Get in Touch with Aubrik Company
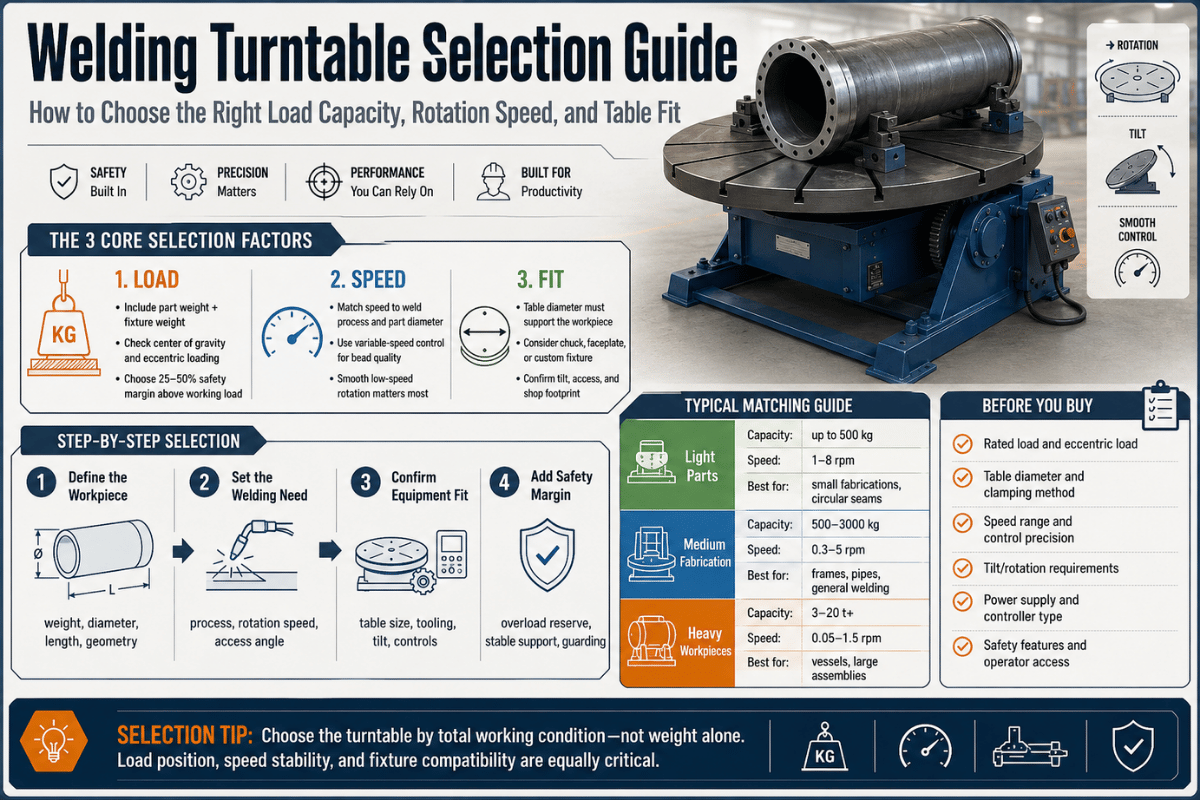
Choosing the right welding turntable starts with matching rotation to the actual workpiece. One common pitfall is specifying the wrong rotation method for the job. While one small bench turntable might efficiently spin a round TIG flange 24/7, that same table design can be the wrong piece of equipment for a part that is long, heavy, off-centered on the rotation axis, or pulled away from the fixture’s axis. Use this process to select the proper welding turntable, right welding positioner, pipe rotator or larger positioning system prior to requesting a quote.
Quick Specs: Welding Turntable Selection
- Use a turntable for any part that can be clamped to the table, chuck or control itself.
- Check gross load, fixture weight, Center of Gravity (CG) and eccentricity prior to ordering your size unit.
- While maximum rpm may be stated, TIG needs a much slower, steadier rotation.
- Any pipe or stainless workpiece will require a hole in the end for purge gases.
