Get in Touch with Aubrik Company
Tube to Tube Welding Machine
Tube to Tube Welding Machine — Orbital TIG & Resistance Systems
A tube-to-tube welding machine joins two metal tubes into one continuous, leak-tight joint – the backbone process behind every heat exchanger, boiler, and pressurized piping run. Aubrik builds this equipment as orbital TIG and resistance welding systems that hold uniform penetration tube after tube, across carbon steel, stainless steel, alloy steel, and titanium.
Leak-tight, pressure-rated tube joints for heat exchangers, boilers and industrial piping – built on automated orbital TIG and resistance welding, certified to ASME and CE, and proven at a 99.5% weld pass rate.
Ø15–170mm Weldable tube diameter (4 models)
1–20mm Wall thickness range
315–350A Max welding current
TIG + Resistance Dual welding process
99.5% Weld pass rate (field case)
ASME · CE Code-compliant, ISO 9001
When Manual Tube Welding Fails — The Automated Tube-to-Tube Fix
Manual tube welding lives or dies on the welder’s hand. Even an experienced operator introduces small drifts in bead size, heat input and travel speed – and across hundreds of repeat joints those variations accumulate into rejects.
In high-volume tube-to-tube work, the cost shows up as scrap, re-inspection and missed pressure tests. One refinery fabricator we worked with ran a 4% defect rate on hand-welded heat-exchanger tubes before automating.

01 / ISSUE
The Pain
Inconsistent penetration and lack of fusion on repeat welds – traced back to operator fatigue and arc-length variation.

02 / DIAGNOSIS
The Root Cause
Manual GTAW cannot hold a constant arc length or rotation speed around a fixed tube the way a mechanized weld head can.

03 / SOLUTION
The Fix
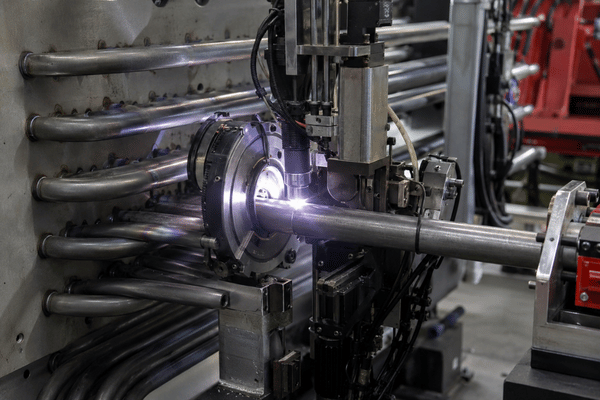
An orbital welding machine rotates the arc 360° around the joint under programmed control for thick-wall, high-volume straight joints.
04 / VALIDATION
The Proof
On that same refinery line, switching to an Aubrik TTW-80 lifted the weld pass rate to 99.5%.
An orbital machine is, simply put, a power supply plus a rotating weld head that orbits a non-consumable tungsten electrode around a static tube.
Engineering note — why pre-expansion ruins automatic welds
A field trap worth flagging: Strong mechanical expansion of tubes inside the tubesheet before welding almost always triggers explosive degassing during the weld – which makes clean automatic welding impossible. Aubrik machines are programmed to weld first (or with controlled, light expansion), then expand – preserving a sound, gas-free fusion zone.
01 // System Overview
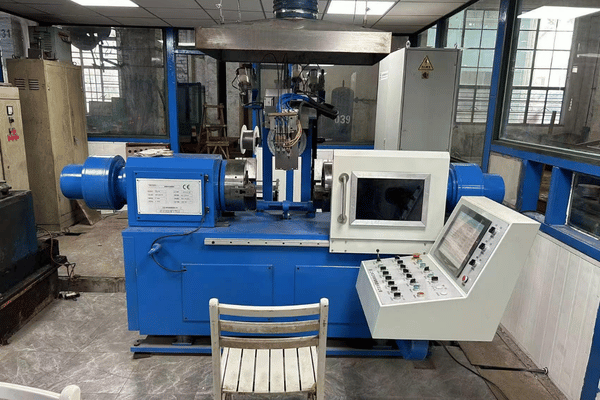
Aubrik Orbital Tube-To-Tube Welding Machines — Models TTW-65 To TTW-165
The TTW line covers four orbital weld heads-from 15mm capillary tubes up to 170mm pipe-each matched to a programmable, water-cooled welding power supply. The welding power scales with tube diameter and wall thickness, so the power supplies stay inside their duty cycle on every joint.
