Get in Touch with ABOKE Company
CE · ISO 9001 Certified Build
Pipe Rotators for Welding
Pipe Rotators for Welding — Turning Rolls from 5 to 400 Tons
Hold and turn pipes, tanks and pressure vessels at a steady speed under the arc — so welders work in the flat position, finish circumferential seams in one pass, and skip the crane. ABOKE builds conventional, self-aligning and fit-up rotators for fabrication shops in 40+ countries.




01 / 04
5–400 t
Load capacity range
3 types
Conventional · Self-aligning · Fit-up
0.1–5 rpm
Stepless rotation speed
40+
Export countries
12 mo
Warranty + free wear parts
Where Manual Pipe & Vessel Welding Loses Time — and How Turning Rolls Fix It
A pipe rotator for welding turns the work, not the welder. Instead of stopping the arc to crane a 45,000-lb vessel a quarter-turn, the operator sets a constant rotation speed and lays one continuous circumferential bead in the flat (downhand) position. That single change is where the bottleneck breaks: manual rotation of large cylindrical work is slow, needs two or three people plus a crane, and every stop-start in the seam is a place for porosity, undercut, or arc-strike rework.

01 // The Geometry Factor
The cause is geometry. On a fixed pipe, only a few inches of the joint sit at the ideal flat angle at any moment; the rest forces the welder vertical or overhead, where gravity fights the puddle.
02 // Constant Downhand Welding
A welding rotator — also called a set of turning rolls — keeps the joint parked at the bottom of the rotation while the wheels carry the load, so a single welder runs the full girth weld without repositioning.
03 // Patented Equipment Design
The roll-out wheel bed that carries the cylinder is itself the subject of welding-equipment patents — for example USPTO US20170095893A1.
04 // Shop Applications
Shops fabricating tanks, pressure vessels, wind-tower sections and pipeline spools use this rotary welding approach to cut handling labor and tighten weld consistency — many start by searching for pipe rotators for sale before they realize the roller bed has to be sized to the heaviest part, not the average one.
05 // Capacity & Sizing Margins
The trade-off most buyers underestimate is sizing: a roll set rated exactly at the part weight will run at 100% capacity every shift and wear out early, which is why this guide builds a 20–30% safety margin into every recommendation below.
06 // The ABOKE Standard
ABOKE sizes the same way for industrial buyers across the EU and US: a 60 ton pressure vessel and a 400 ton reactor shell are different ABOKE builds, not one frame scaled up — the honest version of sizing that brochure pages skip.
[SYS-01] OVERVIEW
ABOKE Pipe Rotator Line — Models & Capacity Selection (5–400 t)
ABOKE’s range covers the conventional welding rotator for fixed-diameter production, the self aligning welding rotator for mixed and out-of-round work, the fit up rotator for shell assembly, and heavy-duty tank turning rollers for large storage vessels — all welding turning rolls on one 5–400 ton platform, four build variants for EU and US buyers alike.
Picking a rotator starts with three numbers from your heaviest job: workpiece weight, diameter range, and length. Weight sets the model tier; diameter sets the wheel span and whether you need self-aligning travel; length decides how many idler units ride behind the drive unit. The most common sizing mistake on the floor is matching the rated capacity to the part weight one-to-one — a roll set loaded to its ceiling every shift loses service life fast, so ABOKE sizes each recommendation with headroom for the part you have plus the next size up you might win.
