Get in Touch with Aubrik Company
Industrial Gear
Industrial Gears & Large-Diameter Ring Gears
We make industrial gears and gears as large as 6000mm diameter. Whether for a crane or wind turbine slewing ring, or a smaller component in an gearbox, Aubrik can provide it – with sizes and module envelopes that stretch well beyond those available from many suppliers. We couple our large diameter gears with spur, helical, bevel and worm gears, and internal & external gears designed for our proprietary slewing bearings and drives.
Request a Quote (RFQ)
2.1–41.8
Module range
200–6000 mm
Gear / ring diameter
42CrMo/40Cr
Alloy steel
ISO 7–9
Precision class
9001 + CE
Certified
80+
Export countries
Where Gear Sizing, Precision Class and Supplier Trust Break Down

Most of the problems with sourcing large-scale gear production can be distilled down to three main pain points. The first is the limitation of scale: most machine shops stop working around 1m diameter, and for larger requirements (anything found on crane slew rings or wind drive yaw systems), they’ll offer you no-bid. Secondly, there’s precision class ambiguity – in ISO terms, 7 to 9 run in opposite directions to traditional AGMA standards, and a quick miscalculation here can turn into a lengthy acceptance/rejection battle. Finally, and most serious for offshore applications, the skip-qualify mistake. This is more likely to come back to bite you than a problem related to country of origin.
Industrial gears are toothed wheels that transmit power and rotational motion between parallel or intersecting shafts, turning a load around a fixed axis of rotation. For our largest applications, it is how the driving elements of big machines rotate, slew or travel under load. In any power transmission system the larger gear in a pair trades rotational speed for torque transfer, and the bigger gear systems on this page exist to move that torque at scale. We overcome the challenges of large-diameter gear production three ways: we are open about what we can produce; we publish the tables to compare ISO and AGMA classes for your RFQs; and we provide fully auditable material tracing and heat-treatment data.
01 SCALE LIMITATIONS
Beyond a metre, sizes generally cap out in most gear machining environments. If you need sizes beyond 1 meter, from 400mm through 4,000mm (for wind applications) for large diameter gears, it gets limited very quickly.
02 PRECISION STANDARDS
Accuracy standards can cause the next issue in comparing across providers – though it may never be truly valid to directly equate accuracy classes in two different standards, RFQs regularly intermix ISO and AGMA standards for their precision targets.
03 QUALIFICATION PROTOCOLS
A skip-qualify can ruin a big project – don’t underestimate the impact on offshore supply chain success that rigorous qualification provide over origin sourcing.
Aubrik Industrial Gear Range, Types, Modules and Selection
We use common metallurgy, the same ISO 7-9 accuracy targets and the same manufacturing processes to ensure uniform quality standards across any mixed-type gear program, and all six of our primary gear product lines can be made simultaneously on this system. Teeth are never a standard involute here. We implement actual load-case derived corrections (tooth modifications for profile, helix and crowning) directly into teeth which feature load bearing geometries that prevent tooth separation and tooth failure, as opposed to applying generic values as the default for your designs.
How we cut them, manufacturing processes
Teeth are cut by CNC gear hobbing and gear cutting, then ground where the precision class demand it. The same lines run pinion gears, splines, sprockets and rack-and-pinion gears alongside the larger gears in the table above. We also build planetary gear sets, straight bevel gears, spiral bevel gears, hypoid pairs and worm wheels with internal gears to order, matching tooth profile and gear ratio for quieter operation and efficient power transmission, so even a rack that turns rotation into linear movement is held to the same standard as a 6000mm ring.

Spur Gear
Parallel-shaft drive where efficiency and cost matter more than noise.
Specifications
Module 2.1–41.8
Ø to 6000 mm
Ø to 6000 mm
Best For
conveyors, hoists, general

