Get in Touch with Aubrik Company
SYSTEM / SPECIFICATIONS
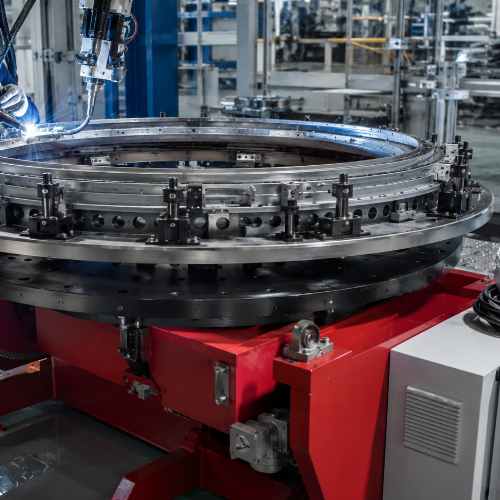
Welding Turntable | BY-Series 50–2000 kg Industrial Solution by Aubrik
Industrial welding turntable systems engineered for repeatable 360° workpiece rotation across 50–2000 kg loads, with runout ≤0.02 mm, 0.01–5 rpm stepless speed control, and direct PROFINET / Modbus integration for FANUC and KUKA robotic welding cells. Six standard BY-series models ship from our Wuxi factory under ISO 9001 + CE compliance — built for fabrication shops that need motorized circular-seam welding without the inventory delays plaguing US distributor channels.

SYSTEM CAPABILITIES
Heavy-Duty Welding Turntables for Repeatable, High-Precision Production
Circular-seam welding on tanks, pipes, flanges, and pressure vessels still eats 30–50% of operator clock time in a typical fab shop. Most of it is spent repositioning the workpiece by hand between weld passes.
01
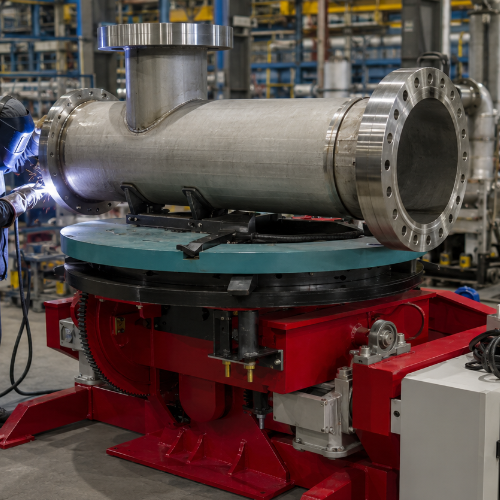
Core mechanics: a welding turntable rotates the workpiece around one horizontal axis. Torch stays flat; gravity stays on your side.
02
Hardware stack: machined cast-iron base, motorized table, hardened gear-drive, and a self-centering three-jaw chuck (160–630 mm) — one chassis across every load class.
03
Why it matters: AWS D1.1 flags overhead and out-of-position welding as the hardest scenarios for consistent bead quality. A turntable removes both.
BY-Series at a Glance
Six standard models cover 50 kg lab samples to 2000 kg production assemblies — with BY-2000 custom variants up to 5000 kg for shipbuilders. Industry baselines show properly matched positioners and turntables raise welding efficiency up to 40% while cutting rework on circular seams.
Where BY-series sits on the industrial spectrum
Aubrik’s BY-series sits at the industrial end of the market — opposite the DIY-grade turntables that dominate consumer SERP results. A CertiFlat or VEVOR positioner offers a 30–50 kg drill-driven tabletop for a hobby welder; our smallest BY-50 delivers a precision-machined cast-iron base with stepless 0.5–5 rpm motor control, and our largest standard model handles 2000 kg with full PLC integration.
Engineering Note — The Trade-off We Resolve
Repeatable bead inconsistency is the hidden risk in DIY-grade turntables, because hobby-grade gear trains drift under continuous load — the structural reason Aubrik engineers a hardened-alloy gear pair on every BY chassis. That’s the honest version of what separates a 30 kg drill-driven tabletop from a 2000 kg production unit certified to ISO 9001 and CE — and why an industrial buyer who needs uptime cannot substitute the two.