[DATA-02] SELECTION MATRIX
CAPACITY: 5–400 TONS
This matrix maps load to the practical workpiece envelope and the right rotator type, with the safety margin already folded in.
| Rated load (per set) | Best-fit workpiece | Diameter range | Recommended type | Drive + idler |
|---|---|---|---|---|
| 5–10 t | Small tube, spools, short vessels | 200–2,500 mm | Self-aligning | 1 drive + 1 idler |
| 20–40 t | Process pipe, mid tanks, headers | 300–3,500 mm | Conventional or adjustable | 1 drive + 1–2 idler |
| 60–100 t | Pressure vessels, wind-tower cans | 500–5,000 mm | Adjustable / fit-up | 1 drive + 2 idler |
| 150–200 t | Heavy vessels, large-bore pipeline | 800–6,000 mm | Conventional, hydraulic | 1 drive + 2–3 idler |
| 300–400 t | Reactor shells, offshore sections | 1,000 mm+ | Hydraulic, 3-axis | 1 drive + 3+ idler |

[SPEC-03] Verified specification
HGK-60 (representative 60-ton model)
- Rated load capacity60 t
- Workpiece diameter500–5,000 mm
- Wheel (per roll)Ø 500 × 200 mm, metal
- Rotation speed0.1–1 rpm
- Drive motor2 × 2.2 kW (dual)
- Voltage110–575 V
- Wheel-span adjustmentLead-screw, stepless

[PROCESS-04] Procurement Note
Match the wheel to the work, not just the tonnage
Two rolls of the same rated load can behave very differently. Steel wheels carry the most weight and shrug off spatter, but off-center weight causes slipping on smooth steel… Specify wheel material on the RFQ alongside the tonnage, and tell ABOKE the surface finish requirement of your shell.
Across the line, drive wheels run on ZG45 cast-steel rims (heat-treated to roughly HRC 55–60 on heavier models) for load-bearing life. Long workpieces need multiple idler units between the drive set so the workpiece does not sag mid-span. Heavier classes (60 t and up) use stepless variable-speed drives, turning shells fabricated to ASME BPVC Section VIII pressure-vessel rules.
Conventional vs Self-Aligning vs Fit-Up Rotators — Which Type Fits Your Shop
A common assumption is that a self-aligning rotator removes every alignment headache. Field experience contradicts that: even a correctly set self-aligning roll can let the workpiece drift axially (creep) along its own axis, because the smallest difference in roll height or a slightly out-of-round shell nudges the part sideways turn after turn. Knowing where each rotator type earns its keep — and where drift has to be managed — is the difference between a roll set that pays back and one that fights you.
3-Type Turning-Roll Architecture Comparison
| Attribute | Conventional (adjustable) | Self-aligning | Fit-up rotator |
|---|---|---|---|
| Wheel-spacing change | Manual lead-screw, set per diameter | Wheels pivot automatically as part loads | Lead-screw + close-tolerance positioning |
| Diameter handling | Best for a fixed/known diameter | Best for varied or out-of-round diameters | 1–6 m, assembly + tacking |
| Positioning accuracy | ±0.1 mm class (heavy models) | Self-centering, manages diameter swing | ±0.5–0.8 mm (fit-up) |
| Typical capacity | 5–400 t | 5–300 t | 10–60 t |
| Best job | Repeat production, one vessel size | Mixed vessel diameters, ovality | Aligning two cans before the root pass |
ABOKE self-aligning welding rotator with hydraulic power unit for varied and out-of-round diameters
Self-aligning rotator (hydraulic)

ABOKE fit-up rotator aligning two shell sections concentrically before the root pass
Fit-up rotator for shell assembly
A conventional welding rotator wins on repeat production where every vessel is the same diameter — you set the wheel span once and run the batch. A self-aligning welding rotator trades a little of that rigidity for the ability to swallow diameter changes and ovality without re-setting, which is why mixed-work shops favor it. A fit-up rotator is the assembly tool: it brings two shell sections into close concentric alignment so the root pass starts clean, then hands off to a turning roll for the fill and cap.