- Heavy cylindrical shells usually need to sit on top of the rolls, rather than inside a flat turntable.
What a Welding Turntable Does in a Welding Positioning Setup

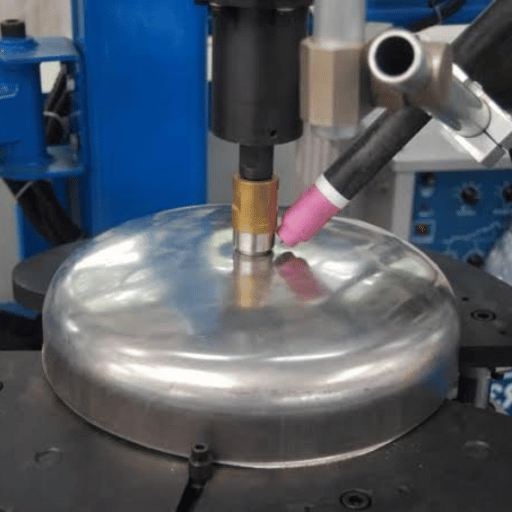
In a welding positioning cell setup, the turntable keeps the workpiece mounted on a table, faceplate or chuck and the welder on the work surface, reducing torch travel inside a defined working zone for a better welding process. In short, turntables move the part, instead of expecting the welder to walk around it or climb over it for more effective welding production.
This is not merely a comfort issue. OSHA welding ergonomics guidance addresses excessive or static postures, awkward welding movements, bending over a workpiece, and prolonged reaching by the welder, all of which can add stress and fatigue in the back and shoulder areas.
For over 20 years, Aubrik (formerly Wuxi ABK Machinery, founded in 1999) has focused on industrial and commercial rather than hobby applications, producing a full line of welding equipment from simple turntables and pipe welding machines to complex CNC cutting cells, wind tower fabrication lines, H-beam processing lines and other automated welding systems. When considering a welding turntable, remember that a new purchase often also includes welding accessories such as chucks, positioning faceplates, fixture size control, workpiece size checks and production cell interfaces.
What is a welding turntable?
This particular rotary welding positioner has been built with a single, horizontal welding axis. A round table, 3-jaw chuck or custom-engineered fixture holds the workpiece. During welding or inspection, the table rotates the workpiece at a pre-selected speed while the welder and any robot remain on the flat working platform, so that the torch, gun or scanner stays within its optimum operating zone and avoids over-reaching.
Most units feature fixed horizontal tables, with many larger options adding tilting capability through angle control to weld the workpiece more safely at the desired welding angle.
Welding Turntable vs Weld Positioner vs Pipe Rotator

Naming can mislead buyers.
Catalog descriptions of equipment can get confusing because vendors use overlapping wording. A better differentiator is how the workpiece itself is held and manipulated for positioning. UK Health and Safety Executive guidance describes turntables and related devices as equipment for orienting a workpiece or multiple fixture sizes and supporting them for welding at a set angle. Rotators, by definition, employ one or more driven, supported and idler rollers against a cylindrical workpiece to achieve rotation.
| Equipment class | How it holds the part | Best fit | Buyer warning |
|---|---|---|---|
| Welding turntable | Table, faceplate, chuck, or fixture | Flanges, rings, small pipe spools, circular seams | Poor fit for long shells that need roller support |
| Tilt-rotate weld positioner | Faceplate plus tilt axis | Assemblies needing angle change during setup | Tilt capacity can be lower than flat table capacity |
| Pipe rotator or turning rolls | Driven and idler rollers under the shell | Long pipes, tanks, vessels, cylindrical shells | Watch axial drift and roller contact stability |
| Column and boom manipulator | Moves the weld head, not only the workpiece | Large vessels, long welds, automated stations | Needs more floor space and guarding review |
Rule of thumb for when a turntable might work: if you can chuck a workpiece to a table and safely spin it around the table joints, a turntable may be the best fit. But if a part is a long, thin cylinder requiring stability throughout its length, turning rolls should be considered. If a weld head needs to travel far across a long part, you may want to consider a manipulator or robotic cell setup instead.