Industrial Helical Gear
Angled teeth for smoother, quieter mesh under higher speed and load.
Specifications
42CrMo · ISO 7–9
Best For
gearboxes, heavy drives
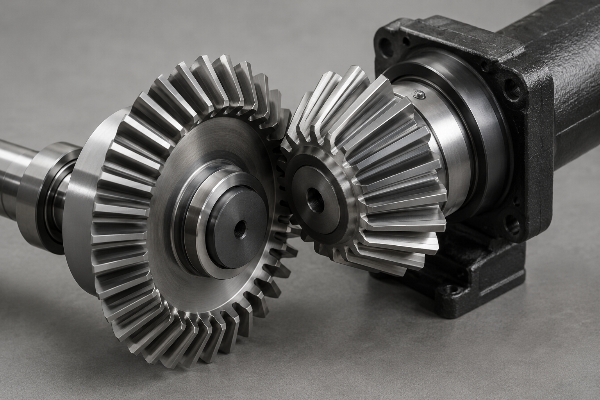
Bevel Gear
90° shaft transmission with stable meshing for direction changes.
Specifications
Straight & angular
Best For
drilling rigs, right-angle

Worm Gear
High reduction ratio with self-locking behaviour for holding loads.
Specifications
Paired worm wheels
Best For
slewing drives, lifting

Internal Ring Gear
Compact internal toothing matched to slewing bearings and planetary sets.
Specifications
Z + module per series
Best For
slew bearings, epicyclic
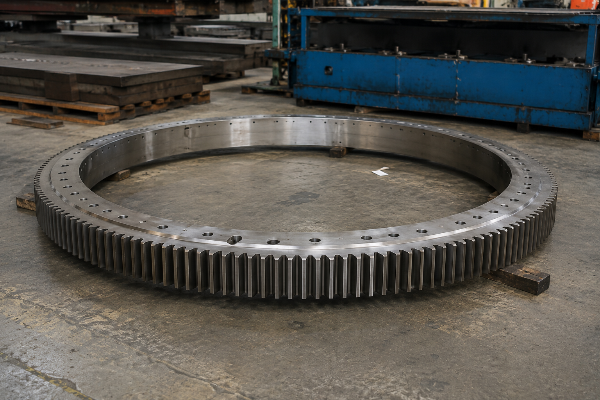
External Ring Gear
Large-torque external toothing for high-load rotation systems.
Specifications
Ø to 6000 mm
Best For
cranes, excavators
6-Type Gear Application Map
| Gear type | Module band | Shaft layout | Signature strength | Typical application |
|---|---|---|---|---|
| Spur | 2.1–41.8 | Parallel | Efficiency / cost | Conveyors, hoists |
| Helical | 2.1–30 | Parallel | Quiet, high load | Gearboxes, mills |
| Bevel | 2.5–20 | 90° | Direction change | Drilling, right-angle |
| Worm | — | 90° crossed | Self-locking | Slewing drives |
| Internal ring | 3.15–18 | Coaxial | Compact, matched | Slew bearings |
| External ring | 3.15–41.8 | Coaxial | Max torque | Cranes, trackers |
Industrial Gear Capability Envelope (200–6000 mm) — Aubrik vs a Standard Gear Shop
A gear isn’t an inch across; it’s the bottom line. Most “custom gear” suppliers advertise breadth, not a verifiable envelope. The table below is the comparison Procurement actually screens on – diameter, material grade, precision class and heat-treatment – not words.
Capability Comparison Matrix
| Capability | Aubrik | Typical US gear shop | Reference standard |
|---|---|---|---|
| Max gear / ring diameter | 6000 mm | ~1200–2400 mm | ISO 1328-1 scope to 15000 mm |
| Max module | 41.8 | ~20–30 | module formula valid <30 |
| Material grade stated | 42CrMo / 40Cr | often unstated | AISI 4140 / DIN 1.7225 |
| Precision class | ISO 7–9 (≈ AGMA 8–10) | AGMA 9–10 | ISO 1328-1 / AGMA 2015-1 |
| Heat treatment documented | Normalized + tempered | “heat treated” | core 28–34 HRC |
| Ring gear + slewing system | Integrated | not offered | — |
TCO & Lifecycle Cost
20–40%Purchase price is typically only 20–40% of a gear’s true lifetime cost — the rest is downtime, maintenance and rework.
Industry TCO benchmark — figures are equipment-general, not gear-measured.The single hardest line for competitors to match is the bottom one. A standard gear shop sells you a gear; the matched ring-gear-and-slewing-drive scope is a completely different product class entirely and the reason a 6,000 mm system rotation can comes from one supplier, not three. gear manufacture here covers anything from our 3-ton high-precision gears, our six-ton external ring gears and six-meter, completely-bespoke ones – all produced on the same system of quality management.