Where ABOKE differs from the brochure-grade competition is the honest sizing guidance built into each type — the wheel-material trade-off and the 20–30% headroom rule above, not just a tonnage number on a datasheet — because the costliest field failure here is a part that slips or a rubber face burned away by spatter, not a price difference. For regional fabricators weighing a 5 ton shop set against a 60 ton production set, the differentiator is that ABOKE will not claim one frame does both jobs — type and tonnage are matched honestly. None of the three is “drift-proof” on its own — on long, heavy, or unbalanced parts, axial creep is controlled by anti-drift roll geometry. Patented anti-drift designs counter creep either by shifting an idler in proportion to the drift or by canting a roll axis slightly off the workpiece axis to push the part back (see USPTO patent US8342493B2; a 2023 heavy-workpiece variant is published as KR20230106190A).
“We size every roll set with 20–30% headroom over the stated part weight and check roll-height parity before the first rotation — that one habit kills most of the axial creep customers blame on the wheels. On unbalanced shells we spec steel wheels with bearings, not rubber, because spatter eats rubber faces and a costly re-wheel is the result.”ABOKE Engineering Team
Comparing types for a specific vessel mix?
Request a type recommendation for your workpieces →Pipe Rotator vs Welding Positioner — When to Use Which
Buyers and search engines mix these up constantly, and ordering the wrong one wastes a purchase. Here is the short rule — a pipe rotator (turning rolls) spins a long cylinder around its own horizontal axis on a wheel bed, while a welding positioner grips a part on a chuck or table and rotates and tilts it on a short axis. They solve different problems.
Selection Map
| Equipment | How it holds the part | Best workpiece | Motion | Typical use |
|---|---|---|---|---|
| Pipe rotator / turning rolls | Wheel bed under the cylinder | Long pipe, tanks, vessels, wind-tower cans | Rotation about the part’s own axis | Circumferential / girth welds |
| Welding positioner | Chuck or face-plate table | Compact parts, flanges, short assemblies | Rotate + tilt 0–90°/360° | Multi-angle access, fixtured parts |
| Headstock-tailstock manipulator | Clamped between two centers | Shafts, frames, awkward weldments | Rotation between centers | Long balanced weldments |
Expert Guidelines
Choose a turning roll when the part is long and cylindrical and the seam runs around the circumference — the roll carries the weight and a single welder runs the full girth weld without a crane — girth welds typically qualified under ASME BPVC Section IX procedures. Choose a positioner when the part is compact and you need to tilt the joint to reach it from several angles.
If your shop does both — short fixtured parts and long vessels — the two are complementary, not interchangeable. Because pipe rotators support the weight on a wheel bed rather than a cantilevered chuck, they scale to far heavier cylindrical work than any positioner table, which is why pressure-vessel and wind-tower lines run on rolls. ABOKE builds both turning rolls and positioners, so the recommendation you get is matched to your part — not to whatever a single-product supplier needs to sell — and that neutrality is why fabricators treat this comparison as a buying reference. Whether you are an EU buyer running pressure vessels or a US buyer turning pipeline spools, the rule holds: a 60 ton cylinder belongs on ABOKE rolls, a small flange belongs on a positioner.
Where ABOKE Rotators Work — Pressure Vessels, Wind Towers, Pipelines & Shipbuilding
The payoff from turning rolls is the same across industries — steady rotation in front of a fixed arc replaces crane handling and overhead welding — but the workpiece changes the spec. Pressure-vessel and boiler shops weld shells fabricated to ASME BPVC Section VIII, where consistent rotation keeps the circumferential seam in the flat position for code-quality root and cap passes. Storage-tank builders working to API 650/620 use larger self-aligning sets — often searched as tank turning rollers — for big-diameter, sometimes out-of-round shells. Wind-tower lines turn tapered cans where self-aligning travel earns its keep; pipeline spool bases run girth welds to AWS/ASME procedures; and shipyards rotate heavy cylindrical sections that no positioner table could carry. Where brochure-grade suppliers publish a tonnage and stop, ABOKE matches roll type and wheel material to each application — the pressure-vessel shop and the wind-tower line get different builds off the same 5–400 ton platform, drawing on 20+ years and ~1,000 welding-equipment sets a year of production. EU and US buyers running a customer audit before the PO get ABOKE CE and ISO 9001 files up front, so the risk of a failed incoming inspection on a 100 ton set drops before money changes hands.