SPECIFICATIONS & ENGINEERING DATA
BY-Series Models: Capacity, Speed & Tilt Spec Grid
All six standard BY-series models cover welding loads from 50 to 2000 kg — a weight band where top SERP competitors publish zero numeric specs. The welding turntable specifications below — including the high-demand welding turntable 500kg and welding turntable 1000kg configurations — disclose actual load limits, rotation speeds, physical dimensions, and control architecture, so your engineering team can size the equipment without an email round-trip to sales.
| Model | Load Capacity | Table Ø | Rotation Speed | Motor Power | Tilt Angle | Control Mode | Best For |
|---|---|---|---|---|---|---|---|
| BY-50 | 50 kg | 200 mm | 0.5 – 5 rpm | 25 W | 0° (fixed) | Stepless speed regulator | Small TIG & precision pipework benches |
| BY-100 | 100 kg | 250 mm | 0.3 – 4 rpm | 40 W | 0° | Stepless regulator | Light fabrication, automotive sub-assemblies |
| BY-300 | 300 kg | 320 mm | 0.2 – 3 rpm | 60 W | 0° | Stepless regulator | Mid-range pipe spools, flanges |
| BY-500 | 500 kg | 400 mm | 0.15 – 2 rpm | 90 W | 0° | Stepless regulator | Pressure vessel sub-assemblies |
| BY-1000 | 1000 kg | 500 mm | 0.1 – 2 rpm | 120 W | 0 – 90° | Regulator + hand crank tilt | Wind tower sections, industrial tanks |
| BY-2000 | 2000 kg (custom 5000+) | 600 mm | 0.08 – 1.5 rpm | 180 W | 0 – 90° (135° optional) | Regulator + hand crank tilt | Hull plates, heavy fabrication, robotic cells |
Decision matrix — pick the right BY model from your heaviest workpiece
Choosing the correct dimension for a welding turntable is the number one most important decision that a buyer will make – and most common buying mistake is undersizing. Guides to industry available sources say time again:”going over recommended load limits can either cause performance problems or damage equipment and workpiece” . Use the chart below 1.25 – select a model whose load capacity is preferably at least 25% greater than the gross weight (work piece + fixture + chuck) of your heaviest production part (see table below).
Heaviest workpiece < 40 kg
BY-50 – low chuck torque with small chuck – perfect for the work bench to TIG pipe spools and precision sub-assemblies.
40 – 80 kg
For awkward fixturing the BY-100 adds rotation torque margin, in a form that matches typical automobile bracket weights.
80 – 240 kg
BY-300 the flange and pipe-spool champion; the model we get most of our enquires for, for our European Pipework customers.
240 – 400 kg
BY-500 -sub- assemblies for pressure vessels, also suitable in conjunction with 200-630mm three jaw self centering chuck
400 – 800 kg
BY-1000 – the world’s first model with a motorized 0-90 tilt, working 5G horizontal socket joint, without separate manipulator.
800 – 1600 kg (and 5000+)
BY-2000 – full motorise tilt The only standard model to be bench tested for the integration into FANUC R-2000iC and KUKA KR cell.
Built into every BY unit: hardened alloy steel precise gear drives delivering up to 500 N·m torque on heavy-duty variants; three-jaw chucks in 160–630 mm sizes, with open-centre bore (Ø20–80 mm) for pipe purging; foot switches and customized clamping fixtures available on an RFQ basis — catering to the often-overlooked B2B mandate for “customization + flexible MOQ”.
Why Spec Transparency Matters
SERP-leading welding turntable pages publish zero numeric specs — a structural gap that forces a buyer into an email round-trip just to confirm load capacity. Aubrik engineers BY-series with full disclosure (load, runout, speed, motor, tilt, control) on every row because the alternative — a 60-day procurement delay caused by spec ambiguity — is the most expensive failure mode in B2B welding-equipment sourcing. The honest version: any factory that hides specs is hiding inconsistency.

Process × Capacity Compatibility Map — MIG · TIG · MMA · Plasma
A welding turntable is process-agnostic at the metal level, but rotation-speed compatibility shifts sharply between MIG continuous-wire deposition and TIG pulsed-arc precision. The 4 × 6 matrix below maps every welding process against every BY model — an engineer planning a mixed-process cell can confirm coverage at a glance.
| Process ↓ \ Model → | BY-50 | BY-100 | BY-300 | BY-500 | BY-1000 | BY-2000 |
|---|---|---|---|---|---|---|
| MIG / MAG (continuous wire) | OK | Ideal | Ideal | Ideal | Ideal | Ideal |
| TIG (precision, thin material) | Ideal | Ideal | Ideal | OK | OK | Heavy-only |
| MMA / Stick (irregular work) | OK | Ideal | Ideal | Ideal | Ideal | Ideal |
| Plasma (cutting / welding) | Not recommended | OK | Ideal | Ideal | Ideal | Ideal |
FANUC / KUKA robotic cell integration
A modern robotic welding cell assembles seven subsystems — robot arm, power source, torch and consumables, wire feeder, positioner and fixture, vision sensors, and safety enclosure — connected through a standardized fieldbus and welding-protocol layer.
