9-Gate Beam Line RFQ Ladder
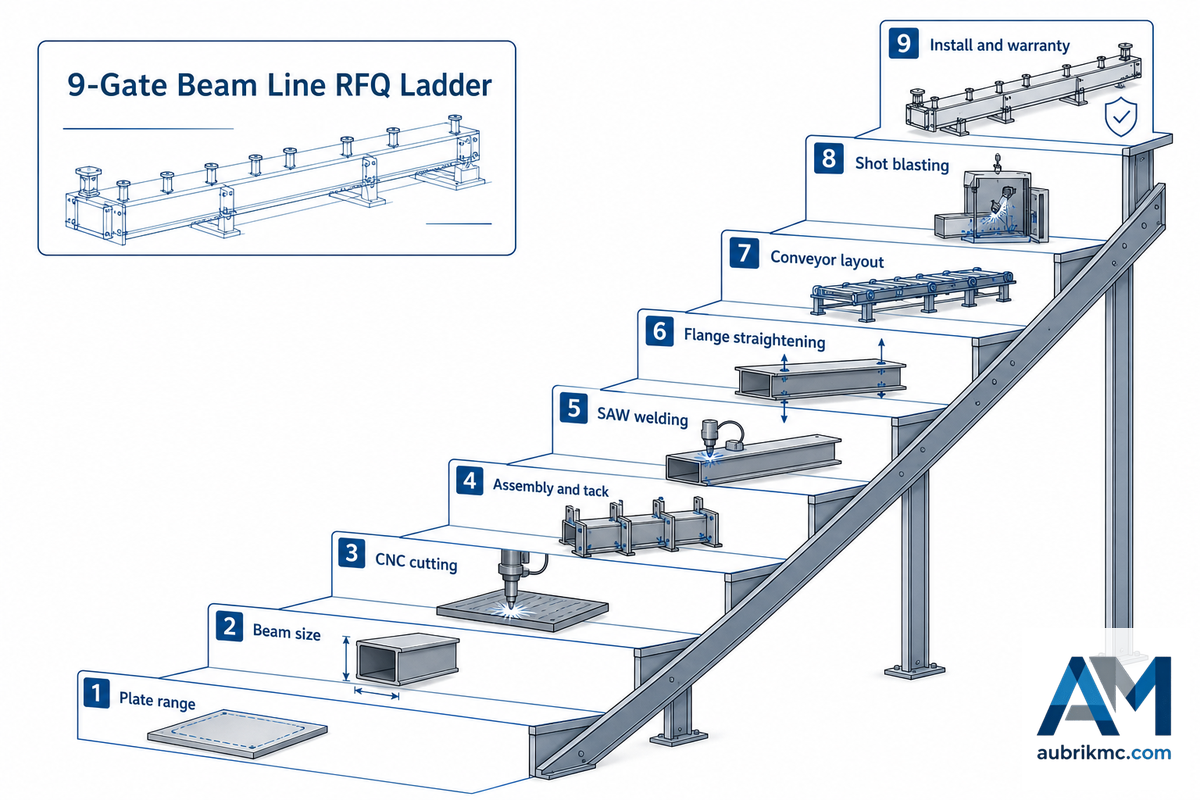
Compare h beam welding machine producers and production line suppliers using the 9-Gate Beam Line RFQ Ladder. This tool asks each supplier to demonstrate how their line performs in your shop without reducing the decision to a one-line price.