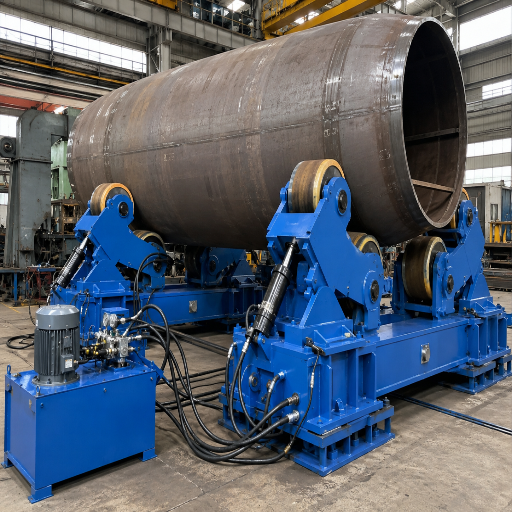
Turning rolls for vessels and tanks
ABOKE welding turning rolls with steel and polyurethane wheels for pressure-vessel and tank fabrication

Heavy-duty rotators in production
ABOKE heavy-duty welding rotators for pipe, tank and wind-tower fabrication in 40+ countries
State-of-the-Art Manufacturing Facility & Production Lines










Certifications & Build Quality — CE, ISO 9001 & What They Mean for You
The honest question behind a China-built rotator is “will it hold up, and can I get spare parts before downtime piles up?” Buyers who have been stung by an import with no parts support — and no one who can service it — ask this before they ask the price. ABOKE answers it with documented quality systems and a build record, not slogans. Every rotator ships CE-marked and is produced under an ISO 9001 quality system — the marks that let the equipment enter European and most export markets and that tie the build to a repeatable process rather than a one-off.
A turning roll is not itself certified to a welding code — it is the fixture that lets your welds meet one. What matters for compliance is that the rotation is steady and controllable enough to hold a code-quality circumferential bead, and that the build quality (gearbox, bearings, drive) keeps that rotation repeatable over years of duty. ABOKE’s CE and ISO 9001 documentation is provided with the equipment so your QA team can file it against the fabrication code you weld to — ASME BPVC, API 650, or AWS D1.1. For EU and US buyers the CE mark is the regional gate to import, and a missing conformity file is the hidden delay that stalls many import deals — so ABOKE ships it with the 60 ton or 400 ton set, not weeks later.
CE
EU conformity, export-ready
ISO 9001
Quality management system
Since 1999
20+ years building welding gear
40+ countries
Installed export base
~1,000 sets/yr
Welding-equipment output
Buying a Pipe Welding Rotator — Price Factors, Lead Time, Warranty & OEM
Rotator pricing is not one number — it scales with what the job needs. Rather than a misleading single figure, here are the factors that actually move the quote, so your RFQ asks for the right thing and the budget holds. A 60 ton self-aligning set and a 10 ton conventional set are not the same quote; ABOKE prices each against your drawing so industrial buyers avoid the expensive mistake of paying reactor-shell money for a pipe-spool job — the hidden overspend a generic list price conceals.
Pricing Factors Framework
-
FACTOR 01
Load tier is the dominant cost driver — a 60 ton set carries far more steel, gearbox and drive than a 10 ton set.
01 -
FACTOR 02
Self-aligning and fit-up mechanisms add cost over a fixed conventional set, so the type you pick moves the quote.
02 -
FACTOR 03
Wheel material — steel, polyurethane or Micarta — differs in cost and suits different loads and shell finishes.
03 -
FACTOR 04
Stepless variable-speed drives, foot-pedal control and PLC or anti-drift options each add capability and cost.