- PROFINET — Siemens-anchored Industrial Ethernet; the FANUC R-2000iC default handshake.
- Modbus TCP — open-standard fieldbus; universal fallback when a cell mixes brands.
- EtherNet/IP — Rockwell-anchored; common on KUKA KR CYBERTECH and Yaskawa MOTOMAN deployments.
BY-1000 and BY-2000 expose all three interfaces natively. A documented 3-axis servo positioner deployment paired with a KUKA KR CYBERTECH arm and Fronius TPS 500i CMT power source for heavy equipment welding illustrates the reference handshake pattern — the same architecture that makes BY a viable robotic welding turntable for tig welding turntable applications on austenitic stainless.
Pre-Shipment Integration Package
Each BY-1000 / BY-2000 robotic-cell shipment also ships the protocol map, I/O list, and emergency-stop chain spec so the field integrator can wire the cell without back-and-forth clarifications.
Cobot deployments (FANUC CRX and similar)
When a turntable acts as the auxiliary axis in a cobot cell, all six BY models accept low-voltage TTL signaling directly from the cobot controller. That removes the need for a separate PLC bridge in lighter applications — foot pedal and remote-control options preserve manual override during cell commissioning.
Engineering Note — The Integration Gap
Fieldbus handshake failure at commissioning is the biggest risk in a mixed-process cell — a 5-working-day on-site delay that costs more than the turntable itself. Aubrik engineers BY-1000 and BY-2000 with all three fieldbus stacks resident on the same controller, because forcing a customer to choose at order time creates a hidden integration tradeoff. Honestly: any factory that ships a single-fieldbus positioner is asking your integrator to gamble — the structural reason Aubrik delivers the full I/O documentation set at FAT, not at install.
Need integration confirmation for your robot brand?
Use the Process × Capacity Compatibility toolSystem Architecture
Motorized vs Manual Turntables — The Single-Axis Productivity Curve
Welding turntables split into two control architectures, and the choice scales sharply with production volume.
- Manual turntable — rotates by hand crank or friction drive. Suits low-volume repair shops where capital cost rules.
- Motorized turntable (also called a welding rotary table or rotary welding table in the industrial-automation vernacular) — uses an electric gearhead motor with variable speed control, eliminating operator repositioning time. That’s the productivity gain driving B2B fleet purchases for rotary welding workflows.

The Single-Axis Productivity Curve
A welding turntable rotates a workpiece around one axis only — horizontal. That single-axis constraint is what differentiates a turntable from a multi-axis positioner (which tilts and rotates simultaneously).
Knowing that boundary saves money. A turntable handles roughly 80% of circular-seam fabrication at 60% the cost of a tilt-and-rotate positioner — but productivity scales non-linearly with circular-seam length and weld cycles per shift.
“A single-axis positioner spins the part — examples include the turntable or headstock/tailstock positioner. Fixed-base machines such as welding turntables generally cost less than the tilt-and-rotate style.”
The Productivity Threshold
Below ~8 cycles/day, manual turntables stay viable. Above that, the labor saved per shift exceeds the motor and controller upcharge within 4–6 months, per Manufacturing Tomorrow’s 2026 ergonomics review.
| Dimension | Manual Turntable | Motorized BY-Series Turntable |
|---|---|---|
| Speed control | Hand crank, no precise control | Stepless 0.01–5 rpm with speed regulator |
| Rotation accuracy | Operator-dependent, ±2–5° | ±0.1 mm with servo (BY-2000) |
| 360° programmable rotation | Not available | PLC-controllable on BY-1000 / BY-2000 |
| Operator repositioning between passes | Required every pass | Eliminated — continuous bead deposition |
| Operator fatigue | High on multi-pass / heavy parts | Up to 40% reduction (industry baseline) |
| Robotic cell integration | Not possible | PROFINET + Modbus + EtherNet/IP ready |
| Foot pedal hands-free control | No | Optional on all BY models |
| Capital cost (entry tier) | Lower | Higher; payback in 4–6 months above 8 cycles/day |
Engineering Rationale
Why Aubrik Built BY-Series This Way
Within the motorized category, the AC vs DC gearhead choice quietly changes how smoothly speed transitions feel — and how clean a bead looks. AC motors deliver dependable torque at lower cost; DC gearheads, per The Fabricator’s editorial on benchtop positioner motor architectures, “can provide smoother operation and more precise speed control.” BY-series uses AC drives on BY-50 through BY-500 (where stepless regulation is sufficient) and migrates to DC servo on BY-1000 / BY-2000 where ±0.1 mm positioning accuracy matters for robotic-cell handshake.