Each machine carries intelligent arc voltage control (AVC), 0-45° adjustable torch angle, and argon shielding as standard. The same power sources drive both tube-to-tube and pipe welding setups.
Model Comparison Matrix
TTW-65
Tube Ø15–65mm
Wall1–8mm
Power315A
Speed0.3–6rpm
ProcessOrbital TIG
Weight4.5kg
MaterialsCarbon & stainless
TTW-80
Tube Ø17–80mm
Wall1–10mm
Power315A
Speed0.3–6rpm
ProcessTIG + Resistance
Weight6.1kg
Materials+ Alloy steel
TTW-125
Tube Ø35–125mm
Wall3–15mm
Power350A
Speed0.5–5rpm
ProcessTIG + Resistance
Weight8.0kg
Materials+ Titanium
TTW-165
Tube Ø45–170mm
Wall5–20mm
Power350A
Speed0.5–4rpm
ProcessOrbital TIG
Weight14.5kg
MaterialsStainless, alloy, titanium
Full Specification Table
| Model | Tube Ø | Wall | Max current | Speed | Process | Head weight | Materials |
|---|---|---|---|---|---|---|---|
| TTW-65 | 15–65mm | 1–8mm | 315A | 0.3–6rpm | Orbital TIG | 4.5kg | Carbon, stainless |
| TTW-80 | 17–80mm | 1–10mm | 315A | 0.3–6rpm | TIG / Resistance | 6.1kg | Carbon, stainless, alloy |
| TTW-125 | 35–125mm | 3–15mm | 350A | 0.5–5rpm | TIG / Resistance | 8.0kg | + Titanium |
| TTW-165 | 45–170mm | 5–20mm | 350A | 0.5–4rpm | Orbital TIG | 14.5kg | Stainless, alloy, titanium |
Aubrik TTW 4-Model Selection Matrix
Match the machine to the joint, not the brochure. The table maps tube specs and application to the recommended model and process.
| Application | Typical tube | Wall | Recommended model | Process |
|---|---|---|---|---|
| Heat-exchanger thin-wall tubes | Ø15–80mm | 1–3mm | TTW-65 / TTW-80 | Orbital TIG |
| Shell-and-tube tubesheet, mixed metals | Ø17–80mm | 2–10mm | TTW-80 | TIG + Resistance |
| Boiler water/steam tubes | Ø35–125mm | 3–15mm | TTW-125 | TIG / Resistance |
| Large-diameter superheater / pipe | Ø45–170mm | 5–20mm | TTW-165 | Orbital TIG |
| Titanium / high-alloy critical joints | Ø35–125mm | 3–15mm | TTW-125 | Orbital TIG (hot-wire) |
What The AVC And Hot-Wire Features Actually Buy You
[CAM-02] LIVE FEED
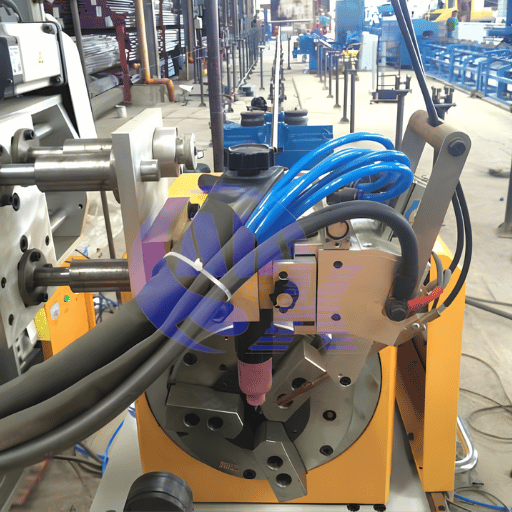
Intelligent arc voltage control trims torch height in real time, so the weld holds uniform penetration even on slightly oval or misaligned tubes – the failure mode that wrecks hand welds.
On the TIG-capable models, hot-wire feed raises filler deposition by about 40% over cold-wire TIG; the wider industry benchmark for hot-wire GTAW is 2-3, so this rating is deliberately conservative. Self-learning software then re-optimizes parameters after each batch to cut setup time.