Load, Diameter, and Center-of-Gravity Checks Before You Ask for a Quote

Load rating is just about the first thing any buyer asks about, but it is not the last metric you need to consider before buying to ensure safety. In “A Primer on Equipment and Procedure for the Handling of Round-Work Pieces” in The 2026 AWS Welding Digest, the authors point out that off-axis loads can cause sudden movement, clamping and anchoring affect stability, and changes in orientation impact balance. HSE guidance also identifies center of gravity height and lateral eccentricity as critical considerations for positioner stability.
Engineering Note: Inquire for estimates about a workpiece weight, fixture weight, chuck weight, maximum round-work diameter, distance from the table face plate to the work center of gravity, and the probable welding angle. Placing 300 kg parts in the center will create a different load situation than hanging 300 kg pieces 200mm off the center axis.
Bancroft’s “Bench positioner User Manual” provided a great case-in-point in its TT-100 unit. The specification called for a 200-lb. horizontal load and a 100-lb. vertical load, in addition to table diameter, tilt angle, center of gravity, and eccentricity limitations. The specified loads were particular to that model, but the lesson learned here is that horizontal load and vertical load must be read together with horizontal eccentricity and center of gravity.
Rotation Speed, Torque, and Control for TIG or Continuous Seams
Rotation speed should align with the welding operation, the thickness and size of your welding material, the part diameter, and the travel speed. HSE guidelines point out that the operator determines how rotation speed is set based upon the welding technique being applied, and indicates 50 mm/min to 1500 mm/min as being typical of the peripheral speed range. You won’t have to use a 1500-mm./min. surface speed across every round-work piece, however; the effective rpm will change based upon your part’s diameter and welding procedure.
How does a welding positioner work?
Following securing the part, motor engagement spins the table, with the speed and rotation direction monitored and altered using a dial, controller, pedal, PLC signal or robotics interface. Steady speed enables consistent travel rate and arc length by your welder. Where TIG welding is concerned, the slow speeds are often more significant than top-speed capabilities. Discussions on field use show that many TIG operators require a slow rotation for smooth control with an ability to keep the travel in the center of the welding area to make access for the center hole purge easy.
Because of that requirement, “1-15 rpm” is not sufficient. You should ask how well the table smooths out at the speeds your welding operation will most often use, whether there is a foot pedal, whether rotation remains steady under fixture weight, and whether there is a remotely positioned on/off switch. Slow rpm welding instability – bouncing, jolting or over-running – will readily appear in the finished bead.
Chuck, Faceplate, and Fixture Setup
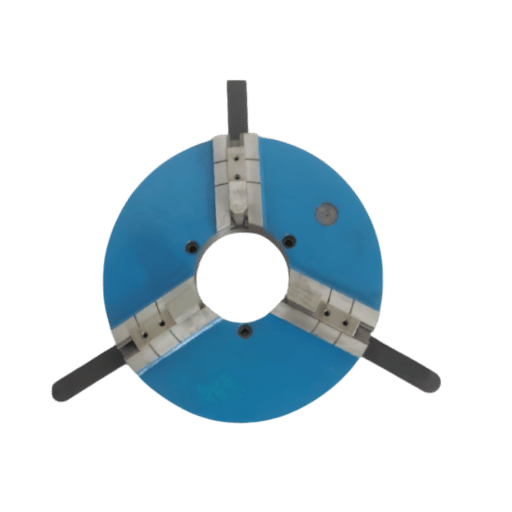
Chucks are more than an embellishment-they are part and parcel of a system that ensures a shop quickly centers the round stock, grips flanges securely, channels purge gas effectively, and reiterates set-up parameters without redundant reassembly for each round-work piece. Many turn table use a three-jaw chuck; a slotted faceplate increases your ability to set custom clamps and to accommodate irregular assemblies.
Aubrik’s BY-series page includes 3-jaw chuck options from 160 mm up to 630 mm and center-hole bore options from 20 mm up to 80 mm. That information is critical for pipe, stainless, and TIG work, because a gas purge route, cable path, and clamping envelope will determine whether the turntable is a real fit.