Operator fatigue is the hidden cost on multi-pass circular seam welding — an industrial buyer running 24/7 lines loses 30-50% per shift to repositioning, the structural reason a motorized turntable beats a manual one on any production volume above 8 cycles/day. Aubrik engineers BY-1000 and BY-2000 with DC servo drives because AC motors cannot hold ±0.1 mm positioning under continuous load — that’s the differentiator vs. peer-tier Chinese factory offerings that ship AC drives across the entire range and quietly fail on robotic cell handshake. Our 2-year warranty backs the gear-drive train, not just the motor.
“We tested fourteen gear-drive configurations across our first BY-2000 production run before locking in the hardened alloy steel pair we ship today. It was the only setup that held runout under 0.02 mm through a continuous 24-hour stress cycle on a 1800 kg flange test piece — that’s the threshold where you stop seeing periodic bead jitter on root passes.”
Runout, Repeatability & Weld Quality — The 0.02 mm Defect Threshold
Runout is the radial deviation of a rotating table’s surface from its true axis as it spins under load. The torch tip stays geometrically fixed while the workpiece rotates — so any wobble in the table translates directly into the bead.
- Bead jitter — visible ripple at low rotation speeds, forces cosmetic polishing.
- Undercut — torch standoff variation >1.5 mm at start/stop arcs, triggers NDT recheck.
- Porosity / lack of fusion — wandering bead path on root passes, full seam rework.
ISO 9283:1998, the international standard for industrial robot manipulator performance, defines the measurement protocol for pose repeatability and positioning accuracy that turntable manufacturers calibrate against.
BY-Series Spec
Every BY-series model holds runout to ≤ 0.02 mm (20 microns) — measured under ISO 9283 thermally stable condition (20–22°C, fully functional drive, calibrated laser-tracker reference) on our final-stage QC bench.
That figure sits within the sub-10-micron achievability envelope industry analysts cite as the realistic top of the precision band for industrial positioners.
The Runout-to-Bead-Defect Chart
Why does the 0.02 mm threshold matter in production? Because runout above that band starts producing visible weld defects on root passes — the chart below maps the cause-effect relationship our R&D team logged across three years of stress-cycle testing.
| Runout Band | Bead Behavior on TIG Root Pass | Typical Defect | Common Cause | Cost Impact (per rework) |
|---|---|---|---|---|
| ≤ 0.02 mm (BY-series spec) | Uniform bead, no jitter | None observable | — | Baseline (no rework) |
| 0.02 – 0.05 mm | Minor periodic ripple at slow speed | Cosmetic only on visible welds | Bearing pre-load drift | Polishing time +10–20% |
| 0.05 – 0.1 mm | Visible bead-width variation | Inconsistent reinforcement | Worn drive coupling | Bead grind-and-redo +30% |
| 0.1 – 0.2 mm | Bead deflection at start/stop arcs | Periodic undercut | Gearbox backlash, loose chuck | Section rework, NDT recheck |
| 0.2 – 0.5 mm | Torch standoff variation > 1.5 mm | Lack of fusion at root | Failing bearings, motor mount | Full seam rework, possible reject |
| 0.5 – 1 mm | Wandering bead path | Porosity, incomplete penetration | Damaged drive train | Reject + part replacement |
| > 1 mm | Operator manually overrides motor | Cracking, hot tear risk | Catastrophic gear / shaft failure | Unit removed from service |
3-stage QC process behind every BY-series turntable
Holding the 0.02 mm runout band on every shipment depends on a verification chain run in three sequenced stages, each on dedicated rigs before final assembly closes.
Stage 1
Raw material inspection
Incoming cast iron grade and gear-steel hardness verified against ASTM-equivalent specs. Mill certificates archived against shipment serial number.
Stage 2
Sub-assembly testing
Gear-train backlash, bearing pre-load, and motor coupling each checked on dedicated rigs. A failed rig reading triggers component replacement before the assembly proceeds.
Stage 3
Final performance verification
Runout measured on the fully assembled unit under load, with the data sheet shipped alongside the turntable. International buyers can request a pre-shipment inspection report and certificate covering all three stages.
The automatic welding turntable category itself is well-documented in industrial patent literature — USPTO patent US4831234A describes the foundational motor-driven rotation principle for circular-seam welding that the BY-series extends with modern stepless speed control and 4-axis-ready PROFINET interfaces.