Because of this enormous advantage no cheapest-offer seldom wins a ten year run time. There are many recorded procurement case-histories where an offer 20% cheaper at outset actually yielded a 30% higher cost of ownership within three years once system integration is factored in – the exact same pitfalls the designer faces if they buy an ‘inferior’ gear that prematurely fails, and the cost it carries of course adds to the project total too.
Want this comparison run against your own load case and diameter?
Get a custom capability comparison →Large-Diameter Ring Gears and Matched Slewing Systems
This is exactly why competitors in the rest of the “gear” arena lose to us. We produce our high-capacity, high-speed or heavy duty, external or internal ring gears up to 6,000 mm in diameter, but we then mount them with our own high-torque slew drives (SE series) on high quality, full range slewing bearings-and engineer them all together as one, fully integrated rotation system, so it delivers the absolute required performance and maximum torque-density at first assembly instead of as an afterthought through a process of shimming.
| Model | Ratio | Output torque | Tilting moment | Axial load | IP |
|---|---|---|---|---|---|
| SE9 | 61:1 | 9.0 kNm | 33.9 kNm | 338 kN | IP65 |
| SE12 | 78:1 | 15.6 kNm | 54.3 kNm | 475 kN | IP65 |
| SE14 | 85:1 | 18.5 kNm | 70.0 kNm | 555 kN | IP65 |
| SE17 | 102:1 | 20.3 kNm | 135.0 kNm | 900 kN | IP65 |
| SE21 | 125:1 | 25.0 kNm | 203.0 kNm | 1598 kN | IP65 |
| Series | Type | Toothing | Load character |
|---|---|---|---|
| 010/110 | 4-point/cross | Toothless | Axial+radial+tilting |
| 011/012/111 | Single/cross | External | High torque drive |
| 013/014/133 | Single/3-row | Internal | Compact, heavy |
| 130/131 | 3-row roller | Tooth/Ext | Anti-overturning |
Engineering note, sizing for the start, not the run
Never weld a ring to gain fit
Weld-fitted-by-a-local-shop – the common practice for achieving a good-to the installation’s-mounts fit – will destroy load capacity by changing hardenability of the steel used and are strictly avoided; a custom ring-gearwill be specified precisely to achieve tight interface-fits with our ISO286-specified shaft and housings tolerances & with the ISO286-specifed, 10.9 quality bolts preloaded to 239KN – and fitted by anyone at site not by myself or my customers as it shouldn’t be part of your installation and/or your project risk/burden!
Industry Applications And Engineered Examples
Our gear and ring-gear systems run anywhere there’s heavy industrial machinery that has to rotate, slew, or track under load-conveyor and automation lines, motion control, machine tools, power generation-wherever the task involve a turning operation with load, and whether that turning is 20 times an hour or once a month. A gear sized wrong for the load character fail in the field, not on the bench: a tooth that's correct for steady day-to-day duty might pit or even crack when subjected to the dynamic shock loading of a crane or excavator. Our grid here maps the six application areas across heavy industrial applications to the load character each one imposes:
-