- Early checks should cover speed control, faceplate diameter, and purge access for small TIG parts.
- Flanges require coordinated reviews of chuck size, jaw travel, table diameter, and bolt pattern.
- Mixed fabrication applications warrant photos of the fixture or its drawing before order release.
- Robotic welding systems require details on inputs, outputs, emergency stop circuitry, and control interface notes.
Manual, Motorized, and Semi-Automated Welding Turntables

Manual welding positioners are still applicable for repair benches, training, and low-volume applications, and are a reasonable solution where the operator needs only sporadic rotation. Motorized turntables are applicable to repeated parts, circular seams, and applications where the stable bead relies on consistent motion. Semi-automated equipment provides additional support through foot control, remote on/off switching, PLC handshakes, or integrated robotic cells. Customers who move one unit from bay to bay can also inquire about a dedicated cart for their control box, foot pedal and cabling.
| Control type | Use it when | Check before buying |
|---|---|---|
| Manual | Occasional rotation or fixture-only work | Brake, lock, table balance, hand clearance |
| Motorized | Repeat circular welds and steady rotation | Low-speed stability, torque, duty cycle |
| Semi-automated | Torch stand, foot switch, or fixed sequence work | Start/stop behavior, signal wiring, emergency stop |
| Robot-ready | Auxiliary axis or cell-loaded parts | Fieldbus, I/O map, guarding, cell acceptance test |
Supplier and Accessory Checklist for Industrial Welding Equipment

Compare prices only after equipment scope is clearly defined. Prepare a concise request for quotations (RFQ) to suppliers prior to initiating comparative purchasing that details your part drawing, the gross load, your approach to the fixture, the expected table diameter, the applicable process type, the electrical service available, your preferred method of control, your specific chuck requirement, and any desired certificates or certifications.
This application needs specific assistance from supplier design, not simply an entry in a price listing. Aubrik has noted ISO9001 certification and CE mark approval, provides one-year free warranty coverage, supports customized OEM development, and reports annual production capacity of one thousand units of welding equipment and two hundred units of cutting tools. Treat ISO 9001:2015 as quality-management evidence, not a substitute for weld procedure qualification; if the customer job calls for AWS D1.1, ASME Section IX, OSHA site rules, or another project code, include that requirement in the RFQ. Potential purchasers comparing models of welding positioner should rely on this information when pre-qualifying potential suppliers and then verify the manufacturer-specified product catalog for the chosen item.
| RFQ field | Why it matters | What to send |
|---|---|---|
| Gross load | Includes part, chuck, fixture, and clamps | Maximum kg plus fixture estimate |
| Center of gravity | Controls tipping and eccentric load risk | Sketch with distance from table face |
| Rotation speed | Sets bead rhythm and torch timing | Required rpm or travel speed range |
| Workholding | Defines chuck, faceplate, and purge path | Part OD/ID, jaw needs, bore needs |
| Controls | Separates bench use from cell integration | Foot switch, PLC, robot brand, voltage |
Comparisons of models should assess these inputs against industrial welding turntable models. Treating any rotary table generically will oversimplify its intended application.
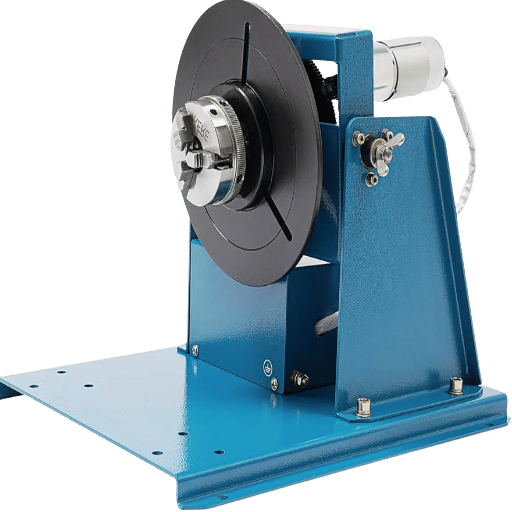
Aubrik BY-Series Spec Context for Welding Turntable Buyers

Aubrik’s BY-series page provides details about six standard industrial welding turntable models, from 50 kg through 2000 kg. Use the information below only as context for initial selection; you still need the workpiece drawing, the total fixture mass and the total center of gravity before completing a final design. Table capacity, diameter and rotation speed are listed here as examples of how those three specs relate together.