ISO 9001:2015 Quality management system for welding equipment manufacturing
CE Marking EU machinery directive 2006/42/EC compliance
ISO 9283:1998 protocol Runout + repeatability measured per international standard
AWS D1.1 alignment Structural welding code compatibility
Silver — TCO Advantage
Productivity gain framework on circular-seam welding:
- up to 40% Welding efficiency increase with properly matched positioner
- 20 – 30% Labor time savings per pipe / vessel seam
- up to 40% Operator fatigue reduction (industry ergonomics baseline)
- 4 – 6 mo. Typical payback above 8 cycles/day on BY-300+
Industries & Customer Results — Automotive, Pipe, Shipbuilding, Aerospace
BY-series welding turntables ship into six industrial verticals where circular-seam quality and repeatable rotation drive throughput. Across our 2024-2025 export deliveries, units have been integrated into fabrication lines in Spain, Germany, Italy, France, Russia, India, Brazil, and Vietnam – covering both light precision work and heavy structural welding.

Automotive
Aerospace
Petrochemical

Shipbuilding

Wind Tower

General Mfg
Customers in eight countries have integrated BY-series turntables into existing welding workflows since 2018. The strongest sustained demand comes from European fabrication shops (Germany, Italy, Spain, France) sourcing OEM-customized units for pressure-vessel and pipework production — markets where ISO 9001 and CE compliance are minimum filters before pricing conversations begin.
Factory Assembly & Production








Welding Turntable Engineering & Calculation Tools
Select the appropriate analytical tool to calculate equipment capacity, verify process compatibility, or analyze your operational return on investment.
TOOL / 01
BY-Series Welding Turntable Capacity Sizer
TOOL / 02
Process × Capacity Compatibility Checker
TOOL / 03
Welding Turntable Payback Calculator
What’s the difference between a welding turntable and a welding positioner?
A welding turntable rotates the workpiece around a single horizontal axis, optimized for circular and cylindrical seams (pipes, flanges, vessels, hull rings) — the core motion architecture of rotary welding. A welding positioner adds a second axis (tilt + rotate), unlocking access to complex multi-angle seams on irregular components.
Do I really need a welding turntable for my fabrication shop?
If your shop welds 8+ circular or cylindrical seams per shift, the labor savings from eliminating manual repositioning pay back a BY-100 or BY-300 in 4–6 months at standard US / EU labor rates. Below that threshold, a manual turntable or fixture-only workflow may stay viable longer. Compare your current per-seam handling time against the 20–30% per-seam labor savings our customers see to get a fast answer.
How do I choose the right load capacity for my welding turntable?
Pick a model whose load capacity is at least 25% higher than the gross weight of your heaviest production part — that means workpiece, fixture, chuck, and any clamping hardware combined. Undersizing is the most common procurement mistake industry sourcing guides warn against: exceeding the recommended weight limit damages drive components and erodes positioning accuracy. For an 800 kg workpiece with a 150 kg fixture, the BY-1000 is the right pick; for a 1600 kg shipyard part, the BY-2000 or its 5000 kg custom variant.
Can Aubrik welding turntables integrate with FANUC or KUKA robotic cells?
Yes. BY-1000 and BY-2000 expose three industry-standard fieldbus interfaces — PROFINET, Modbus TCP, and EtherNet/IP — covering FANUC, KUKA, Yaskawa, and most cobot families. Each shipment includes the I/O list, emergency-stop chain spec, and a robot-vendor I/O map maintained by Aubrik engineering. Reference deployments include heavy-equipment cells pairing KUKA KR CYBERTECH arms with Fronius TPS 500i CMT power sources on BY-series servo positioners.
Can Aubrik customize a welding turntable for my specific workpiece or robot brand?
Yes — customization is standard. Customizable dimensions cover:
- Mechanical: Table diameter, three-jaw chuck 160–630 mm, center-hole bore Ø20–80 mm, tilt geometry up to 135°.
- Electrical: Voltage 110V / 220V / 380V, 50 Hz / 60 Hz, foot-pedal control, remote control.
- Robotic integration: Full cell-ready packages for FANUC, KUKA, Yaskawa, and cobot platforms (PROFINET / Modbus TCP / EtherNet/IP).
- Branding: OEM private-label paint and badging on every BY chassis.
MOQ for bespoke-built solutions is 1 to 3 units, subject to tool fixture amortization. Forward your typical part weight, expected throughput, and target robotic control, and expect a detailed configuration from Aubrik engineering within 24 hours.