Construction Machinery
Excavators, tower cranes, aerial platforms, drilling rigs.
High load, harsh-duty rotation -

Port & Marine
Deck, ship and container cranes; offshore platforms.
Salt-spray + corrosion resistance -

Energy
Solar tracking systems (PV/CPV), small wind turbines.
Precision rotation, self-locking -

Mining & Metallurgical
Metallurgical cranes, sintering machines, dust collectors.
High-temperature, continuous duty -

Industrial Automation
Robotics, machine tools, precision medical equipment.
Low backlash, high precision -

Special Equipment
Amusement rides, fire-fighting and rescue platforms.
High safety, custom design
ENGINEERING DATA
Have an application gear or ring to size against real load data?
Send your duty cycle for a sizing review →
Engineered for: a solar-tracker slew drive
A single-axis tracker holding a large PV array against wind gust load is a classic worm-driven slew application. For this duty an SE14-class drive, 85:1 ratio, 18.5 kNm output torque, 70 kNm tilting moment, IP65, gives the self-locking hold and sealing the field demands. By contrast, a tower-crane slew ring faces overturning moments above 10,000 kNm, and a 5 MW wind yaw ring sees 1000–3000 kNm cycled over a 20-year life, which is why those rings move up to the three-row 130-series and the larger external ring gears.
It goes the same for each of these industries: be realistic about what the gear actually does, not what some nameplate on something else may have previously suggested was sufficient. That’s when the gear, bearing and drive suppliers who actually integrate the whole rotating system gain a clear advantage. Here at Aubrik, we size a complete rotary system to a single “application factor”-that works out to about 1.65 for wind yaw applications, or 2.0 for hydraulic shovels. As a result, your crawler-track drive is no stronger than it needs to be for your service duty, your slew ring, and your wind-yaw gear are similarly appropriately rated, without three stacked layers of ‘safety’ ratings from multiple vendors.
Materials, Heat Treatment and Gear-Quality Standards
Now, what of the element that can't be faked in a gear? It’s metallurgy, and it’s often where other “gear” suppliers will falter-or simply cease talking at all. Forged in high-strength 42CrMo and 40Cr alloy steels, not inexpensive commodity carbon steel, the structural differences are profound and fundamental, and don’t just sound good in marketing brochures.
Our 42CrMo (AISI 4140 / DIN 1.7225) quench-and-tempers to a tough 28-34 HRC core, with surface hardness reaching 50-60 HRC of hardened steel on the load flanks.
For high toughness teeth, we often use 40Cr (AISI 5140 / GB3077), with quench and tempered yield strength typically of around 785 MPa (114ksi) and good overall load capacity.
These material choices translate directly into service life. If a competing supplier offers a cheaper substitute, say 45 steel with its lower yield strength in the range of 330-500 MPa (48-73ksi), or even Q235 with a 235 MPa (34ksi) yield, it simply won’t withstand the dynamic and sustained loading of a proper 40Cr or 42CrMo gear tooth.