| Model | Load capacity | Table diameter | Rotation speed | Typical buyer check |
|---|---|---|---|---|
| BY-50 | 50 kg | 200 mm | 0.5-5 rpm | Small TIG parts and bench fixtures |
| BY-100 | 100 kg | 250 mm | 0.3-4 rpm | Light fabrication and brackets |
| BY-300 | 300 kg | 320 mm | 0.2-3 rpm | Pipe spools and flanges |
| BY-500 | 500 kg | 400 mm | 0.15-2 rpm | Pressure vessel sub-assemblies |
| BY-1000 | 1000 kg | 500 mm | 0.1-2 rpm | Industrial tanks and tilted access |
| BY-2000 | 2000 kg | 600 mm | 0.08-1.5 rpm | Heavy fabrication and robot cells |
Consistent performance can be achieved, but the rule is not simply “larger is always safer.” As capacity increases, table diameter and motor size are not the only components to address: fixture design and speed control need review too. That is the rationale behind matching a model to the application rather than selecting by brand alone.
Rotary Welding Positioner Power, Chuck and Accessory Checks

Confirm that all welding accessories around the welding positioner are coordinated with the equipment purchased, whether the setup is manual, semi-automatic or automated, before treating any “welding positioner for sale” listing as a production-ready component. Everything from the chuck and faceplate to the foot switch, ground path, power supply, cabling and accessories should work together without requiring shop modifications later.
Variable speed control can be the first consideration for customers who wish to improve weld quality and increase efficiency on circular seams. A smooth low-speed setting gives the welder better speed consistency for the puddle, torch angle and filler, while inconsistent low-speed control may make even a good fixture unusable.
Catalog specs can hide important differences. High-quality welds may be specified for a 50kg small bench unit and a 500kg industrial table, but the mechanical design, load rating, precise accuracy needs and duty environment are completely different. American and EU catalogs often list in lbs, while some Asian catalogs list in kg.
After correcting for the difference in measurement and subtracting any fixture weight, you can assess productivity, labor savings potential, automation fit and whether the equipment has enough efficiency to be put back into future work.
The Turntable Fit Matrix

Use the matrix below as your quick reference. This matrix is not a substitute for a quote from our engineers and it is not designed to make every single job work, but it can weed out common mismatches: ordering a turntable when the work really needs a roller table, or ordering a manual table for a repeated motorized rotation job.
| Workpiece shape | Rotation need | Workholding method | Positioner class | Best next action |
|---|---|---|---|---|
| Small TIG round parts | Slow, steady rotation | Small chuck or faceplate | Bench welding turntable | Ask for low-rpm smoothness and purge access |
| Flanges and rings | Continuous circular weld | 3-jaw chuck or bolt fixture | Motorized rotary welding positioner | Send OD, ID, weight, and fixture sketch |
| Short pipe sections | Round weld with purge route | Chuck with center bore | Turntable or pipe positioner | Confirm center hole and jaw travel |
| Long pipe or tank shell | Supported rotation along length | Driven and idler rollers | Pipe rotator / turning rolls | Do not start with a flat turntable |
| Pressure vessel components | Controlled angle and rotation | Fixture plus tilt support | Tilt-rotate weld positioner | Check vertical load and CG envelope |
| Repetitive fixture weldments | Repeatable position and cycle rhythm | Dedicated fixture | Motorized table with foot control | Ask for duty cycle and spare parts list |
| Heavy fabrication assemblies | Stable indexed rotation | Custom fixture and large faceplate | Industrial positioner | Request rating chart and FAT plan |
| Robot-loaded indexing cells | Signal-driven motion | Fixture plus robot handshake | Robot-ready turntable | Ask for I/O map and fieldbus support |
| Repair-shop mixed jobs | Occasional part movement | Mixed clamps | Manual or light motorized table | Avoid paying for controls you will not wire |
| Custom OEM production cells | Part-specific motion path | Engineered fixture and control package | Custom positioner system | Send drawings, robot brand, and cycle target |
Use the fit matrix before the model grid. If the equipment class is clear, you can use the Aubrik welding turntable page to compare the BY series load classes, jib range, tilting, and individual customization.