| Gate | RFQ check | Supplier evidence |
|---|---|---|
| 1 | Material and steel plate range | Plate thickness, raw material handling, and steel grade assumptions. |
| 2 | Beam size and cross-section range | Minimum and maximum web height, flange width, and box beam limits if needed. |
| 3 | Cutting method and CNC control | CNC cutting, plasma, or flame cutting plan, plus software and nesting support. |
| 4 | Assembly and tack-weld handling | Assembly machine clamping, tack-weld access, and operator station layout. |
| 5 | Submerged arc welding configuration | Gantry welding machine setup, welding process records, wire, flux, and torch count. |
| 6 | Flange straightening method | Straightening machine range, roller details, and sample beam test plan. |
| 7 | Conveyor and turning layout | 2D line layout, crane interface, safety zones, and maintenance access. |
| 8 | Shot blasting or surface treatment path | Abrasive blasting enclosure, dust collection, surface finish target, and coating handoff. |
| 9 | Installation, training, warranty, and spare parts | Commissioning plan, one-year warranty wording, OEM change process, and spare-parts list. |
Add one RFQ note for material and controls: state whether the line will process carbon steel, which h-shaped steel profiles are expected, and whether a steel beam drawing package is supplied by the buyer or supplier. For machines, ask whether the h beam assembly machine, h beam straightening machine, and any h beam machine accessories are included in one supply chain or purchased separately. For controls, ask how computer numerical control, automatic control, automated production, accuracy and precision checks, and production efficiency data are recorded during factory testing. For engineering and construction work, structural engineers should connect weld documentation, structural integrity checks, and steel fabrication industry acceptance needs before final sign-off.
Use the figures below as RFQ field examples, not as promised equipment specifications. Replace every example value with your project data before a supplier sizes the production lines.
| RFQ field | Example unit entry | Why the unit matters |
|---|---|---|
| Web height | 800 mm | Confirms beam assembly and straightening range. |
| Flange width | 300 mm | Affects roller contact and conveyor support. |
| Web thickness | 12 mm | Affects cutting, fit-up, and heat input planning. |
| Flange thickness | 20 mm | Helps size flange straightening and welding settings. |
| Beam length | 12 m | Drives conveyor, turning, and crane interface planning. |
| Line footprint | 36 m x 12 m | Keeps layout discussions tied to floor reality. |
| Passline height | 900 mm | Aligns conveyors, assembly, and handling equipment. |
| Operator aisle | 1 m | Flags access around welding and straightening stations. |
| Cutting kerf allowance | 2 mm | Connects nesting, CNC cutting, and edge condition. |
| Test coupon length | 300 mm | Defines sample evidence before acceptance. |
| Weld trial beam | 1 m | Creates a practical factory-test record. |
| Power allowance | 45 kW | Supports electrical cabinet and installation planning. |
| Control cabinet clearance | 800 mm | Protects service access and maintenance space. |
| Blast opening | 1200 mm | Checks whether shot blasting can accept the beam family. |
| Dust duct diameter | 250 mm | Forces early discussion of dust collection routing. |
| Crane hook height | 6 m | Prevents handling assumptions from being hidden. |
| Foundation embed depth | 300 mm | Clarifies civil work before installation. |
| Spare cable length | 5 m | Makes spare-parts and installation scope visible. |
| Test handling weight | 500 kg | Keeps acceptance testing tied to real handling load. |
For existing project scopes, compare Aubrik’s H-beam steel structure production line scheme with the nine gates listed above. This helps focus the buyer discussion on material range, equipment modules, welding quality, and installation reports, with less focus on a loose piece-of-equipment list.
Founded in 1999 and formerly operating as Wuxi ABK Machinery, Aubrik reports a professional R&D team with more than 20 years of industry experience, annual capacity for 1,000 sets of welding equipment and 200 sets of cutting equipment, ISO9001 certification, and CE certification. Those facts help provide supplier context, but the final choice should still be based on project fit, test results, service response, and document quality. For company background, review Aubrik’s company profile; for installation or OEM scope questions, check Aubrik services or contact Aubrik.
Where H-Beam Lines Fit in Steel Structure Fabrication
H beam lines work best when the shop has enough repeated steel work to link the stations. It is not always a good purchase for occasional beam repair, short runs with many unusual sizes, or extensive field welding. It becomes more useful when a fabricator needs plate cutting, beam assembly, beam welding, flange straightening, and surface preparation in a repeatable flow.