04 -
FACTOR 05
Long workpieces need extra idler units, priced per unit added behind the drive set.
05
On commercial terms, ABOKE backs every rotator with a 12-month warranty and free wear parts, and offers OEM/ODM customization — capacity, wheel material, control package and finish built to your drawing, every build run under an ISO 9001 quality system. That after-sales position is the direct answer to the most common concern about imported equipment: spare wheels and drive parts are stocked and shipped, so a worn face or a drive service does not strand the machine.
Before you issue the PO
Send ABOKE three things: heaviest workpiece weight, diameter range, and maximum length. Those define the tonnage tier, wheel span, and idler count — and let the quote come back matched to your work instead of a generic list price. Ask for the lead-time estimate against your quantity at the same time.
Welding Rotators Engineering & Sizing Tools
Pipe Rotator Capacity & Type Selector
Engineered sizing tool for welding turning rolls. Incorporates a standard 25% safety margin for industrial heavy-duty applications.
Rotator vs Welding Positioner: Equipment Decider
Answer three technical parameters to determine the optimal handling equipment for your fabrication workflow. Avoid mismatching load capacities and rotation needs.
Rotation Speed & Surface Velocity Calculator
Precisely match turning roll RPM to the required travel speed of your WPS (Welding Procedure Specification).
Pipe Rotator for Welding — FAQ
Expert engineering insights and technical guidance to help you configure the optimal rotational welding automation system for your heavy-duty applications.
What is a pipe welding rotator and how does it work?
It is a wheel bed — a powered drive unit plus one or more idler units — that carries a pipe, tank or vessel and rotates it around its own horizontal axis at a steady, controllable speed. The welder keeps the torch in one flat position while the part turns, producing a continuous circumferential weld without cranes or repositioning. On heavier work the drive unit is geared for stepless speed so the surface velocity stays in the welding window across changing diameters, and idler units are added behind the drive set to support long pipe or multi-can vessels that would otherwise sag between two rolls.
How do I choose the right load capacity?
Start from your heaviest workpiece weight and add a 20–30% safety margin, then check that the diameter and length fit the wheel span and idler layout. Any roll set run at exactly its rated load every shift wears out early, so size up rather than to the limit — see the Capacity-Selection Matrix above.
Steel, polyurethane or rubber wheels — which should I specify?
Steel wheels carry the most weight and resist weld spatter, but a heavily off-center part can slip on smooth steel. Polyurethane faces add grip and protect a polished shell on lighter work. Rubber is smooth but is damaged by spatter and is generally avoided on hot, heavy duty. Match the wheel to the load and shell finish, not just the tonnage.
How do you ground the workpiece on a rotator for welding?
Welding return current — the ground — passes through the rotator so the rotating part stays in the circuit, usually via a brush or sliding contact or a dedicated ground connection at the roll, rather than relying on wheel-to-shell contact alone. Specify the return-current method with your order so the rotator is built for your amperage.
What’s the difference between a pipe rotator and a welding positioner?
In short, a pipe rotator turns a long cylinder on a wheel bed for circumferential welds, while a welding positioner grips a compact part on a chuck/table and rotates and tilts it for multi-angle access. Long, heavy cylindrical work goes on rotators; small fixtured parts go on positioners. See the Selection Map above.
Can ABOKE customize a rotator for our application?
Yes — ABOKE provides OEM/ODM builds: capacity, wheel material, drive and control package, anti-drift options and finish built to your drawing, backed by a 12-month warranty and free wear parts.
How We Built This Guide
The model tiers, wheel-material trade-offs and the 20–30% capacity-margin rule in this guide reflect ABOKE’s own welding-rotator builds across 40+ export markets and the recurring sizing questions our engineers answer on RFQs.
The HGK-60 figures are taken from our published specification; capacity-band guidance is selection advice — confirm exact fit against your part drawing.
Where we cite cycle-time savings, the range is an industry planning figure, not a measured ABOKE result.