What Is Changing in Welding Turntables and Positioners
Current buying behavior is not about a new label. It is a move away from one-task bench fixtures and toward catalog equipment ready for cell application. In short, customers want less downtime, better fixture documentation, center-hole clearance for purge lines, and robotic interface capability information up front when they are on the phone.
Search information further indicates a heightened awareness of welding positioners, rotary welding positioners and pipe welding positioners, signifying buyers are shopping between equipment types before placing phone calls.
Procurement gets easier when the turntable request is tied to part geometry. For a circular part that is small and easy to clamp, request a welding turntable model. For a long cylindrical part, request rotators. For work requiring multi-axis access, request a weld positioner or cell review. This brief check avoids another quote cycle and reduces efficiency risk on the project.
FAQ
What is a welding turntable?
A faceplate, chuck or fixture holds the workpiece while the table rotary action spins it during welding. This setup is used for round seams, flanges, rings, pipes or smaller parts where constant rotation helps the welder maintain an even position.
How does a welding positioner work?
A weld positioner rotates, tilts or aligns the workpiece so the welder or torch can operate from a more stable position. Straightforward welding turntables function primarily as single-axis rotators. Tilt-rotate positioners provide that additional axis of motion so the joint can approach a flatter or more level weld position.
Can a welding turntable be used for both TIG and MIG welding?
Yes – if the speed range and workholding suit the process. TIG work may require a slow, steady rhythm, and center purge could also be a requirement. MIG or MAG work may tolerate a faster rhythm, but it still requires the right load, fixture and grounding.
What is the difference between a welding turntable and a pipe rotator?
Turntables support the part from a rotating table or chuck. Pipe rotators support cylindrical workpieces on rollers along their length. Short pipe sections and flanges may fit a turntable. Long tanks, pipes, and vessel shells usually belong on turning rolls.
What chuck size do I need for a welding turntable?
Start with the outside diameter of the part, ID, contact area and whether a purge hose or cable needs to pass through the center. Next, check whether the chuck has enough gripping range, bore size and fixture allowance for the gross workpiece weight.
Is a manual welding positioner enough for production work?
It may suffice if the application consists of occasional setup work, repairs or small volumes. Normal production in the form of a repeated circular seam almost always requires motorized rotation, because speed control, repeatability and hands-free start/stop all contribute to weld quality.
What should I send before asking for a welding turntable quote?
Send us the drawing of your workpiece, the approximate part weight, your estimate for chuck or fixture weight, part diameter, center of gravity if available, welding process, voltage, desired speed range, preferred table size and whether the unit should interface with a robot or PLC.
Next Step for Aubrik Buyers
When your part fits the turntable category, compare BY-series options on the Aubrik welding turntable page. If the part needs a wider positioning system, review Aubrik welding positioners, check available services, or send the drawing through the Aubrik contact page.
Related Aubrik Resources
- Welding Turntable BY-series
- Welding Positioners
- Services
- About Aubrik
- Aubrik Blog
- Contact Aubrik
- Aubrik Home
Sources Checked
- Aubrik BY-series welding turntable page
- OSHA prefabrication welding ergonomics
- AWS Welding Digest: handling heavy weldments
- HSE positioning equipment guidance
- ISO 9001:2015 quality management systems
- Bancroft welding positioner manual
Provided by Aubrik engineering and editorial review. This post uses current Aubrik product page specs, public safety references and buyer-intent research. Proper unit selection and engineering can only be carried out by a direct evaluation of your drawing and fixtures.