[+] EXPANDTube-to-tube and tube-to-tubesheet welding is a mature, patent-dense field – from continuous row-welding apparatus (US4327269) to dedicated heat-exchanger tube-to-tubesheet methods (US7253372). Aubrik’s weld heads sit squarely in that lineage of orbital GTAW design.
[+] EXPANDHere is the real differentiator: Aubrik engineers both orbital TIG and resistance into one model line, because the structural reason a fabricator buys this equipment is to cover thin-wall heat-exchanger tubes and thick-wall boiler superheater tubes that run above 540°C with a single supplier. That is why the TTW range spans Ø15–170mm instead of forcing you to buy two machines, and it is the trade-off premium single-process imports cannot match.
[+] EXPAND“
We program the machine to weld before any heavy expansion – once you over-expand a tube in the sheet, the trapped gas blows out through the pool and no automatic head can save the joint. The AVC is what lets us hold penetration when a tube comes in a few tenths out of round.
Orbital TIG vs Resistance vs Manual — and How Aubrik Compares to Premium Systems
Honest first: an orbital welding machine is not always the right answer. For one-off joints, irregular geometries, or jobs that need on-the-fly fit-up adjustment, a skilled manual TIG welder still wins.
Where orbital and resistance welding pull ahead is repeatable, circular tube joints in volume – exactly the heat-exchanger and boiler work the TTW line is built for. The table puts numbers, not adjectives, on the trade-off. That is the honest version of the trade-off, not a sales pitch.
Orbital TIG vs Resistance Decision Framework
| Factor | Orbital TIG (TTW) | Resistance (TTW-80/125) | Manual TIG |
|---|---|---|---|
| 01 Penetration consistency | Uniform, AVC-controlled | Uniform on thick wall | Operator-dependent |
| 02 Best wall thickness | 1–20mm | Thick-wall, high volume | Any, but slow |
| 03 Relative speed | High, continuous | Highest | Low |
| 04 Repeat-weld defect risk | Very low | Low | Accumulates with volume |
| 05 Filler control | Self-fusion or hot-wire | No filler | Manual feed |
| 06 Best for | Thin-wall, leak-tight, dissimilar metals | High-volume straight joints | Complex / one-off geometry |
Either way, both processes qualify to ASME Section IX procedures — the weld standard does not change with the brand on the cabinet. The second question buyers ask is how a Chinese-built TTW stacks up against premium European systems. The difference is rarely the weld; it is what the supplier puts on the table around it.
| Buyer concern | Aubrik TTW | Typical premium import |
|---|---|---|
| 01 Welding processes | Orbital TIG and resistance in one line | Usually orbital TIG only |
| 02 Diameter coverage | Ø15–170mm across 4 models | Multiple weld heads, priced separately |
| 03 Material range | Carbon, stainless, alloy, titanium | Often generic / unstated |
| 04 Pricing | Transparent range, OEM-flexible | Frequently quote-only / opaque |
| 05 Certification | ISO 9001 + CE, ASME/EN-built | ISO/ASME often referenced, not detailed |
Proven Results — 99.5% Weld Pass Rate in Heat Exchanger & Boiler Fabrication
A leading petrochemical fabricator came to Aubrik needing 50 shell-and-tube heat exchangers for refinery service. The job meant welding 304 stainless tubes (25mm, 3mm wall) to elbows and return bends under ASME Section VIII, on a tight schedule.
Their manual baseline was a 4% defect rate, inconsistent welds and slipping delivery. We specified the TTW-80 so they could switch between orbital TIG for hard-to-reach joints and resistance welding for the high-volume straight runs.
The economics are easy to model even before a case study. At a representative rework cost of about $50 per rejected weld, a 12% rejection rate across 5,000 welds burns roughly $30,000 in re-grinding, re-inspection and scrap. Holding rejects near zero is where an orbital welding machine pays for itself.
99.5% Weld pass rate (up from 96%)
−50% Labor cost vs manual welding
15 days Ahead of schedule
+30% Heat-transfer efficiency vs prior units
[APP-MATRIX] DEPLOYMENT ZONES
Heat exchangers (petrochemical, power, HVAC)
Leak-tight tube-to-tubesheet joints that protect heat-transfer efficiency and stop fluid cross-contamination.