SPECIFICATION INTEGRITY
The honest spec is plain: before finishing, every gear is normalized and tempered to reduce residual stress and stabilize its microstructure. A protective anti-rust or black oxide coating provides material integrity during shipping and storage. We don’t spec - and certainly don’t run - a carburizing or nitriding process we aren’t equipped to handle, or that doesn’t inherently suit the application, so you get a normalized-and-tempered alloy steel product with hardness specifications that are documentable and verifiable in its’ performance characteristics.
ISO 7–9 / AGMA Precision Cross-Walk
The number one cause of spec arguments is the inverse relationship between ISO grades and old AGMA Q-numbers: lower ISO grade means tighter tolerance, higher AGMA Q-number means tighter tolerance. The rough crossing from our ISO 7-9 values to AGMA figures - using the famous "grade + Q17" guide line - lets you state our precision levels in AGMA terms.
| ISO 1328 grade | ≈ AGMA 2000-A88 Q | ≈ DIN 3962 | Relative tolerance |
|---|---|---|---|
| ISO 6 | AGMA 11 | DIN 6 | tighter |
| ISO 7 | AGMA 10 | DIN 7 | ↓ |
| ISO 8 | AGMA 9 | DIN 8 | ↓ |
| ISO 9 | AGMA 8 | DIN 9 | looser |
View it as a trend rather than an equivalence - the AGMA itself suggests that comparing precision grades between different standards is "never truly valid," since the test procedures and the curves of how tolerances decrease aren't identical. Step change between grade levels is a factor of around 2 (which is about 40%).
Standards this page is built on
Our Aubrik gears have been manufactured and tested to and to against ISO 1328-1:2013 (= ANSI/AGMA ISO 1328-1-B14), which is applicable up to a 15,000 mm reference diameter and module 70 - hence our own diameter range of 200-6000 mm and module 41.8 is well within its limits. Load calculations are in line with AGMA 2001-D04/2105-D04 as well as ISO 6336, while slewing bearings comply with JB/T 2300-2018. Lubrication will typically be by means of GB7324 No.2 lithium grease.
ISO 9001
Quality Management System
CE
European conformity
ISO 1328-1
Gear flank tolerance class
JB/T 2300
Slewing bearing standard
"
We hold every gear to normalized-and-tempered 42CrMo or 40Cr with recorded hardness, and we publish the ISO-to-AGMA cross-walk on the quote. A buyer should never have to guess whether our ISO 8 is their AGMA 9, that ambiguity is where rejected shipments come from.
Industrial Gear Engineering Tools
01
ISO AGMA Converter
Quickly convert between ISO and AGMA gear standards. Ensure precise specifications and compliance for your global engineering projects.
Access Tool
→
02
Slewing Drive Selector
Input your specific load, torque, and speed requirements to instantly find the optimal slewing drive for your automation equipment.
Access Tool
→
03
Gear Repair vs. Replace
Evaluate your heavy-duty gear's condition with our assessment tool to determine the most cost-effective maintenance or replacement strategy.
Access Tool
→
01
What gear sizes can Aubrik manufacture?
industrial gears and ring gears from diameter 200mm to 6000mm for working size 2.1 modules to 41.8 module come from Aubrik. This upper end resides within the ISO 1328-1 scope which is applicable to 15,000mm diameter ref but which is greater than most gear-cutting machines’ working upper limits (hobbing and grinding rigs usually top out far short of six metres). This is precisely where large crane slew ring, excavation excavator turret gears or wind yaw ring made in a single supply and sourced from three becomes a possibility and this is invariably the first detail we verify on an RFQ.
02
What is the difference between ISO 7–9 and AGMA quality classes?
they move away from each other. lower ISO number = more precise lower old AGMA Q-number = more precise We use the rule of thumb as a rough estimation to allow for comparison ISO 7= AGMA 10, ISO 8= AGMA 9, ISO 9= AGMA 8 -- using the rule of grade plus Q is 17 - we also quote the Q to prevent acceptance arguments AGMA says comparison of grades between different standards can be rough
03
What materials do you use for industrial gears?
We'll supply gears made from 42CrMo & 40Cr alloy steel. 42CrMo has a quency & tempered hardness from 28-34HRC in the core and load flanks are 50-60 HRC. 40Cr gets a yield strength of approx 785MPa. Both steel have strengths far greater than plain carbon grades and will resist the deformation seen on typical application steels when they encounter typical gear load levels. We select steel to suit your application. It isn't standard equipment on this product range.
04
Can you manufacture gears without OEM drawings?
Yes, we work from physical parts or from a worn component, we dimension the geometry and tooth shape and materials, reconstituting the entire data file for manufacture. This enables us to replicate any legacy tool, even if it has no drawings available.
05
How do I know a China-based gear supplier won't ship off-spec parts?
You can request material they can't falsify on the papers. Usually a deficiency occurs when a price reduction follows missing qualifications, not competence. Aubrik has all of that:Mill certificates and Certificate of Analysis; real, measured normalized-and-tempered hardness on each lot, and stated ISO precision class and acceptance limits accepted prior to manufacture, to audit on receiving.
06
Do you supply matched ring gears and slewing drives together?
Yes - the two are linked intimately - the very thing that we offer. Our in-house design and manufacture of internal and external ring gears for the large 6000mm slew rings paired with a combination of slewing drives from our new SE range (61:1 through to 125:1 ratios, 9 to 25 kNm output torque, IP65) and matching slewing bearings, means that we can avoid the fit/load matching problems which tend to occur when combining three separate vendors. We also size the complete system as one, against a single application factor, rather than stacking each vendor's safety factors. So for any slew, rotate or yaw system; this results in one port of entry and a single neck to choke.
07
Should I repair or replace a large industrial gear?
A general rule of thumb is that repairing gears isn't worthwhile above 40-60% of the replacement cost; above that a new ring is a better buy for life-span per dollar spent. The equation change for very large rings by employing segmented rings where an individual segment that has become worn can be replaced rather than the whole ring.
08
What standards do your gears comply with?
gears manufactured and rated according to ISO 1328-1:2013, which are same to ANSI/AGMA ISO 1328-1-B14 about the accuracy grade, and also according to load capacity based on AGMA 2001-D04 / 2105-D04 and ISO 6336. Spewing bearings according to JB/T 2300-2018, while the quality system is ISO 9001 certificate, and CE mark. Using GB7324 No.2 Lithium Grease lubrication.