| Application | Good fit | Check first |
|---|---|---|
| Construction and infrastructure | Repeated structural steel members and planned shop flow. | Project codes, inspection requirements, and material traceability. |
| Heavy machinery | Heavy steel parts where weld repeatability and straightness matter. | Mixed cross-section needs and downstream machining steps. |
| Shipbuilding and energy work | Beam and plate work tied to larger fabrication cells. | Surface treatment, material handling, ventilation, and documentation. |
| Pressure vessel support frames | Support structures that need repeated straight members. | Fit-up requirements and whether box beam production is also needed. |
Aubrik’s stated application fields include pressure vessels, petroleum, chemical industry, electric power, shipbuilding, construction, and heavy machinery. For H-beam customers, the practical point is to define the work family before choosing the automation system. A shop producing repeated H-beam sections needs a different layout than a shop doing mixed heavy frames, box beam sections, and one-off structures.
Industry Outlook: Integrated CNC Cutting, Automated Handling, and Surface Treatment

World Steel Association outlooks point to different steel demand conditions by region, so buyers should avoid treating every headline as a proven advantage. Forward-looking statements carry uncertainty. For an H beam or steel structure production line purchase, the safer basis is the buyer’s intended order mix, not promotional news.
Robotics statistics support the direction of travel. The International Federation of Robotics reported 542,000 industrial robots installed worldwide in 2024, more than double the level a decade earlier. But an h beam line is still a heavy fabrication system with plate variation, weld heat, crane movement, and inspection needs. A better question is not automatic or not. It is: which station poses the bottleneck, and what test results show this line can work?
Most buyers then proceed to a more targeted RFQ covering beam range, cutting process, cutting-station layout, welding assembly line, automatic welding needs, flange straightening, later surface treatments, power source, operator training, and warranty. According to the company brief provided, Aubrik offers OEM customization and a one-year free warranty. Export countries include Spain, Germany, Russia, India, Brazil, France, Italy, and Vietnam. These elements belong in the supplier review alongside the 9-gate evidence table.
FAQ
What is an H beam production line?
Short answer
An H beam production line is a series of machines that process steel plates from cutting to web-and-flange assembly, welding, flange correction, and surface preparation. Common stations include CNC cutting, beam assembly, gantry welding, conveyor handling, and shot blasting.
What is the process of H beam production line?
Short answer
Start with plate preparation, then cut the web and flange on CNC flame or plasma equipment. The assembly machine holds the section for tack weld work. Submerged arc welding completes the main welds, followed by turning, flange straightening, inspection, and shot blasting or surface preparation. Exact sequencing depends on beam size range, shop layout, project standard, and downstream coating or fabrication needs.
What role does a steel plate play in the production line?
Short answer
Steel plate is the raw material for the web and flange parts of the H beam. Plate thickness, flatness, grade, and edge condition affect cutting quality, assembly accuracy, weld consistency, and straightening work.
Why is shot blasting important in H beam steel production?
Short answer
Shot blasting removes scale and prepares the beam surface before coating or later fabrication. Buyers should also check dust collection, blast enclosure design, abrasive media, and maintenance access because blasting is both a surface preparation step and a safety planning issue.
How do you choose the right supplier for H-beam production lines?
Short answer
Select a supplier by matching the line to your material range, beam size, cutting method, welding process, straightening needs, shop layout, training plan, warranty terms, and spare-parts support. Use the 9-Gate Beam Line RFQ Ladder as the framework for comparison.
What is the purpose of a beam welding line?
Short answer
A beam welding line joins the web and flange plates into a welded H beam or a similar structural member. Its purpose is to make beam welding more repeatable and easier to inspect than station-by-station work.
Related Reading
- Rotary welding positioner guide
- Welding turntable buyer guide
- Pipe welding positioner guide
- Welding positioners and turntables comparison
- Aubrik welding positioners
References
- American Welding Society: AWS D1.1/D1.1M Structural Welding Code – Steel
- American Welding Society: Codes and Standards
- OSHA 1910.252: Welding, Cutting, and Brazing General Requirements
- OSHA 1926.353: Welding, Cutting, and Heating Ventilation and Protection
- NIST: Robotic Systems for Smart Manufacturing Program
- World Steel Association: Short Range Outlook October 2025
- International Federation of Robotics: World Robotics 2025 Summary