Boilers (water, steam, superheater tubes)
Welds that survive thermal cycling and pressure under ASME Section I and EN 12952, on superheater tubes that operate above 540°C.
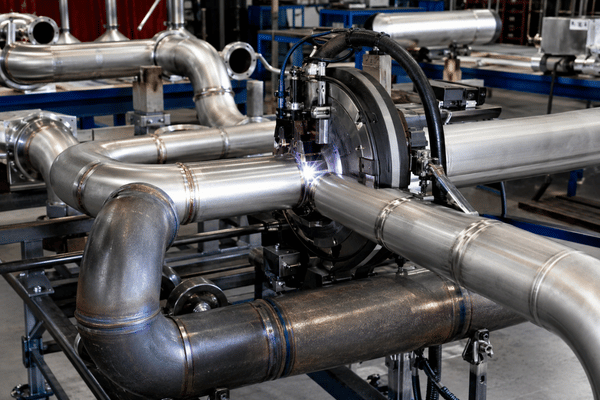
Industrial piping
Acceptable standard of repeatability on joints, across carbon, stainless and alloy steel, documented traceability.
[TECH-SPEC] JOINT DYNAMICS
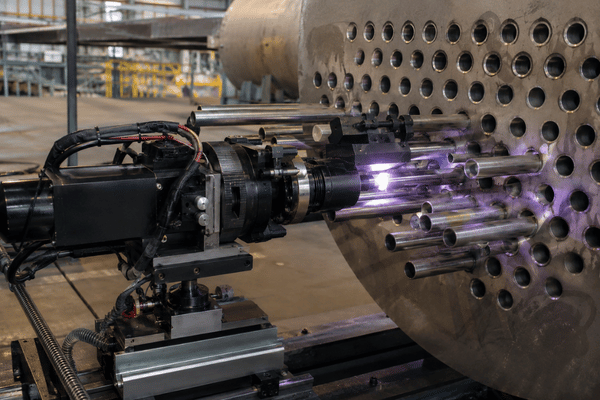
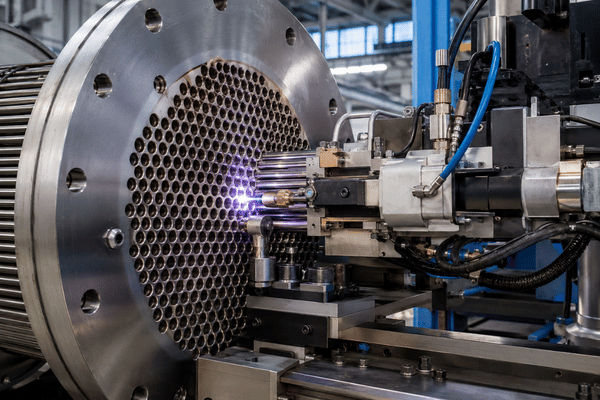
Inside the tube-to-tubesheet joint
Welding the tubes to the tubesheet is the hard work involved on any heat exchanger, as each tube needs to find the center of its bore and the welding head has to perform exactly the same motion on each weld. Even a few tenths of deviation to the centerline and the weld penetration and legs length will differ from weld to weld.
The Aubrik tube-to-tube sheet heads can weld protruding, flush or light recessed ends of the tubes in with and without filler-wire. Self-fusion is OK for thin-wall-steel; using filler material generates stronger fillet-weld for the thicker/dissimilar-materials-parts.
Because the weld position automatically repeats for hundreds of tube to tube sheet welds, you retain consistency that is impossible for manual welding as an operation becomes larger and the weld count gets higher.
SYS-DATA // COMPLIANCE
Certifications, Compliance & Global Track Record
By far, the biggest hang-up for buyers is whether to trust your imported equipment, which they should! Not every seller who’s advertising is actually telling the truth about owning that certification. Aubrik machines, on the other hand, are constructed and certified to the same codes applied to all pressurized tube jobs.
ISO 9001
Quality management system
CE
European conformity
ASME Sec. I
Power boiler scope
ASME Sec. VIII
Pressure vessel scope
EN 12952
Water-tube boiler
Compliance Specifications
The scopes of these procedures differ and so do the codes applied by Aubrik: for the tubes used in power-boilers the scope is ASME section I; for pressure and heat-exchanger vessels it is section VIII; for water-tube boilers section EN 12952. tube-to-tubesheet procedures qualify under ASME Section IX per QW-193 / QW-200, with the QW-288 essential variables for the GTAW process. Quality management is held to ISO 9001.
Even in practice, credibility must be earned. The welded components, whether with Aubrik cutting equipment or from the welding and cutting solutions supplied, operate in Spain, Germany, Russia, India, Brazil, France, Italy and Vietnam. This reliable range is supported by ISO 9001 production and a warranty period of 1 year.
Procurement Guide — Pricing Factors, Lead Time, Warranty & OEM
Orbital and tube-to-tubesheet welding machines don’t come with one sticker number — the price changes with your needs. Price typically runs from $7,700 as your low-end open head to $50,000+ if you need your high end Europe machine – where most tubesheet machine will be a set of $13,000-$20,000.
The other half of the cost is everything after the machine ships — and it is where hidden cost lives. Around 30% of buyers report a support gap with imported welding equipment, so the questions that matter are spare-parts availability, fault-response time and operator training.
Aubrik resolves those concerns with a one-year free warranty, OEM customization to your jig and tube schedule, and equipment built to be easy to operate and maintain. Every unit ships ISO 9001-documented, and lead time is confirmed per order against our annual capacity of 1,000 welding sets.
Pricing factors framework — what actually drives the quote
01
Process scope:
orbital TIG only, or orbital TIG + resistance on one system.
02
Diameter & wall range:
the model (TTW-65 to TTW-165) your tube diameters and wall thickness require.
03
Material mix:
standard steels vs titanium / high-alloy capability.
04
Automation level:
AVC, hot-wire, self-learning parameter storage.
05
Service package:
commissioning, operator training, spare-parts stock.
Tell us the four lines above and we return a configured quotation rather than a list price.
Get Instant QuoteTube to Tube Welding Machine Selection Tools
Quickly find the ideal automated tube welding system for your boiler and pipe fabrication needs.
Accurately calculate ROI, labor savings, and efficiency gains from our orbital welding technology.
Identify the optimal welding parameters and gas processes based on precise material specifications.
FAQ — Tube-to-Tube Welding Machine Selection & Application
What is the difference between orbital TIG and resistance welding for tube-to-tube joints?
Orbital TIG rotates a tungsten electrode around the joint for precise, leak-tight welds on thin-wall and dissimilar-metal tubes — ideal for heat exchangers and boiler tubing. Resistance welding heats the joint by electrical resistance and is faster, which suits thick-wall, high-volume straight joints. Both the TTW-80 and TTW-125 carry the two processes, so you switch by joint type.
Can Aubrik machines weld dissimilar metals like titanium and alloy steel?
Yes. The TTW-80, TTW-125 and TTW-165 weld carbon steel, stainless steel and alloy steel; the TTW-125 and TTW-165 add titanium. Dissimilar-metal capability matters in boilers and heat exchangers where different alloys are combined for corrosion resistance.
What tube sizes can the machines handle?
Our four models span Ø15mm (TTW-65) to Ø170mm (TTW-165), with wall thickness from 1mm to 20mm. For tubes outside that range, Aubrik provides custom OEM weld heads sized to your drawing and qualified to the same ASME and EN procedures as the standard line.
Is orbital welding always better than manual TIG?
No — and any honest supplier will say so. Manual TIG still wins on complex or irregular geometries, one-off jobs and situations needing live fit-up adjustment. Orbital and resistance welding win on repeatable, circular tube joints in volume, where consistency and speed compound.
How do the machines keep weld quality consistent?
Intelligent arc voltage control adjusts torch height in real time, automatic rotation stops after one full cycle, and self-learning software re-optimizes parameters after each batch. Together they hold uniform penetration even on slightly oval or misaligned tubes, which is where manual welds tend to fail.
Are the weld heads portable for on-site work?
Yes. The TTW weld heads weigh from 4.5kg to 14.5kg, light enough to move around a fabrication shop or reach tube joints on large heat exchangers and boilers during maintenance.
What standards do tube-to-tubesheet welds qualify under?
Procedures qualify under ASME Section IX (QW-193 or QW-200, with QW-288 essential variables for GTAW), referenced from ASME Section VIII for heat exchangers and Section I or EN 12952 for boilers. Aubrik builds and documents to these codes.



